Miből lesz a fűrészáru?
Miből, hát rönkből, nem? Nyilván, de a felhasználó szempontjából sem érdektelen, hogy hogyan alakul ki az erdőből beszállított hengeres fából az értékes alapanyag, amiből a bútorokat, nyílászárókat, burkolatokat, egyéb fatermékeket készítjük. Nem mindegy, hogy milyen eszközökkel és milyen módon fűrészeljük fel a rönköt, hiszen ez határozza meg a fűrészáru megjelenését, minőségét, méret- és alaktartósságát stb.
A fűrészáru tulajdonságát, minőségét, felhasználhatóságát rengeteg különböző tényező határozza meg. Ezek közé tartozik a rönk fafaja, minősége, a benne található fahibák, a felfűrészelés módja és berendezései, a fűrészáru további feldolgozása (szélezés, darabolás, szeletelés), szárítása és tárolása – a teljesség igénye nélkül. Ebben a cikkben elsősorban a rönk felfűrészelésével, és az így kialakult fűrészáruk jellegzetességeivel foglalkozunk.
Azt, hogy az adott rönkből milyen méretű és jellegű fűrészáru lesz, elsősorban a felfűrészelés módja és berendezései döntik el. Ma már nagyon változatos lehetőségek állnak rendelkezésre: a felfűrészelés végezhető keretfűrészgéppel vagy rönkvágó szalagfűrészgéppel, iker szalagfűrészekkel vagy akár körfűrésszel is. Ezeket egészíthetik ki a sík- és profilforgácsolók, amelyekkel a szélanyag gyorsan leválasztható, és könnyen kezelhető ipari forgáccsá alakítható.
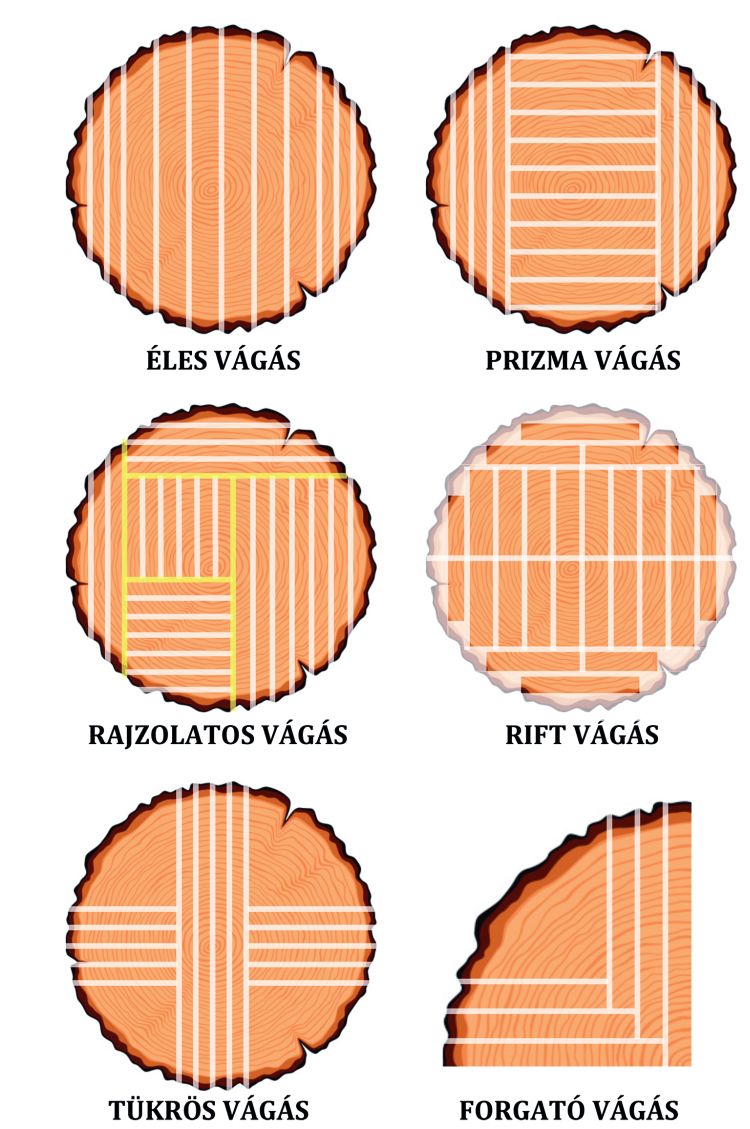
Vágásképek
A fűrészüzemi alapgép típusa egyrészt kihatással van a fűrészáru felületi minőségére. Jellemzően az egyébként nagy teljesítményű keretfűrészgép adja a legrosszabb felületi minőséget, míg körfűrésszel, illetve marókkal gyakorlatilag gyalult felületű fűrészáru készíthető. Az alapgép típusa dönti el azt is, hogy milyen módon tudjuk felfűrészelni a rönköt, azaz milyen vágásképet alakítunk ki. A keretfűrészgép adott lapkiosztással, egy adott irányban tudja felfűrészelni a rönköt. Ilyenkor vagy ún. élesvágást alkalmaznak (a rönkből egy menetben alakítják ki a szélezetlen fűrészárut), vagy lehetőség van prizmavágásra (ilyenkor a rönk közepéből egy nagyobb tömböt, ún. prizmát alakítanak ki, amelyet ezután 90°-ban elfordítva újra átengednek a keretfűrészgépen, vagy egy másik gépen dolgozzák fel azt). A szalagfűrész kevésbé termelékeny, viszont sokkal nagyobb rugalmasságot tesz lehetővé; lehetőség van a rönk forgatására, sokféle vágáskép kialakítására. További előnye ennek a módszernek, hogy a vágáskép menet közben is módosítható, az esetlegesen előkerülő, rejtett fahibáknak megfelelően.
A vágáskép nagymértékben meghatározza a keletkezett fűrészáru tulajdonságait; elsősorban a megjelenését és a zsugorodásra, dagadásra, vetemedésre való hajlamot. A fekvő évgyűrűs vagy tangenciálisan vágott faanyag felületén megjelenik a faanyagra annyira jellemző, tetszetős, ún. flóderos vagy lángnyelves rajzolat. Esztétikai értéke mellett érdemes tudni, hogy az ilyen anyag erősebben zsugorodik, illetve dagad széltében, és hajlamosabb a vetemedésre is. Az álló évgyűrűs vagy radiálisan vágott anyag megjelenése csíkos, kevésbé tetszetős (bár egyes fafajok esetében ez előny is lehet – gondoljunk csak a mahagóni jellegzetes megjelenésére). Ez az anyag kevésbé zsugorodik és dagad a szélesség irányában, és jobb az alaktartóssága is. Emiatt különösen kültéri felhasználásra (pl. kültéri burkolatok) kedveltebb, keresettebb.
A már említett élesvágás esetében vegyesen keletkezik álló és fekvő évgyűrűs anyag, míg a prizmavágás nagyobb mennyiségű rajzos, tangenciális fűrészárut eredményez. Léteznek kimondottan fekvő és kimondottan álló évgyűrűs anyag gyártásához alkalmazott vágásképek (rajzolatos vágás, illetve az ún. rift vágás), ezeket többnyire inkább csak rönkvágó szalagfűrészgéppel lehet kialakítani.
Összetett vágáskép
Az asztalosiparban hátrányos megjelenést eredményez, ha pontosan sugárirányban vágjuk fel az anyagot (a hosszú, elnyúló foltokban megjelenő bélsugártükrök miatt), viszont egyes esetekben kimondottan erre van szükség. Ilyen eset pl. a hordódongagyártás, amikor fontos, hogy a bélsugarak ne vezethessék át a hordókban tárolt folyadékot az egyik felületről a másikra. Ilyen célra alkalmazzuk az ún. tükrös vágást, illetve a forgató vágást – az utóbbi természetesen megint csak szalagfűrészen végezhető el.
Nagyon speciális vágásmódot jelent a skandináv államokban kifejlesztett és iparilag is alkalmazott csillagvágási technológia. Ezzel a speciális megoldással egymásra 120°-os szögben fűrészelnek ki álló évgyűrűs fűrészárut a rönkből. A köztük kialakult háromszög keresztmetszetű elemekből táblásítással, majd az ezt követő hasítással szintén többé-kevésbé álló évgyűrűs (tehát jó mérettartósságú) táblákat alakítanak ki. Az egyébként ötletes megoldáshoz nagyon szabályos növekedésű, egyenes törzsű fenyőkre van szükség, ezért hazánkban nem alkalmazzák.
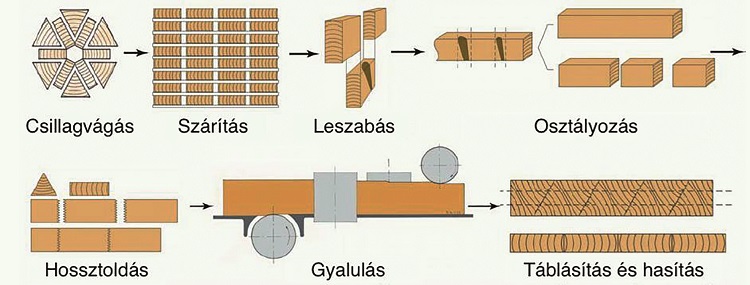
Csillagvágás
Csillagvágás után a kialakult fűrészárut sok esetben, de nem mindig szélezik. Egyes vágásképeknél (pl. prizmavágás) eleve szélezett fűrészárut kapunk eredményül. Hagyományosan a fenyő szélezett, a lombos anyag pedig szélezetlen formában kerül értékesítésre, de ez ma már nem feltétlenül így történik. A fa természetes növekedési folyamatai folytán a rönk fokozatosan elvékonyodik, így a belőle készített fűrészáru egyik vége keskenyebb. A fűrészáru szélezésekor elméletileg lehetőség van az anyag szélével párhuzamosan leválasztani a szélanyagot. Ezt, az ún. kónuszos szélezést ritkán alkalmazzák, mert az így kialakult, trapéz alakú anyag a legtöbb alkalmazáshoz nem célszerű, így a fűrésztelepen majdnem minden esetben párhuzamosan szélezett anyagot találunk. Amennyiben a fűrészáru belet tartalmaz, azt a szélezés során sokszor kivágják, vagy a bélen keresztül kettévágják az anyagot (bélátvágás). Ez azért szükséges, mert a faanyag növekedése során az első néhány évgyűrű (az ún. juvenilis fa) tulajdonságai gyengébbek, pl. sokkal hajlamosabb a repedésre és a vetemedésre, mint az anyag többi része, így ezt célszerű kiejteni a fűrészáruból.
Érdemes még pár szót ejteni a különböző fűrészáruk elnevezéséről is. A (közel) négyzetes keresztmetszetű választékokat szegletes árunak nevezzük, míg a téglalap keresztmetszetű anyag a szelvényáru. A 100 mm-nél nagyobb vastagságú szelvényárut prizmának, a 45–95 m közötti vastagságút pallónak, a 40 mm-es vagy annál vékonyabb anyagot pedig deszkának nevezzük. Az előzőeknek megfelelő szegletes áru rendre a gerenda, a zárléc, illetve a léc. 16 mm alatt fűrészelt lemezről beszélünk, 8 mm alatt pedig már furnérnak nevezzük az anyagot.
Kapcsolódó dokumentum:
mibol-lesz-a-fureszaru
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.