A rétegelt ragasztott tartók - 2. rész
A rétegelt ragasztott tartók témakörét az előző cikkünkben kezdtük tárgyalni, ahol szó esett a gyártástechnológiáról, a műszaki követelményekről és a szilárdsági elvárásokról. A most következő, egyben befejező részben a toldások és a ragasztók műszaki elvárásait vesszük sorra.
A ragasztott tartók két alapanyaga közül a fával van több tennivaló. Az MSZ EN 14080-2013 szabvány szerint általános szabály, hogy Gl24h kódú ragasztott tartót (a Gl a Glued laminated – rétegelt ragasztott kifejezést takarja, a h betű a homogén kialakítást) C24-es osztályú lamellákból kell készíteni. A lamellákhoz használt alapanyagot ezért külön-külön osztályozni kell. Az osztályozás történhet a fűrészüzemben, ilyenkor a fűrészüzem állítja ki a teljesítésigazolást, de elvégezheti a ragasztott tartó gyártója is, ha rendelkezik a minősítéshez szükséges technikai háttérrel.
Mivel a legtöbb esetben hajlításnak kitett ragasztott tartókban az egyes lamellák a húzott övben húzó, a nyomott övben nyomó igénybevételnek vannak kitéve, a statikai méretezés alapja pedig a húzott oldali szélső szál teherbírása, ezért logikus lépés a tartók alapanyagának minősítése során a hajlítószilárdsági vizsgálatot húzó szilárdságvizsgálattal helyettesíteni. Ilyenkor a faanyagnak a C24-es kategória karakterisztikus húzószilárdságát, ft,k = 14 N/mm2 kell teljesítenie. A húzóvizsgálattal minősített faanyag a C24 helyett a T14-es elnevezést kapja.
A ragasztott tartók minősítését ismertető szabvány a lamellák hossztoldására is ad követelményértékeket. Nem elegendő tehát, hogy a Gl24h tartót alkotó lamellák egyenként a C24 faanyag kategóriába essenek; az alkalmazott hossztoldásnak fm,jk,k = 30 N/mm2 értékű hajlítószilárdsággal kell rendelkeznie, hogy a lamellának elegendő tartaléka legyen a kész tartóban. Ezzel biztosítható, hogy az elkészült tartók képesek legyenek a tőlük elvárt fizikai és mechanikai paraméterek teljesítésére. A lamellatoldások vizsgálatához gyártásközi törésteszteket kell elvégezni.

Szerkezeti célú ékcsapos hossztoldás - Forrás: Holzbau Dostler
A tartókhoz használt fa alapanyagnak a szilárdságon kívül további követelményeket is teljesítenie kell (pl. a nedvességtartalom), melyeket a gyártás közben a szükséges rendszerességgel és alapossággal kell ellenőrizni.
A gyártástechnológiára is számos szabály vonatkozik, melyek egy része az MSZ EN 14080-2013 szabványban, míg mások az MSZ EN 1995-1-1-2010 szabványban, a továbbiak Wittmann Gyula Mérnöki faszerkezetek I. (Mezőgazdasági Szaktudás Kiadó, 2000) szakkönyvben találhatók. Kiegészítő információkat a mára már visszavont, ámszakmailag továbbra is érvényes MSZ 15025-1989 szabványból is lehet gyűjteni.
A ragasztott fa gyártása során az alábbiaknak van jelentőségük:
a) az alapanyag nedvességtartalma, illetve a nedvességtartalom különbsége az egyes elemek között
b) ékcsapos hossztoldás ékszöge, hossza, ezek távolsága a göcsöktől
c) az egyes elemek hossza, a hossztoldások távolsága a szomszédos lamellákban
d) a lamellák névleges vastagsága, ami nemcsak a tartó görbületi sugarától, hanem a beépítési nedvességtartalmától is függ
e) a lamellák gyalulásának egyenletessége
f) a lamellák évgyűrűinek összeforgatása
g) a felhordott ragasztó típusa, mennyisége, a préselési pontok távolsága, az alkalmazott présnyomás, ami egyenes és íves tartóknál különböző
h) a kész tartó gyalult és méretre vágott geometriájának pontossága, különös tekintettel a ragasztási fugákra
i) a tartó végein akkora leeső darabokat kell hagyni, melyek a ragasztás minősítésére alkalmasak.
A rétegelt ragasztott tartó másik, és éppoly fontos alapanyaga a ragasztó. A rétegelt ragasztott tartók teljesítményét alapvetően a ragasztó nyírási szilárdsága határozza meg, ami kötelezően magasabb, mint a vele összeragasztandó fa nyírószilárdsága. A szerkezeti célra készített ragasztótól elvárás, hogy ne kússzon, vagyis tartós igénybevétel alatt se engedje az összeragasztott rétegek egymáshoz képesti elmozdulását. További elvárás, hogy kiváló nedvességálló képességgelrendelkezzen, hogy párás környezetben, vagy akár kültéri alkalmazás esetén se engedje el a ragasztó az egyes rétegeket. Az elvárásoknak egyébként tökéletesen megfelelő fenol, melamin és rezorcin alapú műgyanta ragasztók elérhetőek voltak már az 1970-es években is, de ezeket környezetvédelmi, technológiai és nem utolsósorban esztétikai okokból már egyre ritkábban használják, helyettük a poliuretán alapú ragasztók vannak elterjedőben.
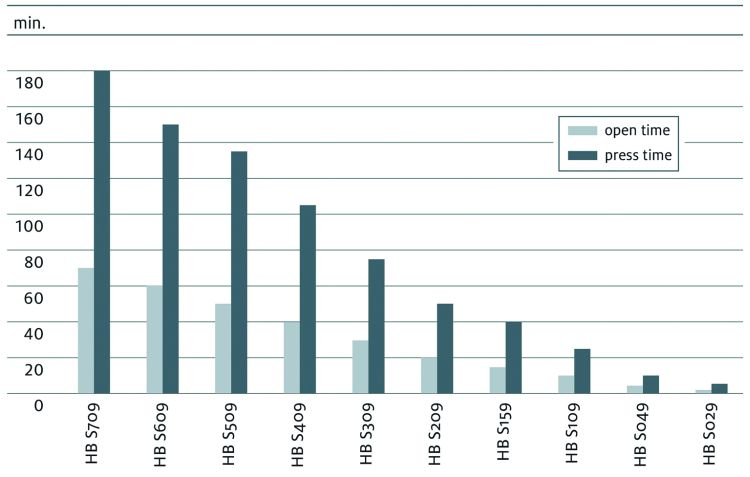
Loctite HB ragasztók nyitott és présideje - Forrás: Henkel
Az egyenes tartók gyártása kiválóan automatizálható folyamat, a préstöltés – keresztmetszettől függően – pár perc alatt elvégezhető. Az íves tartók gyártása során azonban a préskereteket kézzel, de legalábbis egyenként kell feltölteni, a lamellák eligazítása, majd a préserőt elosztó lamella behelyezése után középről két irányban kell megkezdeni a préskeretek megfeszítését. Ehhez – a tartó méretétől és a dolgozók rutinosságától függően – viszonylag sok időre lehet szükség, jelentős tényező tehát a ragasztó kötési ideje. A piacon több gyártó terméke fellelhető, ezek különböző jellemzőkkel rendelkeznek, és minden gyártó megtalálhatja a számára legkedvezőbb árú és teljesítményű ragasztót. A Szolvegy Ragasztástechnika TechnoPUR 4401 néven D4 vízállósági értékekkel rendelkező, tartószerkezeti célokra is használható egykomponensű poliuretán ragasztóját kínálja gerendák gyártásához. A hazai gyártó adatszolgáltatása szerint a TechnoPUR 10 perc nyitott idővel és 30 perc présidővel rendelkezik, ami elsősorban kis és közepes rétegszámú, egyenes gerendák gyártásához elegendő. A Purbond HB egykomponensű poliuretán ragasztó a Henkel – Loctite szerkezeti ragasztó család egyik tagja, a nevében található HB rövidítés a Holzbau – faépítészet kifejezést takarja. A kötési idő módosításával a Purbond portfóliója képes kiszolgálni a legtöbb faszerkezeti ragasztás technológiai igényeit. A 4 perces nyitott idő elsősorban az ékcsapos toldások készítéséhez használható, míg a 70 perces nyitott időre a nagy lamellaszámú íves tartók vagy a keresztrétegelt falemezek gyártásában van szükség. A Jowat a Jowapur sorozatát kínálja faszerkezeti ragasztások céljára. Ezek szintén egykomponensű poliuretán ragasztók, az egyes típusok nyitott ideje 10 és 60 perc között, míg a kötési idő 15–75 perc között változik. A Jowat a kötési idő elnyújtása mellett szálerősítést is kínál a termékeihez (faserverstärkt), ami különösen az ékcsapos hossztoldásoknál kap jelentőséget. A hossztoldások ékcsapjainál előírásszerűen olyan szöget kell meghatározni, hogy azok ún. önzáró ékként működjenek, így elvileg nem szükséges fenntartani az egyes lamellákat összelökő pillanatnyi présnyomást. Ugyanakkor a frissen felhordott nedves raga sztó jelentősen csökkenti a súrlódást a felületek között, és a gyártósoron mozgatott lamellák hossztoldásai szétcsúszhatnak. A ragasztóba kevert szálas anyagok (pl. üvegszálak) azonban horgonyként akadályozzák meg ezt a jelenséget, megspórolva a lamellák pihentetésére szánt időt és növelve a technológia termelékenységét. Látható tehát, hogy a modern poliuretán ragasztók a tartószerkezeti teljesítményükön túl az adott gyártó technológiájához is kiválóan illeszthetők.

Préstöltés - Forrás: Stephan Holz
A ragasztó, illetve a ragasztás minőségét, valamint a kész tartót az alábbi laboratóriumi vizsgálatokkal kell ellenőrizni:
a) formaldehid-kibocsátás (MSZ EN 14080-2013 – A melléklet)
b) tartós terhelés és ciklikus nedvességváltozás hatása a ragasztás szilárdságára (MSZ EN 14080-2013 – B melléklet)
c) rétegelválási vizsgálat (MSZ EN 14080-2013 – C melléklet)
d) ragasztás nyírási vizsgálata (MSZ EN 14080-2013 – D melléklet)
e) ékcsaposan hossztoldott lamellák vizsgálata (MSZ EN 14080-2013 – E melléklet).
A tartó gyártástechnológiájának követelményeit az alábbi munkarészek tartalmazzák:
f) a tartó gyártásához szükséges eszközök (MSZ EN 14080-2013 – H melléklet)
g) a tartó gyártásának technológiai paraméterei (MSZ EN 14080-2013 – I melléklet).
A ragasztott tartó építési termék. Gyártójának minősítéssel kell rendelkeznie, a termékről teljesítménynyilatkozatot kell kiállítania. A teljesítménynyilatkozat kiadásához az alábbi adatokat kell dokumentálnia a gyártás során:
a) gyártástechnológia lépései
b) gyártott darabszám, naponként jegyzőkönyvezve (egyedi tartók esetében az azonosítókkal együtt)
c) tartógyártáshoz használt fafaj
d) az alapanyag szilárdsági osztálya – s aját vizsgálati jegyzőkönyv, vagy a f űrésztelep teljesítménynyilatkozata
e) a lamellák mérete, száma, a tartó mérete, alakja
f) a lamellák nedvességtartalma, a mérőműszer adatai
g) alkalmazott ragasztó és edző típusa, keverési aránya
h) ragasztó bekeverésének időpontja, a felhordás és a préstöltés ideje
i) a felhordott ragasztó mennyisége, egy- vagy kétoldalasfelhordás megjelöléssel
j) a préselés kezdő időpontja és a présidő
k) alkalmazott présnyomás
l) információk az esetlegesen alkalmazott faanyagvédő szerről
m) az előkészítő helyiség, a présműhely, valamint a pihentető raktár léghőmérséklete és relatív páratartalma, a mérőműszerek adatai
n) az adatok helyességéért felelős neve és beosztása.
Összességében elmondható, hogy a rétegelt ragasztott tartók esetében nem a kiemelkedő műszaki teljesítmény, hanem a megbízhatóság a legfontosabb szempont – amit az alapanyagok minősítésével, valamint a szakszerű, végigkövethetően dokumentált gyártással lehet biztosítani. Az alkalmazandó szabályokat az MSZ EN 14080 szabvány tartalmazza, melyet számos magyar nyelvű szakirodalom egészít ki témáiban.
Kapcsolódó dokumentum:
a-retegelt-ragasztott-tartok-2-resz
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.