Hosszirányú tömörítés
A famodifikálási eljárások célja a faanyag tartósságának, mechanikai tulajdonságainak, méretstabilitásának, színének, színtartósságának a javítása, és a nedvességre való érzékenység csökkentése. Most a termo-higromechanikus modifikációval (THM) foglalkozunk – s azon belül a faanyagok hosszirányú tömörítésével.
Az eljárásról
A faanyag THM-kezelésének két fő változata ismeretes, a rostirányú és a rostirányra merőleges préselés. A rostokra merőleges tömörítés magasabb sűrűségű végterméket eredményez, melynél a felület vagy akár a teljes keresztmetszet tulajdonságai változtathatóak. A rostirányú tömörítés, mellyel a cikk foglalkozik, könnyen és nagymértékben hajlítható faanyagot eredményez.
A mechanikai modifikáció egyszerűen fogalmazva a faanyag összenyomása, amely hosszanti irányban nem hajtható végre a rostlágyítás, azaz legtöbb esetben a gőzölés nélkül. Ez a rendszer alkotja a termo-higromechanikus modifikációt. A hő és a víz együttes hatására a sejtek közti kötőszövet meglágyul, és a tömörítés során a szilárdító farostok el tudnak csúszni egymáshoz képest. Sőt, a szállító sejtek összenyomódnak és a faluk harmonikaszerűen meggyűrődik.
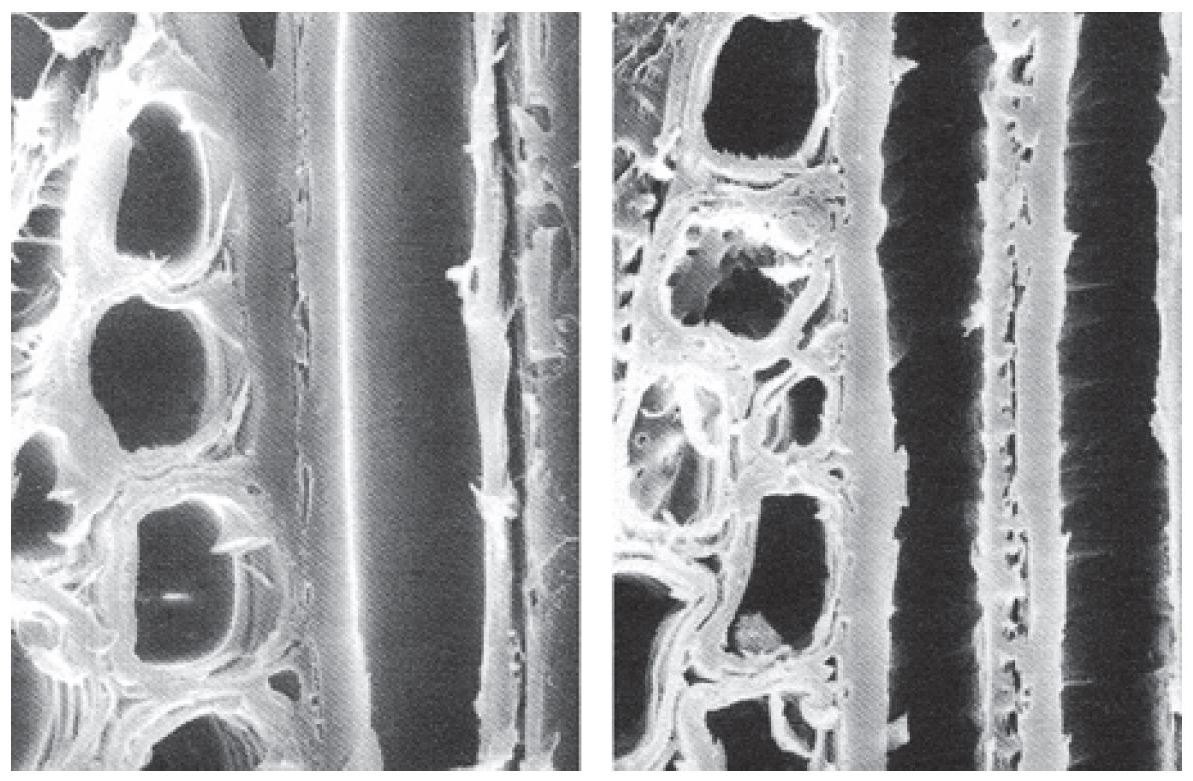
Mikroszkópos felvétel a kezeletlen és a hosszirányban tömörített bükk faanyagról (forrás: Danish Technological Institute)
A fa rostirányú tömörítéséhez és a bármely irányban elvégezhető hajlításhoz éppúgy, mint a klasszikus gőzöléses hajlításhoz magas minőségű, egységes felépítésű és károsodásoktól mentes alapanyag szükséges. Elsősorban keménylombos fafajok modifikálhatóak ilyen módon. Csak nedves faanyag használható fel alapanyagként, melynek a teljes folyamat alatt legalább 80 °C hőmérsékletűnek kell lennie. A hosszirányú tömörítés akkor valósítható meg, ha a munkadarab egyenes állapotban marad a préselési folyamat alatt. Általában 20% mértékű összenyomást alkalmaznak, amivel már biztosítani lehet az elvárt tulajdonságokat. A tömörítési műveletet követően a faanyag lehűl, a kötőszövet megszilárdul, ennek ellenére hajlékony marad a munkadarab.
A rostirányban tömörített faanyag tulajdonságai
Két fő módszer alkalmazható és ennek megfelelően kétféle terméktípus készíthető a bemutatott eljárással. A nedvesen hajlítható tömörített fát préselés után a gépből ki kell venni, visszarugózik, és 5% maradandó rövidülést szenved. Amíg 20% fölött van a nedvességtartalma, megtartja alakíthatóságát, és csak a szárítás során rögzül a forma. Ezzel szemben az összenyomott állapotában szárított és hűtött anyag hossza később sem változik. Ezen művelet szárazon hajlítható tömörített fát eredményez, ami mindig hajlékony marad.
A 20% mértékben rostirányban tömörített, nedvesen hajlítható faanyag merevsége harmadára, hajlítószilárdsága felére csökken a normál faanyaghoz képest. A hárompontos hajlító vizsgálat során elviselt behajlás a többszörösére növekszik. A dinamikus törési munkaigény másfél-kétszeresére javul, tehát egy ellenállóbb, nagyobb alakváltozásokat elviselni képes anyagot kapunk végtermékként.
A hajlítási viszonyszám meghaladhatja az 1/4 értéket, azaz egy 2 cm vastagságú lécet egy 8 cm sugarú, vagy akár annál kisebb ívű sablonra is rá lehet hajlítani.
Ipari elterjedés
A világ földrészein számos országban jelen van a technológia, és többnyire a nedvesen hajlítható alapanyagot gyártják akár 3 méteres hosszúságban különféle fafajokból. Leggyakrabban bükköt, tölgyet és kőrist alkalmaznak. Magyarországon egyetlen cég állít elő hosszirányban tömörített faanyagot, Újhartyánban. Figyelemre méltó referenciákkal rendelkeznek, az ő termékeik közé tartozik többek között a fából készült spirálrugó, ami egy szabadalmaztatott magyar termék.

Spirálrugó (forrás: Bio-textima Kft.)
Olaszországban egy nagy gyártó van, mely rendelkezik magyarországi importőrrel. Termékük rugalmasságára alapozva például létrehozták a nem rétegragasztott faanyagból készült, mégis repedésmentesen bármely irányban hajlékony talpbetétet.

Bükkfából készült talpbetét (forrás: Candidus Prugger Sas.)
Felhasználás
A klasszikus, Thonet-féle gőzöléses fahajlításhoz képest nagyobb mértékben hajlítható a hosszirányban tömörített faanyag, ráadásul nem csak azokban a percekben, amíg forró. Előnye tehát, hogy hidegen is alakítható állapotban tartható, ezért készletezhető. Emellett lényegesen kisebb erő, egyszerűbb eszközök szükségesek a hajlítási művelethez. Elsősorban a belsőépítészet és a bútoripar területén alkalmazott anyag, feldolgozható a szokásos faipari műveletekkel. Íves bútoralkatrészek, bútor éllécek, építőipari szegélylécek, hajlított és csavart korlát alkatrészek, sportszerek, rezgéscsökkentő szerszámnyelek és további rengeteg termék lehetősége rejlik benne, felhasználásának csak a fantázia szabhat határt.

Korlát karfa (forrás: Q-railing GmbH)
Jelentősen megkönnyíti az egyedi íves termékek előállítását és a restaurálást. Utóbbi munkáknál nagy előny, hogy az eredetileg sorozatgyártásban készült íves alkatrész pótlásához nem szükséges a korabeli gőzöléses technológia reprodukálása, elegendő a sablonokat elkészíteni a hajlításhoz.
Érdekes kutatások
Amennyiben a beállított formájú késztermék nedvességtartalma megnövekszik, elveszti alaktartósságát és elkezd kiegyenesedni, eredeti formáját felvenni. Kutatások történtek korábban és folynak jelenleg is a tömörített faanyag tulajdonságainak és lehetőségeinek megismerésére, valamint a nedves körülmények ellenére is stabil alaktartósság biztosítása érdekében. A Nyugat-magyarországi Egyetemen számos diplomamunka, szakdolgozat született a termék tulajdonságaival és a felhasználási lehetőségekkel kapcsolatban. Általánosságban foglalkoztak a kérdéssel, konyhabútor alkatrészeiként történő alkalmazásával és hajóbútorokhoz való felhasználásával egyaránt.

Konyhapult (forrás: Fluted Beams LLC.)
Összegzés
A természetes faanyag rostirányú tömörítésének célja a faanyag hajlíthatóvá tétele. Az alkalmazott fafaj, a kezelés módja és az utólagos kezelés együttesen határozzák meg a munkadarabtól elvárható tulajdonságokat. Az eljárás mechanikai úton megváltoztatja a faanyag szerkezetét, drasztikus és mégis hatásos, tervezhető módszerről van szó. A hagyományos gőzöléses hajlításhoz viszonyítva nagyságrendileg meghosszabbodott a hajlíthatóság időtartama, ezzel az alapanyag-készletezés leegyszerűsödött.
Bővült a felhasználási lehetőségek köre az elérhető kis sugarú ívek és a formára alakításnak a felhasználási helyen szükséges minimális szerszámigénye miatt. Lehetővé vált egyedi bútorok készítése hajlított faanyagból gőzölő kapacitással nem rendelkező üzemekben, műhelyekben is.
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.