Posztforming munkalapok tulajdonságai és alkalmazásuk

A konyhabútorok nagy, összefüggő vízszintes felülete a munkalap vagy munkapult. Az idők során sokféle anyagot hoztak létre a gyártók, hogy a különböző igényeket kielégítsék. Milyen elvárásaink vannak egy munkalappal szemben?
A választ több oldalról kell megközelíteni. Egyfelől a végfelhasználó oldala a legdominánsabb, másfelől az asztalosnak sem mindegy, mivel kell dolgoznia. Főleg, hogy vannak olyan munkapult készítésére alkalmas anyagok, amelyhez komoly szakértelem és tapasztalat is kell. A háziasszony szemszögéből fontos, hogy a minta dekoratív és impozáns legyen. A könnyű tisztántartás, illetve a karcállóság is lényeges szempont. Ritkábban esik szó további két tényezőről. Az egyik a hőállóság, a másik a pótolhatóság. Hiszen amennyiben a munkalap sérül és az nem javítható, akkor pótlásra lesz szükség. Az sem mindegy, hogy egy adott szakaszát kell a munkalapnak cserélni, vagy az egészet, mert esetleg kifutó szín volt a beszerelt lap.
Az asztalos oldaláról is fontos az ár, az elérhetőség (időben és térben), a súly, valamint a megmunkáláshoz szükséges infrastruktúra és a szaktudás.
A leggyakoribb anyag az úgynevezett posztforming forgácslapok családja. A kő-, beton-, fém-, kerámia- és fautánzatok új és kibővített dekorválasztéka nagy szabadságot ad a tervezők kezébe és rengeteg fejfájást okoz az ügyfélnek, egyszersmind az asztalosnak. Ha a dekorok színválasztéka és struktúrája csokoládé lenne, Gombóc Artúr addig sorolhatná a mesében, amíg Picúr leérettségizik.
A dekorlemezek, vagy más néven dekoritlemezek, magas hőmérsékleten préselt, több réteg műgyantával impregnált papírlemezből és felületükön dekorpapírból készített vékony lemezek. A dekorlemezek két típusát különböztetjük meg a gyártástechnológiájuk alapján, úgymint a HPL és a CPL dekorlemezek. A dekorlemezek könnyen feldolgozhatóak, bizonyos típusaik posztformingolhatóak és nagyon jó fizikai tulajdonságokkal rendelkeznek.
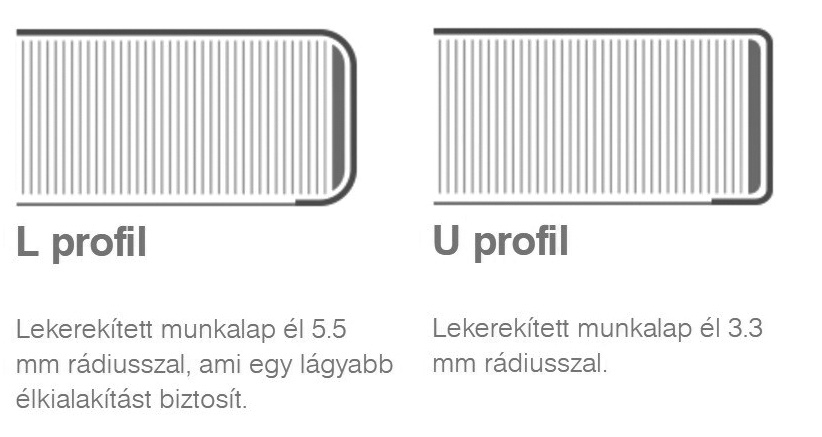
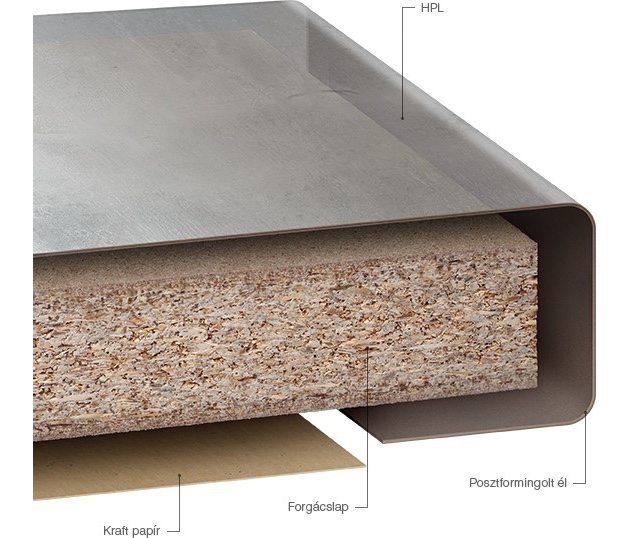
A lényeg, hogy egy háromrétegű forgácslapra van felragasztva egy dekorlemez, ami az elülső (vagy mindkét hosszanti oldalon) oldalra, megfelelő rádiuszban rá- és aláhajlik. Az éltől számolva 20 mm-nél nem több ez az aláhajtás, és ha van némi szerencsénk, utána egy vízorr is található. Ez sok esetben védheti meg az alsó frontokat egy kifutó 200 °C-os étolajcunamival szemben, mivel a vízorr síkja mögött helyezkedik el a front, és ha függőben van, akkor csupán egy látványos vízeséshez hasonló olajfátyol fog leömleni a padlóburkolatra. Ezt abban a pillanatban másként dolgozzák fel a konyhai katasztrófaturisták, de aki látott vákuumfóliázott frontokat egy ilyen malőr után, az tudja, hogy szem ritkán marad szárazon...
A tapasztalatom az, hogy a vízorrt az utóbbi években elhanyagolják a gyártók. A vízorr nem más, mint egy speciális szilikoncsík, amely a munkalap alján fut végig.
Ezek a munkalapok relatíve jó ár-érték arányukkal hódítanak. Kopás-, ütés- és karcállóak. Higiénikusak és egyszerűen tisztíthatók, folt- és hőállóak (ez utóbbival kapcsolatban a munkalapok leírását nem árt átbogarászni). Színek, minták tekintetében sem lehet ok a panaszra. Itt is érvényes, hogy a giccsestől (ízlések és pofonok), a természetellenes márványmintákon át a fautánzatokon keresztül az igazán exkluzív, a már-már megtévesztésig akár a betonra hajazó felületek is elérhetőek.
Sok forgalmazó kínál ehhez hasonló sablonokat.
A feketeleves a beépítésnél kezdődik. A 4,1 méter hosszú és 60 cm széles egybefüggő 28, vagy 38 mm vastag munkalap nem az inasok reggeli előtti edzőpartnere. Ráadásul hajlik, sérülékeny. A tört vonalvezetésű konyhák esetében a toldásra kétféle megoldás kínálkozik. Az egyik a fordítóprofil alkalmazása. Ez egy alumíniumprofil, több színben elérhető, és a munkalap élkialakításához tökéletesen passzol.

Annyi a probléma, hogy a toldóprofil kitüremkedik majd egy mm-t a sínből, és hogy elüt a színe, szinte minden esetben. Természetesen erre több olyan magyarázat is született, ami az ügyfelet megnyugtatja. Az egyik az ára, mivel azzal semmi, de semmi sem versenyezhet. A profil maximum pár ezer forint és a munka vele egy álom. A legelborultabb konyhafalak esetében is maximum 30 perc a felszerelés vágásokkal és vízszigeteléssel együtt. Ugyanis a vágott élt illik megfelelő munkapulthoz való szilikonnal tömíteni. Más szilikonok idővel veszítenek a tapadásukból és elengednek, utat nyitva ezzel a nedvességnek, ami hamar a munkalap rohamos tönkremenetelét eredményezi. A fordító ráadásul szereti összeszedni a koszt. Ez már fél év múltán is fekete csíkként éktelenkedik. Itt olyan kis ökológiai táptalaj alakulhat ki, ahol a penészgombák és zsíros lerakódások alkotnak egy igazi ökoszisztémát. Nyilván a takarítási technikákat nem az asztalosnak kell betanítani, azonban erre célszerű felhívni a figyelmet.
Arra is vigyázni kell, hogy mivel a munkalap alja egy úgynevezett KRAFT-papír ellenhúzót kap, ezért „szereti” a vizet. Nem véletlen, hogy a beépíthető mosogatógépekhez egy öntapadós vízálló szigetelőfóliát is mellékelnek.
A legtöbb munkával járó és egyben a legszebb kialakítást eredményező munkalapillesztést az összemarás adja. Erre két eljárás vált be. Az egyik, amikor CNC megmunkáló központtal alakítják ki a szükséges marási mintát. Előnye a gyorsaság és, hogy a nem derékszögű falakhoz is könnyedén alkalmazható. Sajnos nem mindenkinek áll rendelkezésére ilyen berendezés.

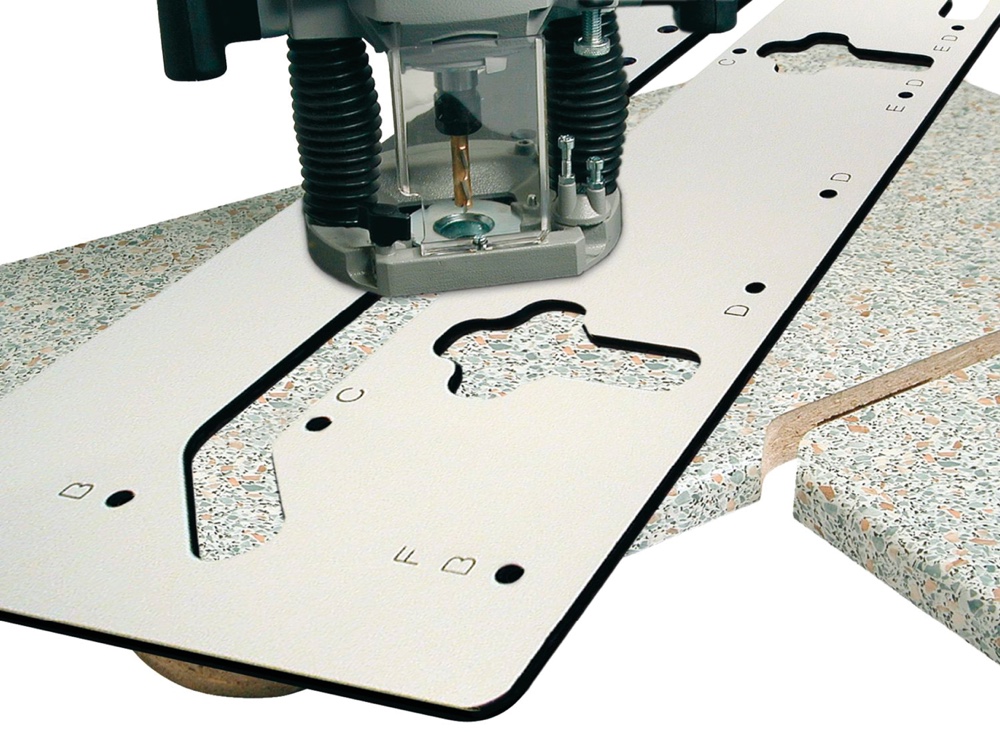
A másik variáció egy marósablon beszerzése. Ezeket 90°-os falak találkozásánál és/vagy 45°-os helyzetekben jól alkalmazhatjuk. Azonban tudván, hogy a derékszögű fal ritka, mint a fehér holló, ezért annyi kiegészítéssel alkalmazhatóak ezek az eszközök, ha ± 1,50 az eltérés, illetve a pult végén némileg eltudjuk csalni a maximum 10–20 mm-t.
Ez kicsit szentségtörésnek hat, de vannak ilyen szituációk. Gondoljunk a hullámos fal esetére, amikor a 60–80–100 látszólag működött… A sablon használata egyszerűnek mondható, pár próbát azért nem árt végezni vele. Minden sablon használati útmutatója tartalmazza a szükséges másológyűrű átmérőjét (általában 30 mm) és az alkalmazott szerszám paramétereit (átmérő 12, vagy 14 mm). Annyi kiegészítést hozzátennék, hogy sok munkalap marása esetén (havi 6–10) javasolt egy gyémánt élanyagú szerszám beszerzése. Hatékonyabb a HM-élű társaihoz képest, illetve az élgeometria is tartósabb. Fontos, hogy a munkalap aljára rögzül a sablon! Erősen „nyitó, vagy záró” falak esetében a problémára egy szögfelező a megoldás. A sablonoknál 450 a belépő szög derékszögű falak esetében. Amennyiben például a falak 94°-ban zárnak, 47°-os belépő szöggel kell dolgoznunk. Ehhez egy rétegelt lemezből, vagy MDF-lapból kialakított sablont kell kikísérleteznünk.

Festool Domino összekötő elemek
Természetesen az összemarással még nincs vége a produkciónak. A sablonokon furcsa kereszt alakú minták is vannak. Ezeket is ki kell marni, de nem átmenőre! Ide kerülnek a munkalap-összehúzó vasalatok. Ha mindent kimartunk, jöhet a pozicionálás. Erre a célra a lapostipli, illetve a dominokötés javasolt. Feladata a munkalapok találkozási síkjának meghatározása. A hagyományos munkalap-összehúzó vasalat egy „G” alakú konyha esetében egy rémálom.
Amint végzünk a munkalapok ös - szeszerelésével, úgy fogjuk érezni, mintha egy MTZ-t kurbliztunk volna be.

A Dominózóval sajnos csak 30 mm-nél vastagabb anyagok fogathatóak össze
Aki kicsit komolyabban gondolja, az a munkalap-összehúzó vasalatot kiváltatja a Festool domino összekötő elemekkel.
Természetesen a gyártótól megszokott módon ez egy rendszer, amely minden problémára megoldást kínál. Számunkra a kettős csap SV-DB D14, a kereszthorgony SVQA D14, és az SV-V D14 szélesítő kereszthorgonyhoz triumvirátus a releváns. És szükségünk lesz egy DOMINO XL DF 700 dübelmaróra. A hagyományos M6-os összehúzó vasalattal szemben egy sokkal gyorsabb, precízebb kötést készíthetünk általa. Továbbá az összehúzatás is kényelmesebb, ami a szekrényben töltött klausztrofóbélményt is csökkenti. A pozicionáló furatokat is célszerű a Dominozóval elkészíteni. Az összehúzatás előtt a tömítő masszát a kis applikátorral kell közvetlenül feljuttatni az egyik mart felület oldalára. Az összeszerelést követően az illesztési vonalat ablaktisztítóval fújjuk le, majd egy szilikonlehúzóval a kitüremkedő masszát távolítsuk el.

Vigyázat, a massza még a szorítás után ismét kibuggyanhat, igaz, kisebb mértékben! Az eljárás ugyanaz.
Ezek a módszerek természetes fából készített munkalapok esetében is hatékonyan alkalmazhatóak. Meg kell említeni továbbá, hogy a legtöbb munkalap 60 cm mélységű és ehhez kell a korpuszt is igazítani. Ettől eltérő méretűek is léteznek. Az IKEA által forgalmazott munkalapok legtöbbje 63,5 cm-es szélességgel rendelkezik.

Forrás:
https://asztalos.shop/
www.bauhaus.hu
https://butorkellek.eu
Festool.hu
Kapcsolódó dokumentum:
posztforming-munkalapok-tulajdonsagai-es-alkalmazasuk
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.