Élenjárók
Az élzárás technológiái folyamatos figyelem alatt állnak, mivel a bútorgyártásra alkalmas lapféleségek a fánál olcsóbb alternatívát adnak, tehát bőven van takarni való. A kérdés itt leginkább az, hogy milyen technológiai költségekkel és legfőképpen milyen esztétikai eredménnyel „záródik” a „kedvezőtlen oldal” élzárási folyamata.
A szójátékok nem véletlenek: a forgács- és egyéb bútorlapok, lemezek esztétikailag kedvezőtlen élének eltüntetésére az élzáró gépeket gyártók rohamos technológiai versengések és fejlesztések mentén igyekeznek válaszokat adni. Az óhajtott eredmény, hogy a tömör fánál mégiscsak „vékonyabb” megoldást adó bútorlapos termékek a végső gyártási költségeik arányában is tartsák a fennálló távolságot a fabútorokkal szemben.
KIS EGYSÉGEK
Az élzáró gépek gyártásában egyre inkább felbukkannak a kompakt megoldások, vagyis a kisebb feladatokra, de azon belül teljes megoldásra alkalmas gépek. Itt a fő hangsúly eddig is az alakos, ívelt élek zárásán volt. A fejlesztési irányok 2018-as válaszai között az a koncepció érvényesül, hogy ne csak hatékony ragasztási és élmegmunkálási eredményt kapjunk az alakos elemek esetében, hanem – kisebb mennyiségben – az egyenes élzárási feladatokat is teljes mértékben elégítse ki a gép.

Kompakt asztali megoldások a Homagtól
Emellett a kényelmesebb kezelőpaneles felületek megjelenését is megtaláljuk – akár érintőképernyős változatban. A további ismérvek között említhetjük, hogy a ragasztóanyag közvetlenül az élzáró anyagra kerül, aminek hosszát a lábpedálos módszer mellett előre is megadhatjuk a digitális kezelőfelületen. A gépgyártók különböző megoldásai általában tudják a 16–50 mm vastagságú és legalább 30 cm-es alapanyagok 0,5–3 mm-es élanyagokkal való zárását, rádiuszos vagy élletöréses megmunkálással. Ami pedig az előtolási sebességet illeti: hát ez, kérem, leginkább a kezelő személyén múlik…
KIFOGÁSTALAN ÉLKIALAKÍTÁS
Az igény egyre nagyobb a kifogástalan élzárási eredmények tekintetében, így a kisebb ipari gépekben is megjelentek ilyen irányú fejlesztések. A változtatásokat a finiselésben kell keresni. Az alapanyag éleinek megfelelő előkészítése és az élanyag felhelyezése után a folyamat befejezése három egymás utáni műveletre oszlik: a felhelyezett élanyag élkialakítása és sorjázása, a ragasztómaradványoktól való megtisztítás, valamint a finompolírozás. Ezt még tovább lehet fokozni egy negyedik művelettel is: az élzáró anyag élkialakításának finomítását végző egység munkájával, beleértve a sarkoknál lévő kialakítást is. Ez a három (illetve a kiegészítővel együtt négy) egység kezd feltűnni a kisebb felszereltségű berendezésekben is. Például a Homag most tavasszal egy belépő szintű sorozatába (EDGETEQ S-200) telepített ilyen jellegű megoldást.
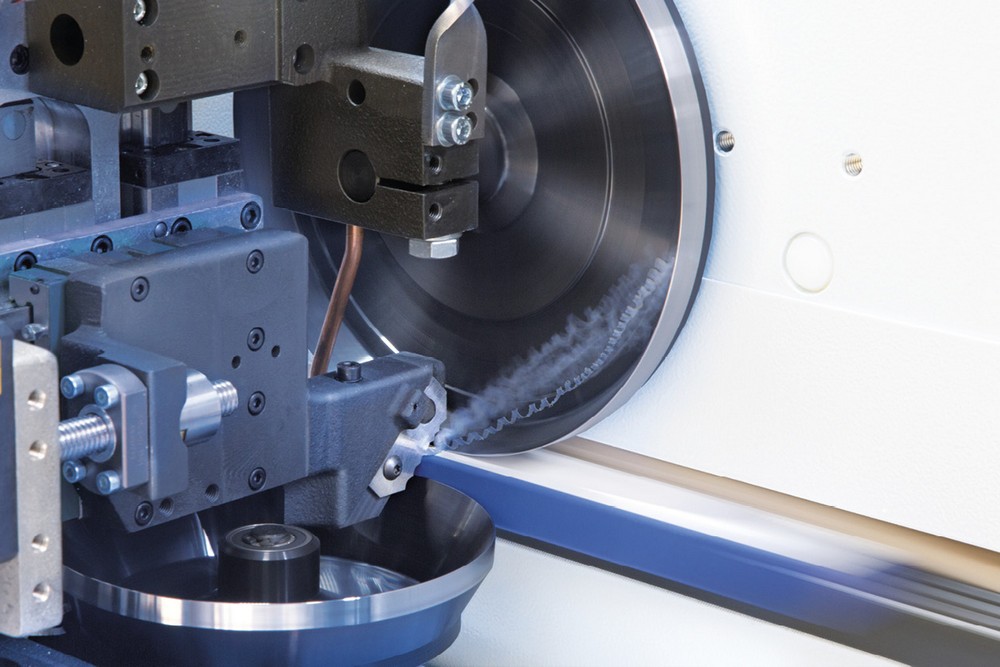
Az élkialakítás finomítása fontos technológiai feladat
Az élprofilokról szólva elmondható, hogy már az alaptípusok is kétféle élkialakítást kínálnak. A továbbfejlesztett géptípusok megoldásai pedig felkínálják az élzáró anyag háromféle méretű lekerekítését (1; 1,5 és 2 mm-es rádiusszal), az élletörést, fózolást többféle szögben, valamint a szintbemart változatot.
VÁLTOZTATHATÓ RAGASZTÁSI MÓDOK
Az élzáró anyagok ragasztásának legelterjedtebb módja az EVA ragasztók (etil-vinil-acetát) alkalmazása. Ezek viszonylag olcsó olvadékragasztók, de nem vízállóak és hő hatására újra képesek meglágyulni. Ilyen esetekben a PU (PUR)-ragasztók (poliuretán) használata sokkal biztonságosabb (a ragasztó hatás a levegő oxigénjének jelenlétében alakul ki, és az így kialakult kémiai kötés már vissza nem fordítható folyamat).
Ebből következően a PU-élzárás teljesen hő- és vízálló ragasztási megoldást nyújt. De van még egy alapvetően nagy előnye ennek a módszernek: mindezt sokkal vékonyabb rétegben teszi (itt a ragasztóréteg vastagsága csupán tizede az EVA-rétegnek). Következésképpen az esztétikai szempontoknak is sokkal jobban megfelel. Hátránya viszont, hogy drágább, mint az EVA.

Stefani xd az SCM csúcsmodellje
Na, már most, azok számára, akiknek fontos az ár-érték arány, és az élzárási folyamataikat – a PUR- és az EVA-technológiát – a termékskálájuk sokfélesége miatt gyakorta változtatják, immár lehetőségük van ezeket a ragasztási folyamatokat egyetlen gépen belül elvégezni.
Erre ad választ többek között az SCM Stefani termékcsalád kis- és középüzemek számára fejlesztett sd típusa, vagy a Homag is. A gyártók azt a kihívást jelentő feladatot is igyekeztek kezelni, hogy a kétféle ragasztóanyagot egyszerre, akár egy időben is lehessen igénybe venni.
És akkor még meg kell említeni a csúcsmegoldást jelentő láthatatlan vagy nullfugás élzárási módszereket, mint a magas esztétikai igényt kielégítő, prémium megoldásokat. Ilyen a lézeres élzárási technika, és a sűrített forrólevegős élzárás. A lézeres élzárás kétségtelenül a csúcsmegoldás manapság, hiszen a hő- és vízálló élzárást biztosító rendszer nem igényel felfűtést, gyakorlatilag azonnal rendelkezésre áll, nincs bajlódás a ragasztóegységek fűtésével és takarításával, illetve akár
50 m/perc adagolási sebességre is képes. A technológia borsos költségeit azonban jelenleg a prémiumot kínáló nagyszériás gyártósorok tudják igazán kigazdálkodni.
A forrólevegős élzárás izgalmas alternatíva a fuga nélküli élzárásra. A minimális hanghatással járó technológia teljes mértékben mentes a ragasztós változatok hátrányaitól, és kisebb beruházási költséggel jár, mint a lézeres technológia.
Vajon lehetne ötvözni az összes élzárási mód előnyét egyetlen gépben? – vetődhet fel a kérdés. Erre is van már válasz! A Holz-Handwerk idei toplistás élzáró gépei egyszerre képesek az olvadékragasztós, a PU-ragasztásos és a forrólevegős élzárási módozatokra is.
TOVÁBBI EXTRÁK
Az imént említett típusoknak már 8–60 mm vastag alapanyagok is beadagolhatók, a 0,4–22 mm-es vastagságú élzáró anyagok felhelyezése mellett (ebbe persze a fa élanyagok is beleértendőek), ahol az előtolás a 10–30 m/perc adagolási sebesség tartományban mozog.
A kezelőpanelek pedig már-már kezdenek hasonlítani egy iPad vagy egy ügyesebb tablet tudásszintjére, méghozzá egy asztali monitor mérettartományában. Ezek az érintőképernyős felületek képesek a megmunkálandó alapanyagot 3D-ben forgatva optimálisan tájékoztatni a gép kezelőjét.
KÉPEK:
www.biesse.com
www.homag.com
www.homag.com
www.scmgroup.com
Kapcsolódó dokumentum:
elenjarok
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei