A faablak-gyártás válsága és a lehetőségek
Egy technológia kiválasztásánál a gyárthatóság a legfontosabb tényező, ahol a termék és a gyártóeszköz kölcsönhatásban van egymással. Minél bonyolultabb egy gyártási eljárás, annál bonyolultabb és drágább a termelő berendezés. A bonyolult gyártástechnológiával csökken a termelékenység és a nagyobb rezsiköltséggel megszűnik a versenyképesség.

1. kép: ablakgyártó központ csapozó egysége
Az előzőekben a H5-ös technológia kisüzemi alkalmazásának az előnyeivel foglalkoztunk (MA 2016/12. 43.old.).
Most a H5-ös kontraprofi los sarokkötések egyre szélesebb körű elterjedése alapozta meg egy teljesen új, korszerű gyártástechnológia kidolgozását, melynek része a szabadalmaztatott páros-végprofilozógép.
Azáltal, hogy a páros-végprofi lozógép lehetővé teszi a teljes keresztmetszetében hosszú, profi lozott keretanyagok alkatrészenkénti darabolását és végprofi lozását, a nyílászárók legversenyképesebb gyártástechnológiája valósítható meg.
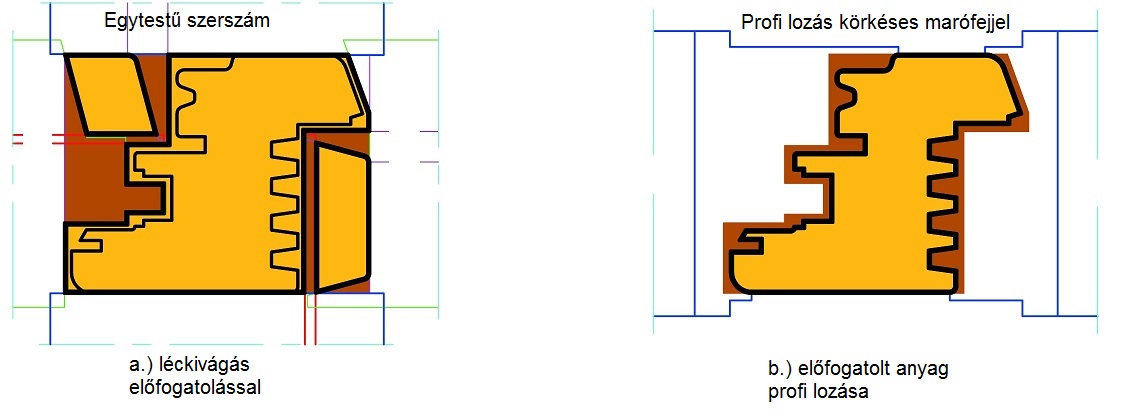
1. ábra
MIÉRT ELŐNYÖS A KERETANYAG ELŐPROFILOZÁSA?
A keretanyag előprofi lozása a legtöbb üzemnél nem igényel külön beruházást, mert a meglévő többfejes gyalugépen elvégezhető. Az épületasztalos szerkezetek hosszú keretanyagait a többfejes gyalugépen két áteresztéssel profi lozzuk véglegessé. Először a hasznos lécanyaggal együtt az előforgácsolást végezzük el, és csak minimális anyagfölösleget hagyunk a végleges profi l kialakítására. Így logisztikai tárolásra műszakonként 1800 fm magas készültségű keretanyagot nyerünk (1. ábra). A hosszú profi lozott keretanyagot ezután olyan fürdőbe merítjük, melyben impregnáló és szálfelhúzó folyadék van.
A száradás után a keretanyag csiszolása – ellentétben a keretszerkezetekkel – jól gépesíthető és hatékonyan végezhető. A logisztikai tárolásra került keretanyag már megállapodott, vetemedésmentes, biztonsággal felhasználható.
A teljes keresztmetszetű „csaphelyet” is magába foglaló magasabb készültségű, profi lozott keretanyaggal korszerű, rugalmas és üzembiztos termelés valósítható meg.
A GYÁRTÁSTECHNOLÓGIA ÉS GÉPEI
Az eltérő gyártástechnológia szerint jelentősen különböznek az ablakgyártó gépek és a páros-végmegmunkáló gép konstrukciós kialakításai. Míg az ablakgyártó gépeknél nagy tömegek hosszú úton mozognak, addig a páros-végprofi lozógépnél kis tömeg rövid úton mozog. Ezért az ablakgyártó gépek nehéz, robusztus szerkezetűek, szemben a páros-végprofi lozógép hazailag gyártható és könnyű kivitelű lemezszekrény vázával.
Másik jellemző különbség, hogy míg az ablakgyártó gépek többségében a cég által gyártott egyedi szerkezetekből tevődnek össze, addig a páros-végprofi lozógép szerkezeteinek nagy része a kereskedelemben kapható.
Az 1. kép szerint az ablakgyártó központ csapozó kocsija az alkatrész egyoldalas csapozásával oda-viszsza, közel 5 m utat tesz meg, amit ismételni kell.

2. kép: szerszámtorony csapozó szerszámai
Magát a csapozást a 2. képen látható két „szerszámtorony” csapozó szerszámai készítik.
Az automatikus szerszámváltás költséges gépészeti konstrukcióval és működésének a programozásával üzemel.
A faipari gépeknél a hosszú és keskeny keretanyag (ajtó-ablak) megmunkálása folyamatos előtolással halad a fi x helyzetű forgácsoló szerszámok között.
A CNC ablakgyártó gépeknél fordított a helyzet, mert a fi xen rögzített alkatrészt 4–5 szerszámváltással és több pozicionálással (köldökcsap) járja körbe a megmunkáló szerszám. A CNC ablakgyártó gépek igen masszív, súlyos szerkezetek, a gyorsan mozgó konzolok legalább 1,5 t súlyúak, valamint a rezgések mérséklését szolgáló gépágyak is 3–5 t-át nyomnak (3. kép).

3. kép: ablakgyártó CNC-gép
Az egyszerűbb gépeknél az alkatrészeket egyenként rakják fel és veszik le az előre beállított megfogó szerkezetekről.
A bonyolultabb gép automata felrakó asztalára egyszerre több alkatrész helyezhető el, amiket a gép automatikusan helyez fel a munkaasztalra, illetve a megmunkálás után az elkészült alkatrészeket automatikusan az elszedő asztalra továbbítja. Költséges megoldás, és a gép felügyelete sem nélkülözhető. A 4. képen látható, hogy a tárgyasztalon az alkatrészt több megfogó szerkezet váltakozva rögzíti és a megmunkáló szerszám a profi lt teljes mértékben kiforgácsolja. Amíg az alkatrész elkészül, esetünkben a négy szerszámváltáshoz, a 15 kW teljesítményű főmotort rövid időn belül többször kell elindítani és megállítani.

4. kép: alkatrész gyártása CNC-gépen
A nagy igénybevételnek kitett motor ezért speciális (kerámia) csapágyazást és folyadékhűtést igényel.

5. kép: páros-végprofi lozógépnél a szabászatra nincs szükség
A páros-végmegmunkálógépbe integrálva van az optimális anyagkihozatalt biztosító szabászat, így külön termelőterületre és létszámra nincs szükség (5. kép).
A leszabott alkatrészt a kiszakadását is megakadályozó megfogó szerkezetek a lineáris vezetőn rögzítik, majd a körkéses marófejek között átvezetve alaphelyzetbe visszahozzák, mindezt 0,35 m-es út megtételével (6. kép).
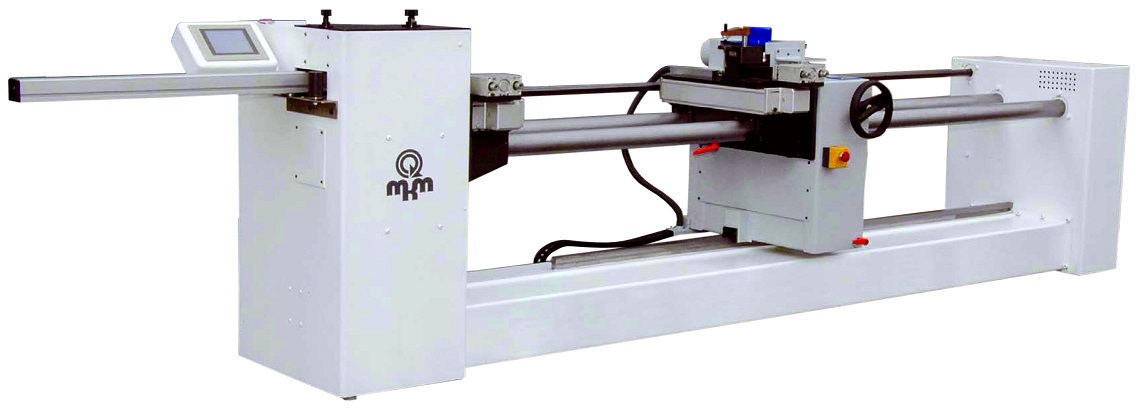
6. kép: első, ma is dolgozó páros-végmegmunkálógép
Míg az ablakgyártó gépeknél konstrukciós szerkezetük kialakítása miatt szükségszerű az automatikus szerszámváltás, addig a H5-ös technológiával dolgozó páros-végmegmunkálógépnél felesleges. A fix szerszámorsóra felfogott körkéses marószerszámok bázismagassága és minimális élköre mindig azonos, így a szerszámbeállítás is feleslegessé válik.
A legfontosabb kérdés a szerszámváltás gyakorisága. Míg a H5-ös technológia szerint gyártmányonként kell szerszámot váltani, addig a CNC-gép már alkatrészenként 4–5-ször vált szerszámot, ez több százszor gyakoribb a páros-végprofilozógépen szükségszerű szerszámváltásnál.
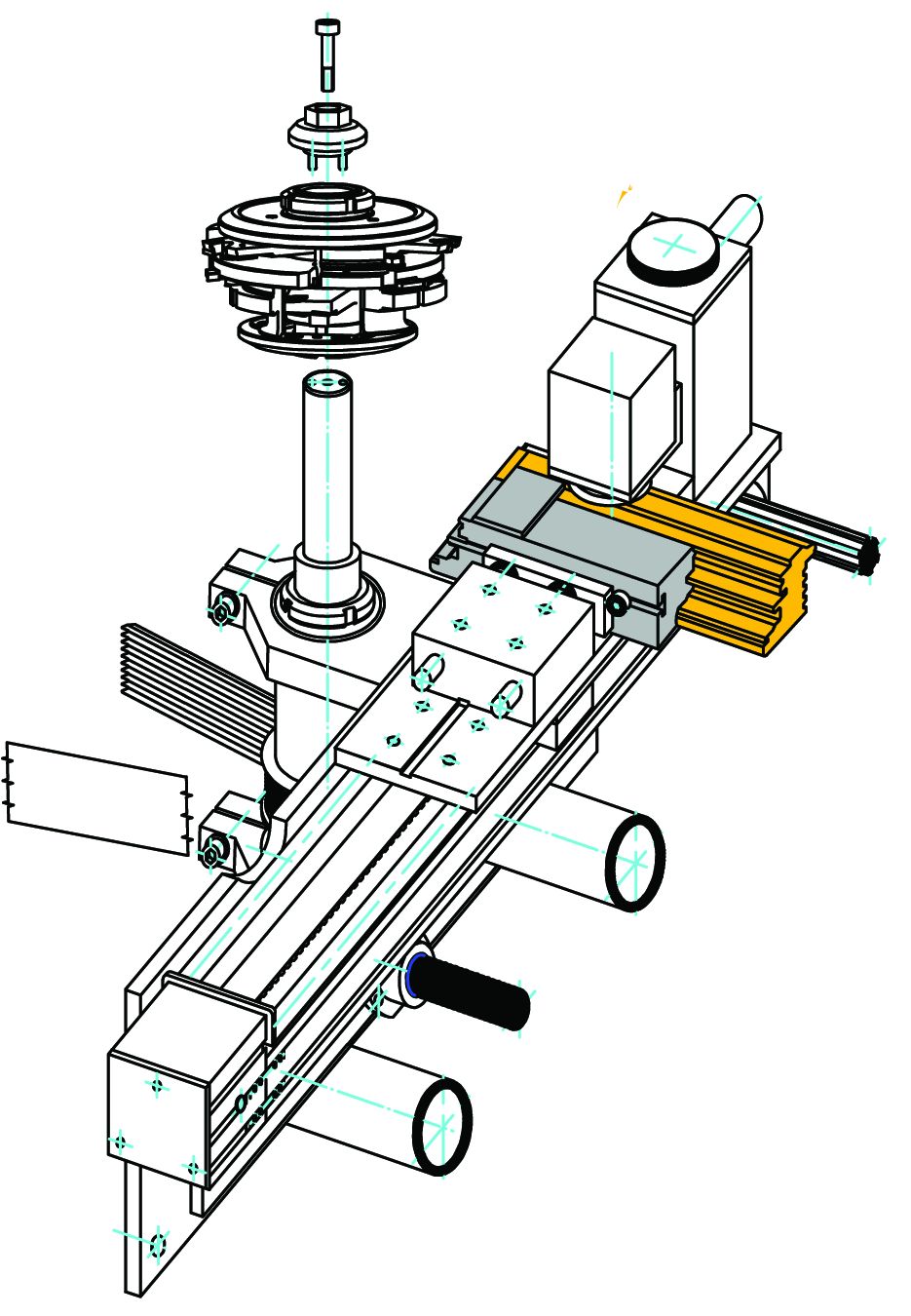
7. kép: végprofilozó egység szerkezeti összeépítése (szerszámcsere 1 perc alatt)
A 7. képen látható a végprofi lozást végző megmunkáló egység. Az alaplap egyik oldalára van rögzítve a 350 mm hosszan mozgó lineáris szerkezet, míg a másik oldalon található a fi x építésű szerszámorsó a végprofi lozást végző körkéses marószerszámmal. A meghajtás különálló 4 kW teljesítményű villanymotorral történik.
A H5-ÖS TECHNOLÓGIA VERSENYKÉPESSÉGE
A H5-ös kontraprofi los gyártástechnológiával egyszerű, termelékeny és hatékony ajtó- és ablakgyártás valósítható meg, mert:
- Legegyszerűbb a kontraprofi los keret-összeépítés, fele a csapozás, nincs csaphely, az osztások tetszés szerinti helyre rakhatók.
- A hossz- és végmegmunkálás külön van választva, mindegyik művelet egyszerűen egymástól függetlenül maximális kapacitással készíthető. A két művelet összekapcsolásával csökken a termelékenység, sok a holtidő és bonyolulttá
válik a gyártás. - Nincs szabászat.
- A hossz- és végmegmunkálás is egyszerre két oldalról párosával készül, ellentétben az ablakgyártó és CNC-gépekkel, ahol az egyoldalas megmunkálás is csak szakaszos, ill. darabos jellegű.
- A beruházási és szerszámköltség jelentős különbsége a H5-ös technológia részére egyértelmű.
- A villamos energia felhasználás nagyon jól hasznosul a páros-végprofi lozó gépnél, ahol a jobb forgácselszívásra is csak 1,5 kW kell, de az össz. energia szükséglet is csak 12,5 kW.
- A páros-végprofi lozó gépnek minimális karbantartási igénye van, ami helyileg is elvégezhető. A legtöbb alkatrész egyszerűen beszerezhető és cserélhető.
- A páros-végprofi lozógép 5–8 mp alatt készít el darabolással együtt egy alkatrészt, ez rátartással együtt műszakonként 150–200 db ablak.
M78A92 Szerszámgyártó Kft.
1103 Budapest,
Gyömrői út 76–80 sz.
Tel./fax: (1) 433-4070
Mobil: 06-30/600-1526
E-mail: info@metner.hu
Web: www.metner.hu
Kapcsolódó dokumentum:
a-faablak-gyartas-valsaga-es-a-lehetosegek-2-resz
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.