Sarkalatos kérdés
Szeretnénk azt gondolni, hogy a beruházásainkban szereplő új gépek és technológiák hosszú távon fognak majd minket szolgálni, mert ezek már gyermekbetegségektől mentes, letisztult konstrukciók. Sajnos ez nem mindig van így. Főként a modern, a faipar hagyományaiban egyáltalán nem szereplő (mű)anyagok feldolgozása során tapasztalhatjuk meg, hogy ami ma modernnek, naprakésznek számít (és persze drága is), az holnapután elavult lesz. A műanyagokkal történő élzárás technológiája is egy ilyen iparág.

A feldolgozott laptermékekre épülő bútorok, belsőépítészeti termékek gyártásának egyik fontos kritériuma az élzárás. Nézzük például a faerezetes laminált bútorlapokat! A valósághű látványhoz, vagyis, hogy a fához megtévesztésig hasonló felületet legyünk képesek létrehozni, magán az élzáráson rengeteg múlik. Számít, hogy milyen az élzáró anyag színhasonlósága és az erezete, milyen az él marási felületének kifehéredése/nem színazonos állapota, de ami a legfontosabb: milyen vastag a fuga, és milyen a színe? Ez utóbbi ráadásul azért is érdekes, mert a bútor használatakor előbb-utóbb a fugát alkotó ragasztó elkoszolódik, egyre eltérőbb „színt” adva a bútorlap élének. A felragasztott élanyagok egy másik akut problémája a leválás, a tartósság hiánya.
Sajnos nagyon sok gyártó megtapasztalhatta azt, hogy nem feltétlenül kell az élzáróval lezárt laminált lapoknak extrém körülmények között „sínylődniük”: normál, a hétköznapi használat során is sok garanciális panasz érkezik a háziasszony kezei alatt levált élanyagok miatt. Személy szerint olyan helyzettel is találkoztam, ahol a külföldi megrendelő magyarországi lakásába készített konyhabútor több alkatrészének élanyaga is levált három (!) hónapon belül, pedig a lakást nem is lakták. Mindezek mellett egyáltalán nem olcsó technológiáról van szó.
Nézzünk erre vonatkozóan egy kis számítást! A manapság divatban lévő bútorlapok átlagos árszínvonalából kiindulva (3900–4500 Ft/ m2), valamint az elkerülhetetlen élzárást hozzászámítva (1800 Ft az egy m2 -re vetített uni/fautánzat színű 22/2-es ABS alapanyag + a felrakási munkadíj) már egy olyan árat képviselő félkész terméket kapunk, ami – lássuk be – az A/A osztályos táblásított borovifenyő m2 árával egyezik meg. (Igaz, hogy a fát csiszolni, felületkezelni kell, na de az mégiscsak tömör fa, nem pedig műgyantával összeragasztott és fényképpel illusztrált forgácslap…) Szóval látható, hogy prémium minőségű táblásított fenyő faanyag árán mozognak a mai trendeknek megfelelő, élzárt bútorlapok. Vagyis jogosan várja el a vevő, hogy ezért a pénzért az élzárás is prémium minőségű legyen, azaz
- egyen esztétikus a megjelenése, ami tényleg azt az élményt adja, hogy az élanyag és a laptermék összetartozik;
- kapjon erősebb ragasztókötést és nagyobb ellenálló képességet a magas hőmérséklet és a nedvesség/pára tekintetében;
- kínáljon valódi antibakteriális előnyöket (pl. éttermekben, egészségügyi ellátásban lévő alkalmazásánál);
- álljon helyt az egyre nagyobb népszerűségnek örvendő (prémiumáras) magasfényű/ akril bútorlapok és élanyagok esetében, amelyek népszerűsége folyamatosan növekszik.
Jogos a fogyasztói elvárás a szép és higiénikus élzárásokra
FUGÁS” KÉRDÉS: VAN VAGY NINCS?
A hosszas bevezető után nézzük meg, hogy milyen válaszokat adnak az élzárógép-gyártók, azaz fuga tekintetében milyen technológiai újításokkal rukkoltak elő az elmúlt pár évben?
SlimLine technológia. A hagyományos PUR/EVA ragasztós élzárás során a ragasztóanyag közvetlenül az élzárandó laptermékre került fel – hengerek segítségével. Az ún. SlimLine módszerrel a ragasztót az élzáró anyag felületére viszik fel, s ezután kerül az élanyag felragasztásra. Az ok egészen prózai: a bútorlap anyagszerkezete porózus, így az ott alkalmazott ragasztórétegnek vastagabbnak kell lennie a stabil ragasztási hatás érdekében.
Mivel az élanyag felülete nyilvánvalóan egységesebb, így az ide felhordott ragasztónak sokkal vékonyabb réteg is elegendő a megfelelő ragasztási hatás eléréséhez. Az eredmény: jóval vékonyabb, 0,08–0,1 mm vastag ragasztási fuga, azaz esztétikusabb megjelenés, kevesebb ragasztóanyag-használat, és a gyártó állítása szerinti egyszerűbb felhordási technológia, mivel ennél a módszernél sincs szükség a ragasztótartályra és a hozzá köthető karbantartási feladatokra sem.
A SlimLine az SCM gyár által szabadalmaztatott technológia, melynek az illesztésre vonatkozó technikai és minőségi elvárásait – a kevesebb ragasztó ellenére – is kiválónak ítélte meg a CATAS intézet (az olaszországi fa- és bútoripar vizsgálati és elemző laboratóriuma).
Enyvtartály helyett ragaszcsíkokkal történik a szinte fuga nélküli illesztés
Azért a felhordási technológiát alaposan érdemes körbejárnia annak, aki ilyen beruházásban gondolkodik. Igaz ugyan, hogy nincs hagyományos értelemben vett ragasztótartály, de a ragasztót itt is tárolni és közlekedtetni kell. A gyár elmondása szerint ebben az esetben a ragasztó egy külső vezérlőegységből indul el és egy fűtött, szigetelt tömlőn keresztül jut el a fúvókáig.
Az SCM ennek a 2017-es technológiának a bemutatásakor egy költség-összehasonlítást is elvégzett, amelyet most mi is közreadunk (1. táblázat).
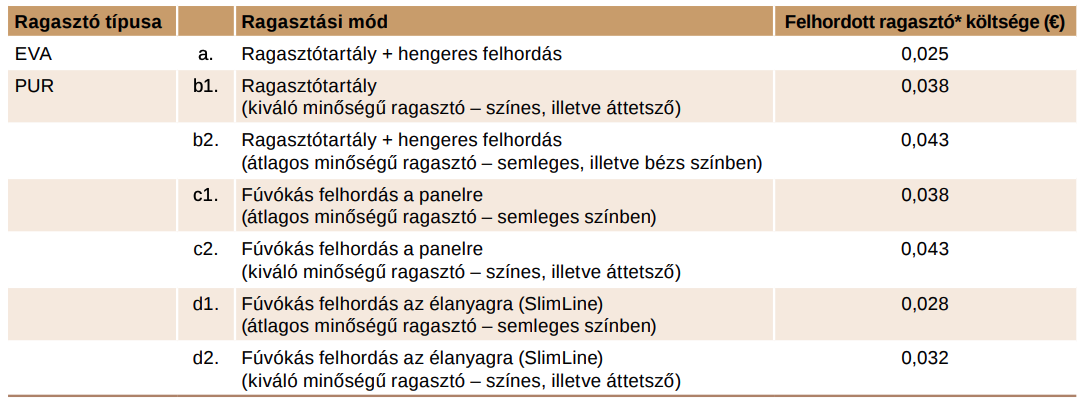
1. táblázat
Látható, hogy a hagyományos EVA-ragasztós módszer ragasztóköltségéhez képest a SlimLine technológia optikai nullfugás ragasztóköltsége csupán 12%-kal kerül többe.
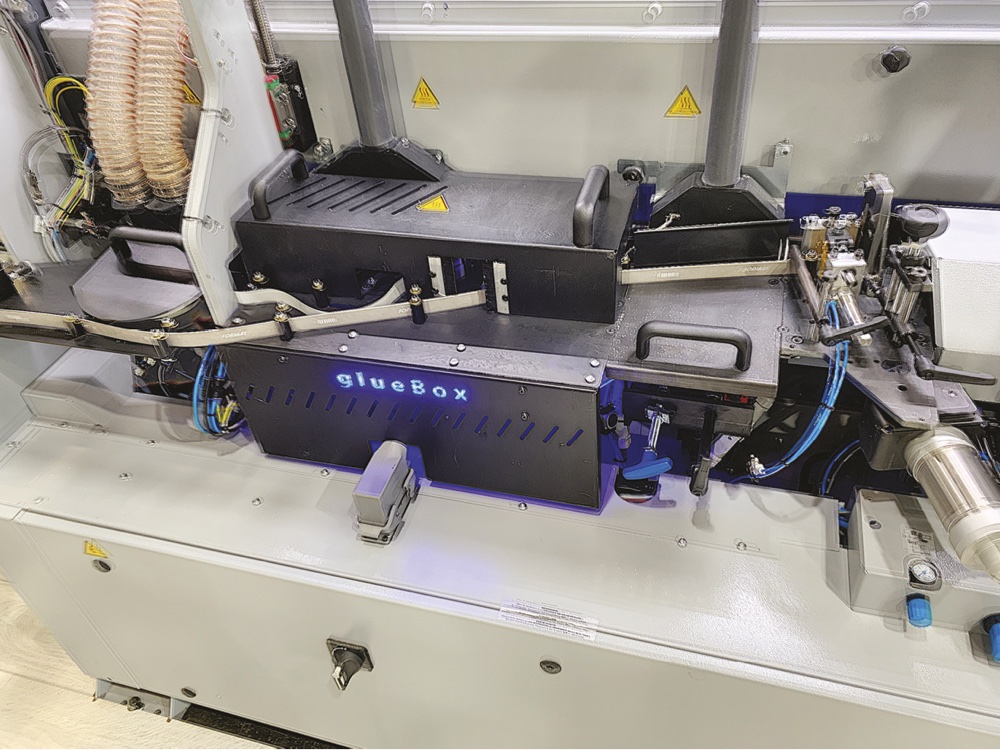
Ragasztókazetta. Az egyik figyelemre méltó újdonság a ragasztószalagok alkalmazása. Ennek a – 2019-es LIGNA kiállításon bemutatott – Format-4 fejlesztésnek a lényege, hogy nem ragasztótartályos PUR-enyvet alkalmaznak, hanem egy erre alkalmas kazettában (glue box) tárolt vékony ragasztószalagot, amely valójában egy PUR-ragasztós filmréteg. Ez a réteg kerül a munkadarab és az élzáró közé, amelyet melegítve leheletvékony, szinte láthatatlan ragasztóréteg alakul ki. A szalag 16, 19 és 40 mm-es szélességben, valamint 25, 50 és 100 méteres hosszokban áll rendelkezésre.
A módszer nyilvánvaló előnye a tiszta és egyszerű ragasztókezelés; ebben az esetben nincs gondunk a hagyományos élzárási megoldásoknál megismert ragasztótartály rendszeres tisztításaira, körülményes tárolására, és nem lesz több belekötött ragasztó sem. Az mondjuk belátható, hogy a kazettában lévő szalaghosszúság vajmi kevés egy élzárással foglalkozó lapszabászatnak vagy egy nagyobb gyártóüzemnek. Nekik egy műszak alatt valószínűleg sűrűn kell(ene) ragasztókazettát cserélni. Nyilván a gyár ezért (is) hagyta nyitva magának a hátsó kertkaput, ugyanis a cég ezen típusú élzáró gépét (váltakozva) enyvtartállyal is lehet üzemeltetni.
Forrólevegős (hot air) technológia. Az élzáró anyagon lévő gyárilag kialakított, úgynevezett funkciós (reaktív) réteget a 270–300°-os forró levegő fogja aktiválni az élanyag közvetlen felhelyezése előtt. Maga a forrólevegős technológia jelentősen olcsóbb, mint a lézeres módszer, ezért ezt akár belépőszintű megoldásnak is tekinthetjük, miközben az eredményt még megkülönböztetni is nehéz a lézerrel élzárt megoldástól. Emellett jóval kevesebb energiát/erőforrást is igényel a forrólevegős technológia működtetése. Az élzárógép-gyártásban ismert gyárak szinte mindegyike kínál ilyen típusú gépeket.

A legtöbb gépgyártónak már piacon van a forrólevegős technológiája is
Lézeres technológia. Lényege, hogy a ragasztandó felület lézersugár segítségével kerül megolvasztásra közvetlenül az élanyag munkadarabra helyezése előtt. A lézersugár a megfelelő élanyagon (tehát csak az erre a célra gyártott élzárón) elhelyezkedő, gyárilag aktív réteget teljes keresztmetszetében felolvasztja, így tehát egy „anyagában lévő” ragasztóhatás jön létre.
Kétségtelenül a legszebb, valódi nullfugás kötés hozható létre általa, bár ez a technológia a legdrágább megoldás az összes között. Szintén a legtöbb gépgyár kínálatában találunk ilyen típusú gépeket is.
Közel infravörös sugár (NIR) technológia. A rendszer kiemelkedő jelentősége az ívelt élek nullfugás lezárásában van. Az ugyancsak reaktív réteggel ellátott élanyagok felületét az infravörös fénysugárhoz közeli tartományban lévő (azaz a látható fénynél nagyobb, de a mikrohullámnál kisebb hullámhosszú) sugarak olvasztják meg, amely ezután optikai fuga nélkül és tartósan rögzül a konvex és konkáv íveken is. Bár ezzel a módszerrel korábban többen is kísérleteztek (pl. a Holz-Her LTRONIC névre hallgató egysége), most a Biesse mutatott be egy új technológiát RFS (Ray Force System) néven – idén májusban.
A közel infravörös sugárral íves alkatrészek nullfugás lezárása érhető el
Képaláírások és források:
www.schenk.co
www.scmgroup.com
www.na.doellken.com
www.format-4.hu
www.homag.com
www.biesse.com
A lapra az alábbi linken fizethet elő:
https://faipar.hu/magyar-asztalos-elofizetes
Kapcsolódó dokumentum:
sarkalatos-kerdes
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.