Patentfejjel történő kontraprofilos szerkezeti kötés kialakítása

A marási technológiát a gyalulásból eredeztetjük. Ez elsőre fura megállapítás. Vegyük figyelembe, hogy a keresztmetszeti megmunkálás hagyományos egyenes élű gyaluinak továbbgondolásából jöttek létre a profilgyaluk. Ahány műhely, annyi kialakítás, és ez volt valahol az egyediség záloga is. Ezek a gyaluk több száz éves múltra nyúlnak vissza, de a mai napig használatosak bizonyos körökben. Gondoljunk bele, hogy a kések megmunkálása és élezése is nagy szakértelmet igényelt, és a gyalutok kialakítása, valamint a gyaluk hatékony használata sem egy egyszerű feladat. Persze legyinthetünk, hogy ez a múlt, nem hatékony és nem is termelékeny. Viszont az a párhuzam, amit ezen cikkem próbál megvilágítani, nem lehet másodlagos.

Kezdő és haladó asztalosok is küzdenek a marógép felszerszámozásának problémájával. A leggyakoribb szerszámok a falcolókések és a réselőtárcsák után a profilmarók. A marókések konstrukciói színes képet mutatnak. A forrasztott keményfémlapkás, vagy szerszámacélból készített kések a mai napig jelen vannak a piacon, de ezek felhasználhatósága korlátozott. A megmunkált alapanyag tulajdonságait is figyelembe kell vennünk, amikor szerszámtípust választunk. A keményfémlapkás marók igazi mindenevők, de tudjuk jól, hogy ami az egyik oldalról nézve tökéletes, az a másikról már korántsem biztos. Mivel a „vídiát” nem lehet olyan élesre köszörülni, mint a szerszámacélból készített társait, ezért a tömörfa-megmunkálás esetében a felület minősége rosszabb. Nem sokkal, de elmarad. Cserébe az éltartósság nagyságrendileg magasabb.
A marókések konstrukciói színes képet mutatnak. A forrasztott keményfémlapkás, vagy szerszámacélból készített kések a mai napig jelen vannak a piacon, de ezek felhasználhatósága korlátozott.
A patentfej, vagy univerzális marófej, vagy kifejlesztője után FLURY fej népszerűsége a kifejlesztését követően is töretlen. Ha valaki megkérdez, hogy a falckés és a réselőtárcsa után milyen marófejet vásároljon, ezt javaslom. Sőt, mindjárt kettőt. Az ok pediglen az, hogy több száz szabványos késprofil közül választhatunk, melyek cseréje, beállítása a pozicionáló stifteknek köszönhetően gyerekjáték. Ha ez nem lenne elég, akkor minden esetben megemlítem, hogy nyers késekből sok élezőműhely egyedileg elkészíti az igényeinknek megfelelő szerszámot. A patentfejek több részből állnak, kis kavarodás szokott lenni a kések helyzetéből, ezért sorra veszem egy kontraprofilos keret elkészítésének lépéseit.

Flury fej felszerelése
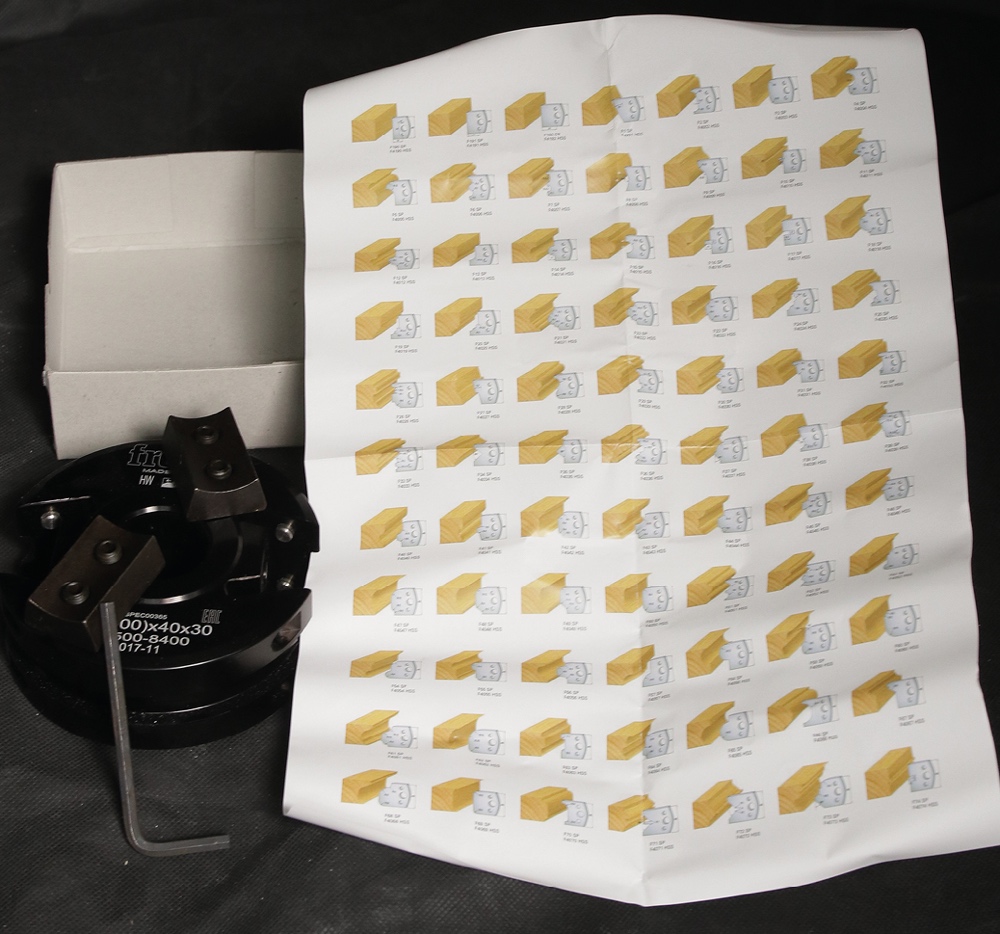
PATENTFEJ ÉS MARÓKÉS
A legjellemzőbb élkörátmérőjű marófej a piacon a 138 mm-es. Maga a fej 100 mm átmérőjű, és az 5500–8400 1/perces fordulatszám-tartomány jól illeszthető minden marógéphez. Az adott termék tervezésénél már figyelembe kell venni a kések méreteit, hiszen ez nagyban befolyásolja az alkatrészek vastagsági méretét.
Ha ezt sikerült meghatározni, jöhet a szokásos szabászat, keresztmetszeti megmunkálás. Ez utóbbinál fontos szempont, hogy a méretek egy állítással legyenek kialakítva, mivel ez később problémák forrása lehet.
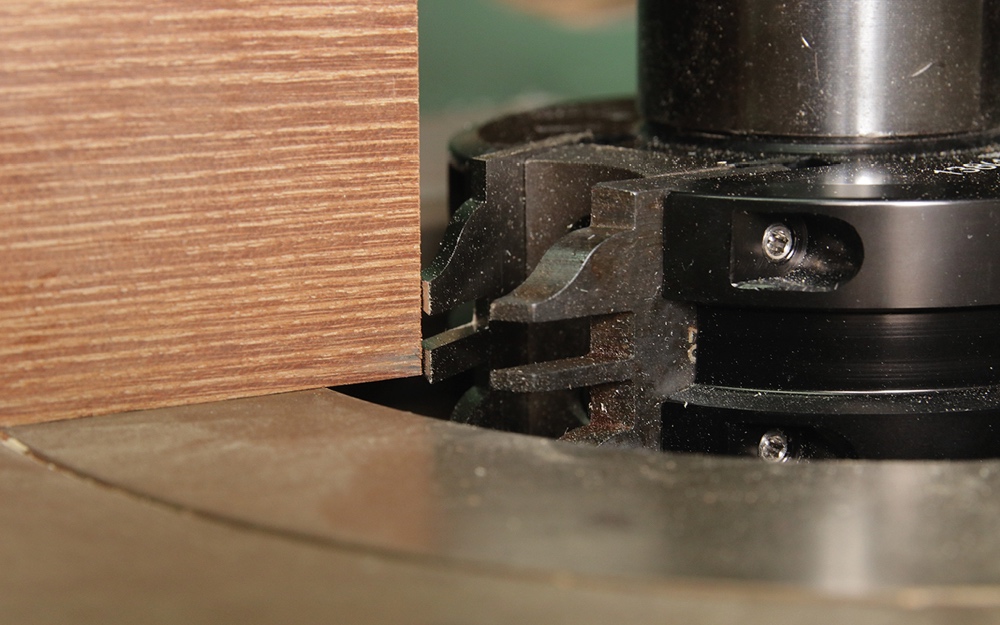
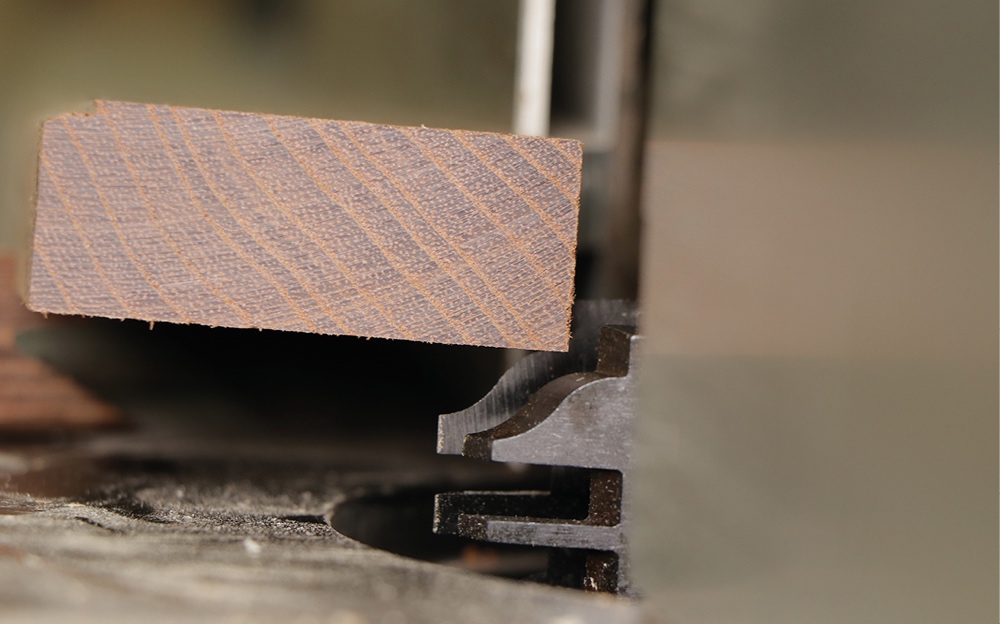
A profil felső része a csapos alkatrészt alakítja ki. Jól látszik, hogy alul az anyagból még fél millimétert fogathatnánk.
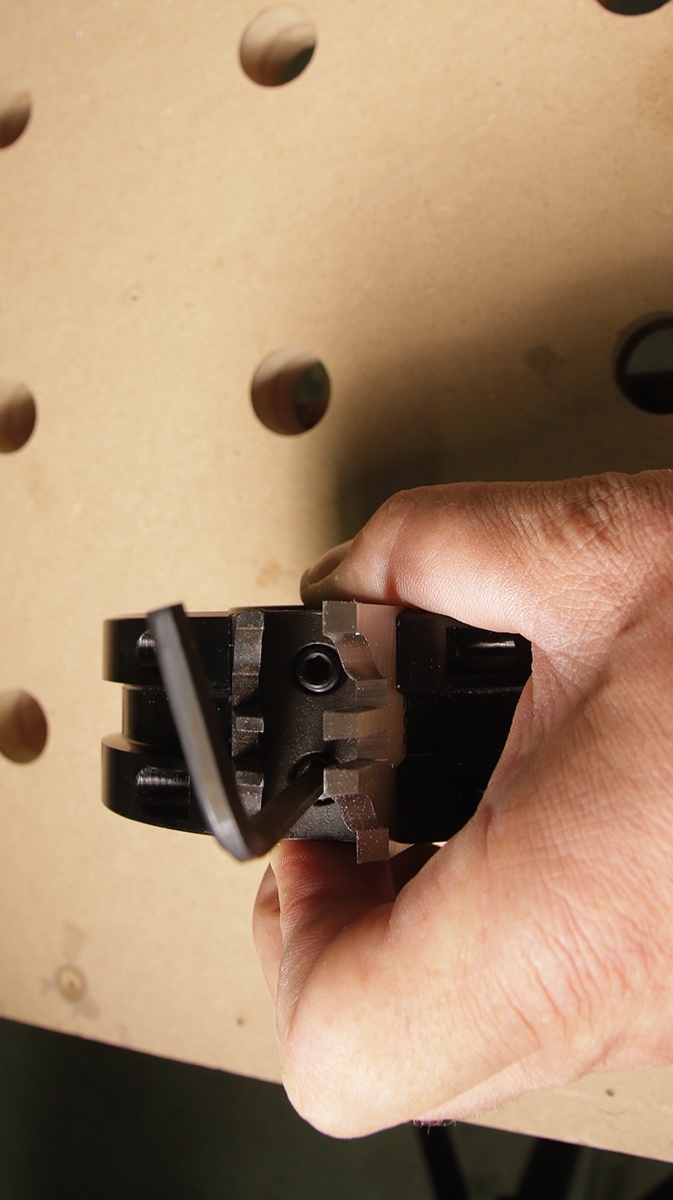
MARÓSZERSZÁM ÖSSZESZERELÉSE
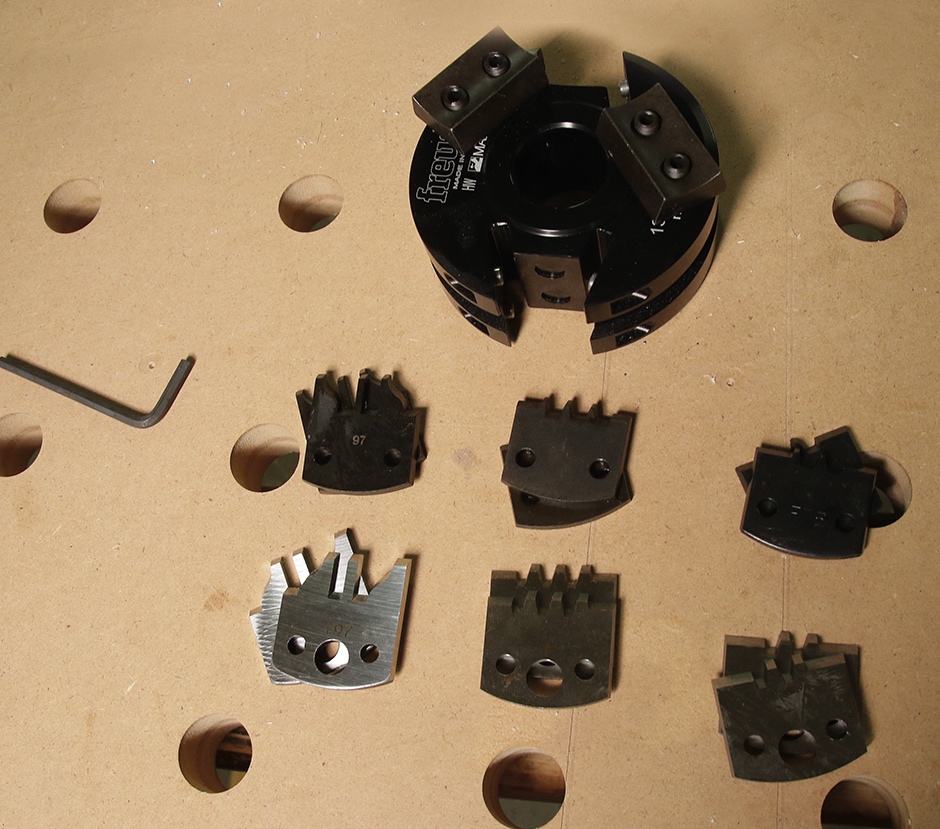
A marófej jelen esetben egy FREUD gyártmány, mely alumíniumból lett kimunkálva. A papírdobozban megtaláljuk a marófej mellett a két éklécet, az imbuszkulcsot és egy terméktájékoztatót a standard késekről. Az összeszerelést kezdhetjük a késsel és a fogásvétel-határolóval is. Az a lényeg, hogy egyszerre csak egy oldallal foglalkozzunk.
Az éklécek csavarjait minden esetben tekerjük síkra, és ha kell, tisztítsuk is meg a horonnyal együtt. A késeket úgy kell behelyezni, hogy a homloklapjuk az ékléc felé nézzen. A forgácshatároló minden esetben a forgácsolandó anyag felől van, máskülönben nincs értelme a jelenlétének.
A palánk élkörre állítása egy egyenes léc segítségével
A késeket a stiftekre helyezzük és az éklécet oldalról becsúsztatjuk. Kezünkkel elosztjuk a távolságot egyenlően és finoman meghúzzuk a csavarokat.
A meghúzásnál ügyelni kell arra, hogy az egyik csavar meghúzása esetén a másik, addig szorosnak vélt kötés fellazul. Ezért mindig egyenlő erővel húzzuk meg a csavarokat. Addig kell így tennünk, amíg már nem tudunk a mellékelt kulccsal tovább dolgozni. Némi eltérés biztosan lesz, de ez normális, mivel az ékléces beszorításnál, mi csak előfeszítést adunk a rendszernek, a többit majd a fizika intézi üzemeltetés közben.
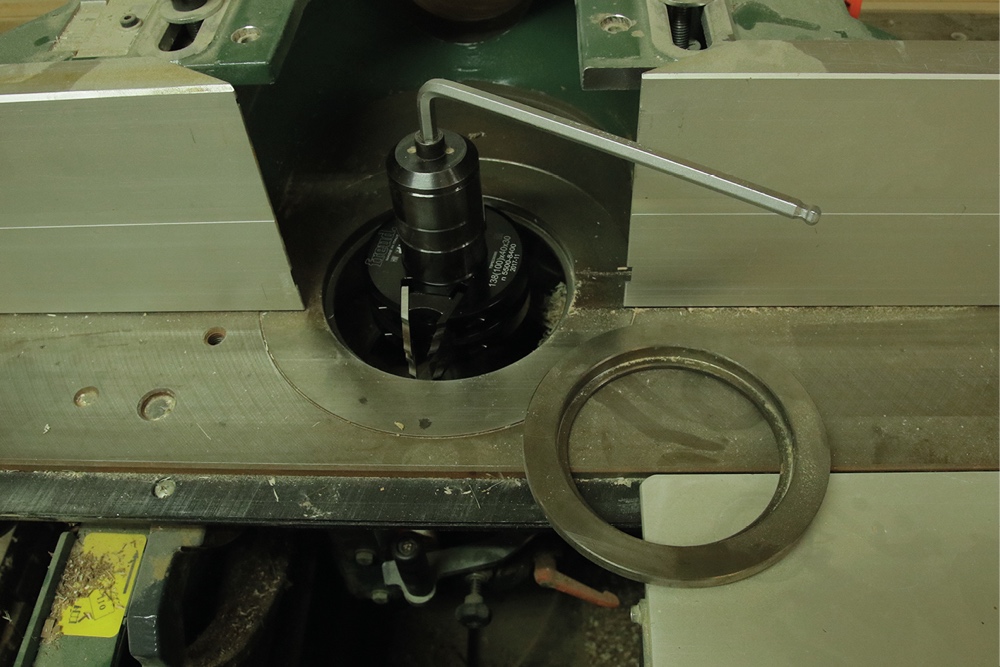
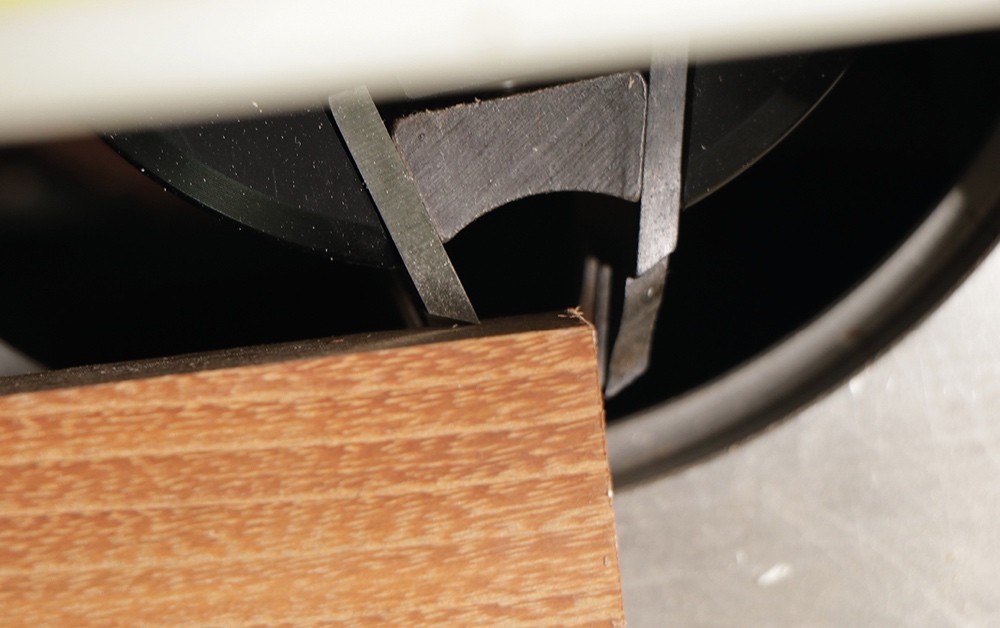
MARÓSZERSZÁM FELSZERELÉSE A MARÓGÉPRE, BEÁLLÍTÁS
A marótengelyre történő felszerelésben semmi különös nincs. A palánkokat húzzuk szét és az ajaklemezt úgy válasszuk meg, hogy a szerszám egy része az asztal síkja alá érhessen. Egy alsó 25 mm-es gyűrűre helyezzük fel a szerszámot, majd a további gyűrűkkel és leszorítással fejezzük be a műveletet. Ezek után állítsuk be a kívánt fordulatszámot. Gőzölt akáchoz én 6000-es fordulattal dolgoztam.
Az izgalmak most következnek. Két lépésben végezzük a beállítást. A profil (F97) 21–26 mm vastagságú anyag esetében érvényesül a legjobban. Jelen esetben 21 mm-re lett kimunkálva az alapanyag. A csapos alkatrészekhez kell beállítanunk a szerszámot. A magasságot úgy válasszuk meg, hogy maradjon húsa az anyagnak.
Bármilyen marógépünk van, az állítást mindig felfelé meneteléssel végezzük. Öregebb gépeken a kulissza kopott lehet és ezért elállítódhat a méret munka közben.
Bármilyen marógépünk van, az állítást mindig felfelé meneteléssel végezzük. Öregebb gépeken a kulissza kopott lehet és ezért elállítódhat a méret munka közben.
A második feladat a palánk beállítása. Ez történhet „hidegbelövéssel”. Ennek lényege, hogy szemre beállítjuk a palánkot, és egy próbamarást végzünk. A végeredménytől függően végezzük el a korrekciókat. A standard beállítás akkor jó, ha az alkatrészből pont nem forgácsol a kés tengely felőli része.
Célszerű jelen szituációban ezt alkalmazni, mivel a palánkhoz fogunk ütköztetni. Ezt „relatív” ütköztetésnek nevezzük. Lényege, hogy különböző hosszúságú alkatrészek esetén nincs szükség a vonalzón új méret beállítására. Ez amúgy ebben az esetben 13 mm. De ez csak közelítés. A másik filozófia az, hogy 0,5–1 mm-t mindenhogyan lemarunk a teljes hosszból oldalanként. Ebben az esetben viszont, a csapos (fekvő, illetve bármelyik állású osztó) alkatrészeket 1–2 mm-es túlmérettel kell szabni. A következő lépés a palánk összezárása. Minél közelebb kerülünk a kés élköréhez, annál jobb. Ez balesetvédelmileg ugyanúgy fontos, mint a kiszakadás megelőzésében. Ellenőrizni kell a palánkok párhuzamosságát és hogy azonos síkban legyenek. Ha oldalanként az említett 0,5–1 mm-es lemunkálás történik, akkor a lefutó oldalt ennek megfelelően korrigálni kell.
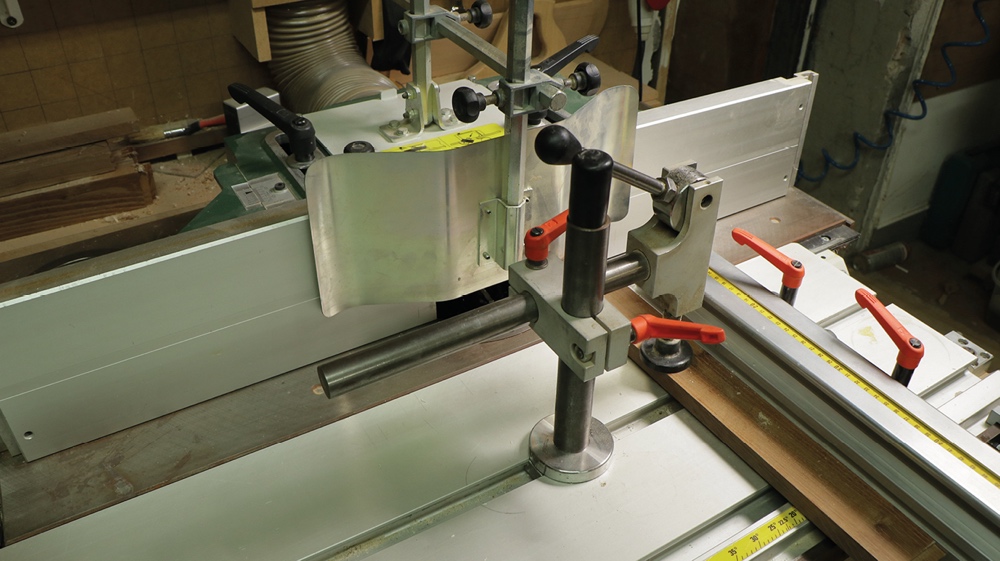

Védő- és leszorítóeszközök felhelyezése.
Ha minden sikerült, akkor jöhet a szögvezető, a leszorítószerkezet és a védőburkolatok elhelyezése. A konzolon nyugvó excenteres leszorítót a szegmensvonalzó elé helyezzük. Ez azért kardinális kérdés, mivel a szorításban nem csupán az excenter vesz részt, hanem a konzol is, a kihajlása révén. Mivel az erőkar nagy, ezért a leszorítás közben a függőleges rúd kihajlik és így pont a vezetőnek feszíti az anyagot. Amennyiben hátra raknánk, úgy eltartana és így nem lesz derékszögű a marás vonala!
Ha megvagyunk a csapokkal, jöhet a profil. A csapokkal ellentétben minden alkatrész profilozáson esik át. Ha keretműben gondolkodunk, azaz vannak fekvő és álló osztóink, akkor azokat kétszer kell végigengedni. A beállítás itt két részből áll. Az első a magasság, majd pedig a védőberendezések beállítása.

Ha mindent jól csináltunk, csapozás után ezt a profilt kapjuk.

Leszorító elhelyezése és a tolófa.
Amennyiben nincs gyári leszorítónk, akkor a fésűk használata erősen javasolt. Gyorsítja a munkát és a baleseti kockázatot is jelentősen csökkenthetjük.
A marógépek és szerszámok alkalmazása az egyik legösszetettebb feladat az asztalosiparban. Szerencsére logikai alapokon nyugszik, ugyanakkor ahány gép, annyi műszaki megoldás, amiket ki kell tapasztalni. Ne feledjük, hogy kezdőként mindig jelöljük össze az alkatrészeket. Legalább az anyag színét tudjuk, melyik, mert nem mindegy, hogy az alkatrész színét, vagy fonákját rakjuk az asztalra. A másik nagyon fontos és nem elhanyagolható részlet, hogy a beállításokhoz készítsünk próbaanyagokat. Ezeket ugyanakkor vastagoljuk ki, amikor a többi alkatrészt, így elkerülhetjük a pár tizedes eltéréseket.
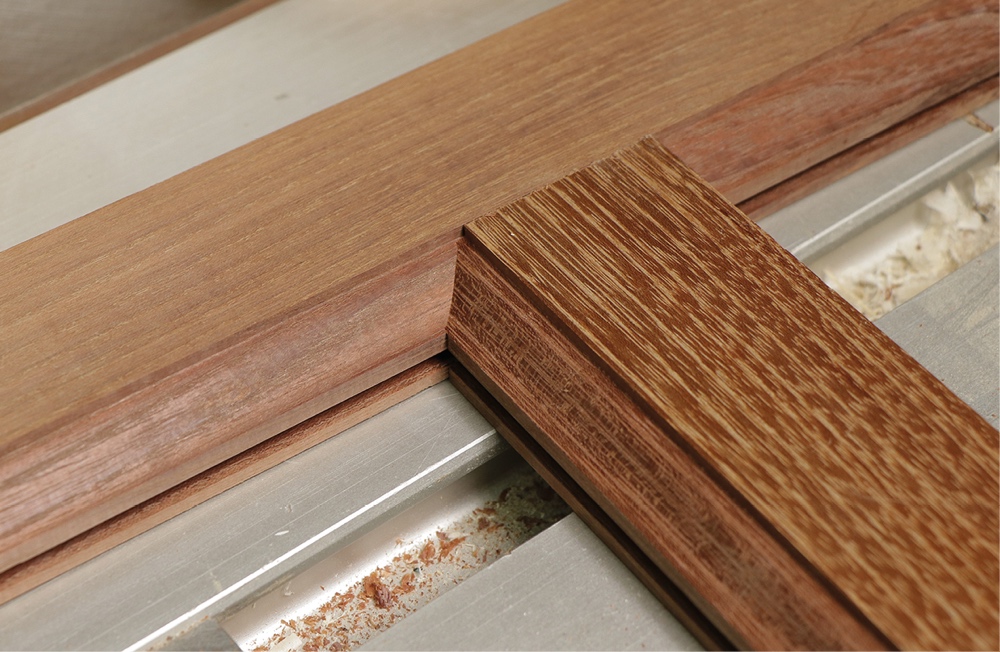
Első próba. Az illesztés tökéletes

Csapozott és profilozott alkatrész.
FREUD FLURY FEJ
A Szerker 2006. Kft-től kaptuk kölcsön a patentfejet és a késeket. Korábban alumíniumfejjel nem volt dolgom. Meglepetésemre sokkal könnyebb volt bánni vele, mint azt feltételeztem. A marófej megmunkálása, kialakítása tökéletes. A stiftek is példásan vannak beépítve. Az alumíniumfej egyik nagy előnye pont az összeszereléskor vált nyilvánvalóvá. Könnyedén lehetett forgatni, amíg a késeket és a forgácshatárolókat behelyeztem. A használat során rezonanciát nem tapasztaltam, és a felületi minőség is kiváló volt. Köszönjük az együttműködést a Szerker 2006. Kft-nek.
Kapcsolódó dokumentum:
patentfejjel-torteno-kontraprofilos-szerkezeti-kotes-kialakitasa
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.