Az épületasztalos-ipari termékek versenyképes gyártástechnológiája
Egy technológia kiválasztásánál a gyárthatóság a legfontosabb tényező, ahol a termék és a gyártóeszköz kölcsönhatásban van egymással. Minél bonyolultabb egy gyártási eljárás, annál bonyolultabb és drágább a termelőberendezés. A bonyolult gyártástechnológiával csökken a termelékenység és a nagyobb rezsiköltséggel megszűnik a versenyképesség.
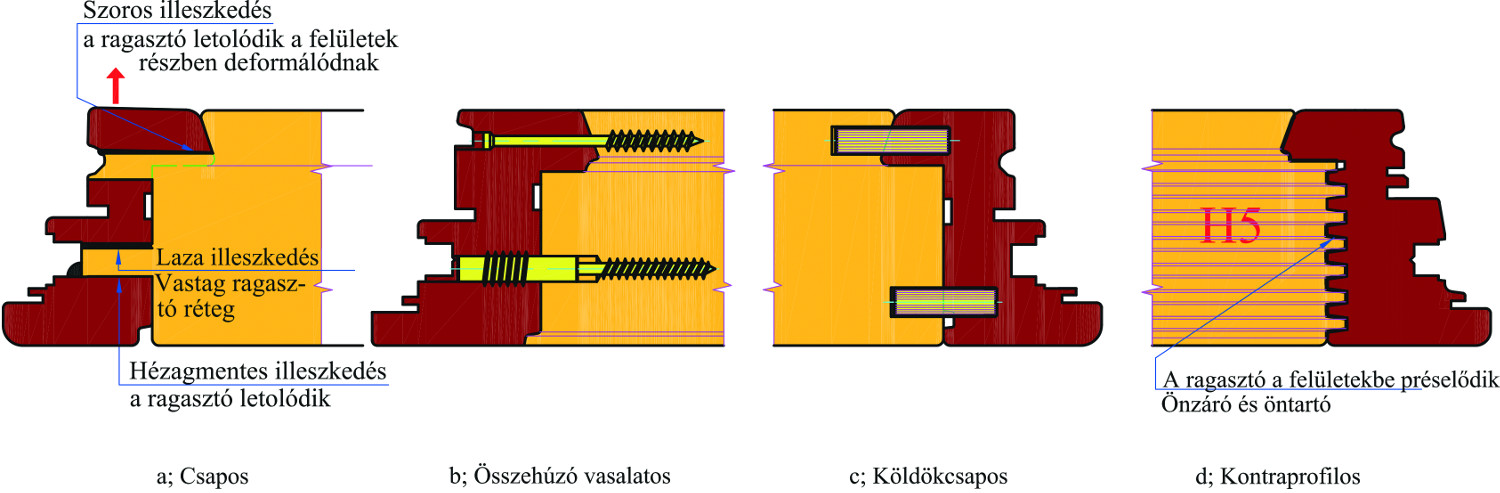
1. ábra: Különböző megoldások, ablakszárny sarokkötéseinek összeépítésére
Az ajtó és az ablak profilos keretanyagok összeépítéséből tevődik össze. A versenyképességet, illetve az önköltséget legjobban a különböző gyártástechnológiával készülő keretszerkezetek sarokkötései befolyásolják (1.ábra).
A csapos és a H 5-ös kontraprofilos keretszerkezetek sarokkötései saját keretanyaguk összeragasztásával önhordókká válva, egyszerűen gyárthatók. Az előbbiekhez képest az illesztett kontraprofilú keretszerkezetek köldökcsapos és összehúzó vasalatos összeépítése többletmunkával, költséges és alacsony termelékenységű CNC-géppel készül.

1. kép: Kontraprofilos ajtók
A H 5-ös kontraprofilos technológia
Több mint 30 éve, hogy megjelent a nyílászárók H 5-ös kontraprofilos gyártása, ami a többi keretszerkezetekhez képest a legegyszerűbben és a leghatékonyabban gyártható. A hazai fejlesztésű gyártástechnológiával több százezerre tehető termék készült, és ma már közel kettőszáz üzem e technológiával dolgozik (1. kép).
Csapos és a H 5-ös ablakszerkezet
A keretszerkezetek H 5-ös kontraprofilos önzáró és öntartó sarok és köztes kötése csak e célra kialakított keretprofillal készíthető (2.ábra). A 2. sz. ábrán látható a cserelapkás szerszámmal gyártott csapos és a körkéses profilmaróval készített kontraprofilos ablak keresztmetszete. A H 5-ös ablakszerkezet légnyomáscsökkentő kamrával, pormegfogó és hangszigetelést javító gumival készül.
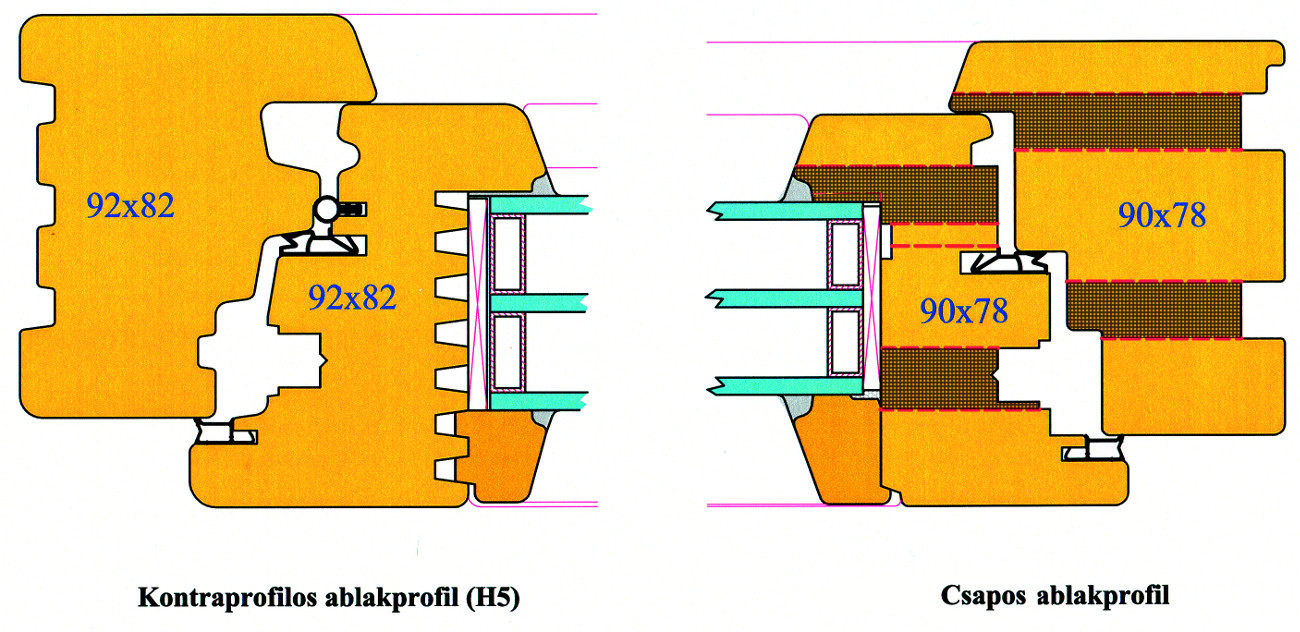
2. ábra: Csapos és kontraprofilos ablak keresztmetszete
Az Euro nútos tokban a vasalat jobban rögzíthető, az ablakszárnynál pedig az üvegrögzítő léc szögezésmentesen kerül beépítésre, ami üvegcsere esetén roncsolásmentesen kivehető és visszarakható. A ferde felületű profilok a kontraprofilos kötések mellett egyszerűsítik a szerszámozást és a forgácsolás is kedvezőbb. Összességében a H 5-ös ablakszerkezet funkciós kialakítása jobb a „climatrend" ablakszerkezetnél.
A H 5-ös kontraprofilos sarokkötés kialakítása, feltétele és a csapos sarokkötés
A H 5-ös kontraprofilos technológia alkalmazásának a legfontosabb feltétele a szilárd tartós ragasztás biztosítása (2. kép). A 2. képen a kontraprofilos keretszerkezet összeragasztásakor az egymásba szoruló profilok láthatók, ahol a keret önzáró és öntartó, így a szorításból rögtön kivehető és várakozás nélkül tovább dolgozható.

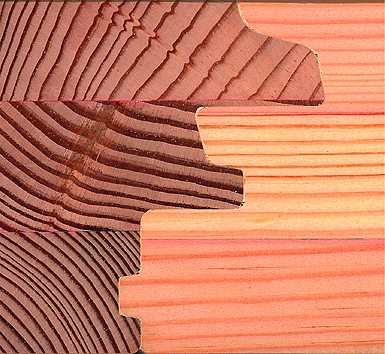
2. kép: Ablaktok csapos és kontraprofilos kötése
A kontraprofilos kötés szilárd ragasztását eredményezi a profilok pontos illeszkedése és a ragasztásra ható felületi nyomás, ami az oldalfelületeken is megjelenik. A ragasztó az összeszorításkor a felületről nem tolódik le, hanem a felületbe préselődik. A H 5-ös sarokkötésnél meghatározást nyert az a követelményrendszer, ami a garantált szilárd ragasztást eredményezi, lehetőséget adva a mindenkori helyi ellenőrzésre is.
Az illesztés akkor jó, ha….
- a szárazon összenyomott kontraprofil a 3. ábra szerint csak 15 kp-nál nagyobb erővel húzható szét.
- a húzóerővel egyező irányú felületek közé helyezett ,0.05 mm-nél vékonyabb papírcsík kihúzás helyett elszakad.
- az összeillesztett alkatrészek síkban vannak.
A három feltétel teljesítése esetén lesz csak a kontraprofilos sarokkötés önzáró és öntartó, ami a hatékony keret-összeépítést eredményez. Míg a kontraprofilos sarokkötés csak mérettartó és pontos profillal készül, addig a 2. kép szerint (kereskedelemben forgalmazott) a csapos sarokkötésű ablakra mindez nem jellemző.
Természetesen pontosabb csapozással is készül ablak, de a szorosan illeszkedő felületekről letolódik a ragasztó, és a ragasztásra ható felületi nyomás is elmarad.
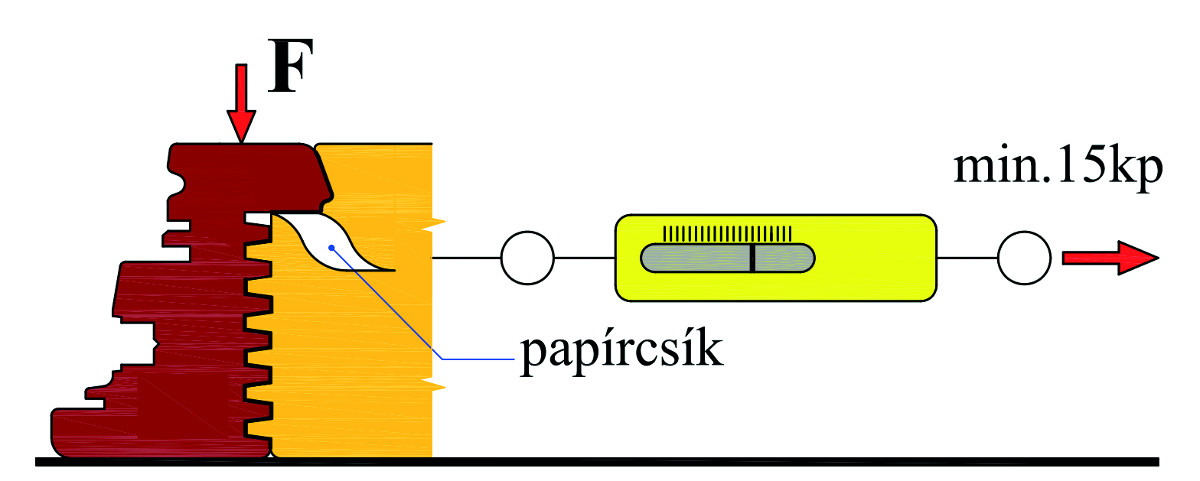
3. ábra: Kontraprofil ellenőrzése
A szerszám és a profilkialakítás
A versenyképesség meghatározó része a rezsiköltség, melynek egyik fontos eleme az alkalmazott szerszám. Esetünkben a 3. képen a cserelapkás és a körkéses profilmaró eltérő konstrukciós kialakítása látható, melynek következtében jelentősek a szerszámköltségek közötti különbségek.
A cserelapkás szerszámok egyedi, profilkövető késtestekből állnak össze és csak az adott profilhoz használhatók. Az univerzálisan használható körkéses profilmarónak egyszerű a gyártása és nagy éltartalékkal rendelkezik, ezért a fajlagos szerszámköltség csak töredéke a lapkás szerszámnak.
A kontraprofil kialakításával együtt járt a körkéses profilmaró továbbfejlesztése, az egységesítés és a pontosság növelése, a cserelapkás elővágók alkalmazása, továbbá a számítógépes szerszámtervezés, a profiltorzulások számítása.
H 5-ös gyártástechnológiák
A H 5-ös kontraprofilos technológia széleskörűen alkalmazható kis- , közép-, és nagyüzemi ajtó- és ablakgyártáshoz, lehetőséget adva az egyetemesen használható körkéses maró szerszámmal a folyamatos fejlesztésre, a kisüzemi gyártástól a nagyüzemi termelésig. A H 5-ös technológiával egyszerű a keret-összeépítés fele idő a csapozás, nem kell csaphelyet készíteni, az osztás tetszés szerinti helyre rakható és az alkatrész gyártással kiváltható a keretszerkezetek aljazása.
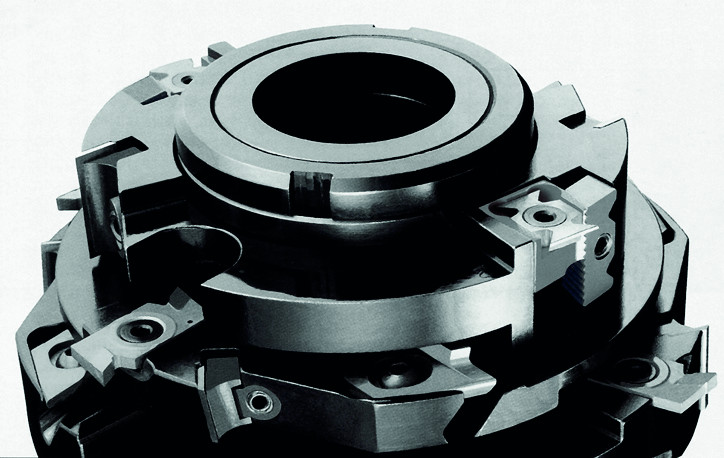
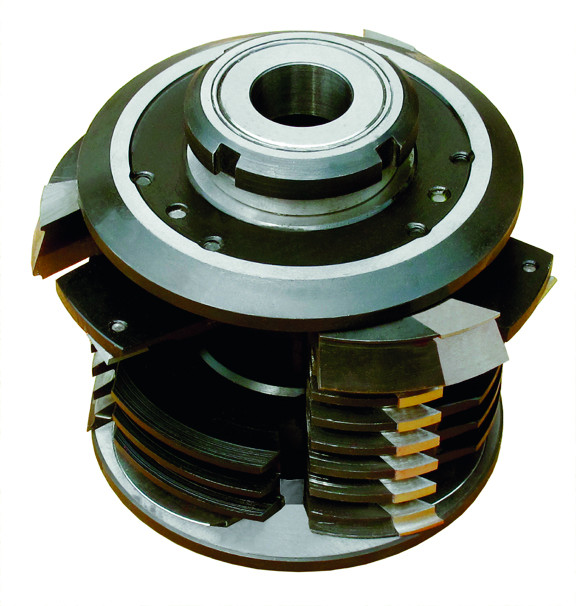
3. kép: Körkéses és cserelapkás profilmaró
Kisüzemi gyártás
A H 5-ös kontraprofilos technológiát zömében kisüzemek használják, mivel az asztalosipar alapgépeivel is hatékony az ajtó- és ablakgyártás. Rendszerint csapozásra is alkalmas asztali marógépen dolgoznak, kiegészítve az előtolóval és a keretszorítóval. A körkéses profilmaró minden paramétere állandó használat során sem változik, minimális élkör átmérők pedig a profiltól függetlenül azonosak.
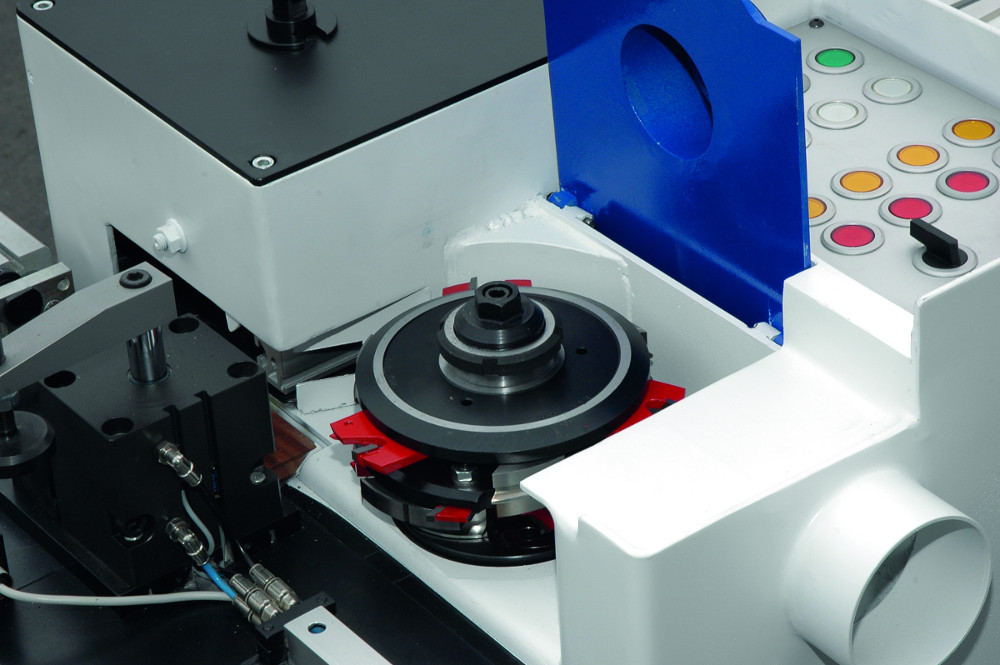
Lehetséges mindaz, hogy a szerszámváltás egyszerű cserével végezhető, nem kell a marógépet állítgatni, a gép programozása is felesleges. Mindezt lehetővé teszi a körkéses profilmarókhoz kifejlesztett, fixen rögzített vezető alkalmazását profilok szerinti mágneses rögzítését ajaklemezzel. (4. kép)
Az ajaklemez kivágása követi a forgácsolóéleket, biztonságossá téve a rövid alkatrészek megmunkálását. A H 5-ös technológia kisüzemi gyártás esetén is lehetőséget ad az alkatrész gyártásra, a keretszerkezetek aljazásának a kiváltására. Ez nemcsak pontosabb és gyorsabb gyártást tesz lehetővé, hanem a gyártás is kisebb területen végezhető. Minőségileg az ablakprofilok korszerűbbek a csapos ablaknál és az aljazásoknál nincsenek csapvégek a felület rovására (5. kép). Gyártható: 6–8 ablak / műszak.
4. kép: A mágneses ajaklemezzel megszűnik a gépállítás, egy perc a profilváltás
Középüzemi ablakgyártás
A középnagyságú üzemnél a H 5-ös kontraprofilos technológia egyszerre többfejes gyalugép használatával egészül ki. Itt már célszerű a többfejes gyalugépen a hosszú keretanyag előmunkálata, az üvegbeszegező léc és a hasznos lécanyag kinyerése a logisztikai tárolásra.
Az előmunkált keretanyagot méretre daraboljuk, majd az alkatrészeket asztali marógépen végprofilozzuk. A végprofilozott alkatrészeket az alkatrészgyártás szerint a többfejes gyalugépen kétoldalt körkéses profilmaróval kiprofilozzuk. Gyártható: 12–14 ablak / műszak.
Közép- és nagyüzemi ablakgyártás
A közép- és nagyüzemeknél a H 5-ös kontraprofilos ablakgyártás a szabadalmaztatott páros-végprofilozó gép használatával egészül ki. Először a hosszú keretanyagot többfejes gyalugépen előprofilozzuk és felület-előkezelve a felhasználásig tároljuk. A hosszú profilozott keret–anyagot a páros végprofilozó gép méretre darabolja és végprofilozza.
A vasalathely-marásokat célgépek alkatrészben készítik el és ezt követően kerül a keret ragasztásra. A páros-végprofilozó gép külön alkatrészszabászatra is használható. Gyártható: 150–200 ablak/ műszak.

5. kép: Csapvégek az aljazásban
A H 5-ös és CNC- technológia
Gyakran esünk abba a hibába, hogy nem a gyártástechnológia egész folyamatát elemezzük, hanem csak egy részegységet, egy gépet csodálunk meg. Az pedig teljesen félrevezet bennünket, amikor egy automatikus szerszámváltáshoz 7–8 mp kell, vagy egy kocsiszerkezet forgatja az alkatrészeket.
Tagadhatatlan, hogy mindez igen látványos és jelentős műszaki megoldás, de mi van akkor, ha egy egyszerűbb megoldással ez mind feleslegessé válik.
Melyik a korszerűbb megoldás?
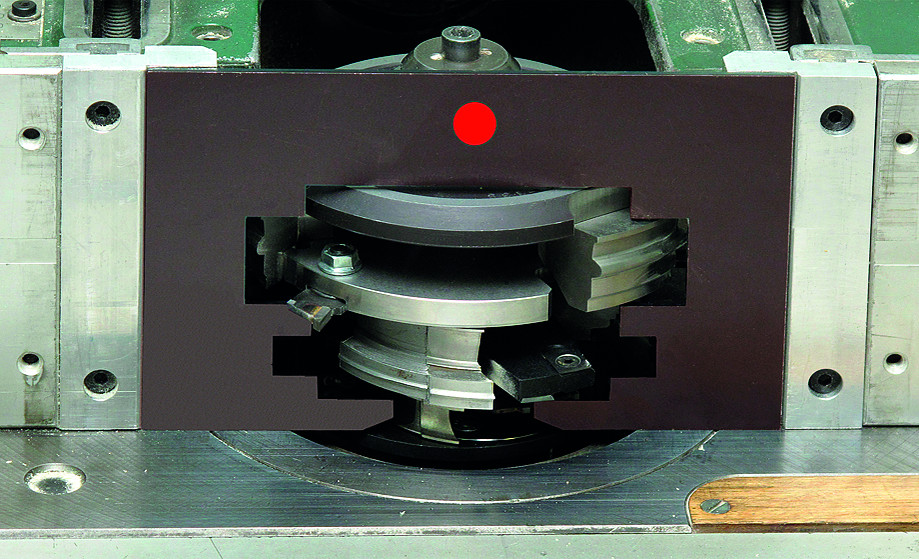
A kérdésre választ kapunk, ha például 10 db kétszárnyú, különféle méretű ablakot CNC és H 5-ös technológiával készítünk. A képen látható a CNC automatikusan működő szerszámadagolója és a páros-végprofilozó gép körkéses profilmarója, amit manuálisan cserélünk.
6. kép: A páros végprofilozó gépen egy perc alatt cserélhető a körkéses marószerszám
A CNC-technológia szerint egy alkatrésznél minimum négy szerszámváltást kell végezni, 10 db ablaknál 120 db alkatrész, ez 480 szerszámváltás, időben kb. 60 perc. Mindez az alkatrész vég- és profilmarása mellett sarkonként 10 köldökcsaphely készítése, ez 10 ablaknál összesen 1200 furat. A H 5-ös technológia szerint a 10 ablak esetében 4-szer kell szerszámot cserélni, ami összesen 20 perc.
Nem hagyható figyelmen kívül, hogy az alkatrészszabászat és a köldökcsapok beragasztása időigényes művelet, ami csak a CNC-technológiánál van. A magas szintű automatizálás ellenére is a CNC ablakgyártás élőmunka-szükséglete lényegesen nagyobb, mint a H 5-ös technológiánál, továbbá jelentős a beruházási és rezsiköltség, ami alacsony termelékenységgel párosul.
Bővebb tájékoztatást a weboldalunkon (www.metner.hu) található videofelvételen látható.











Kapcsolódó dokumentum:
asztalos-januar-15-18
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.