A szabadalmak hasznosítása és a magyar valóság
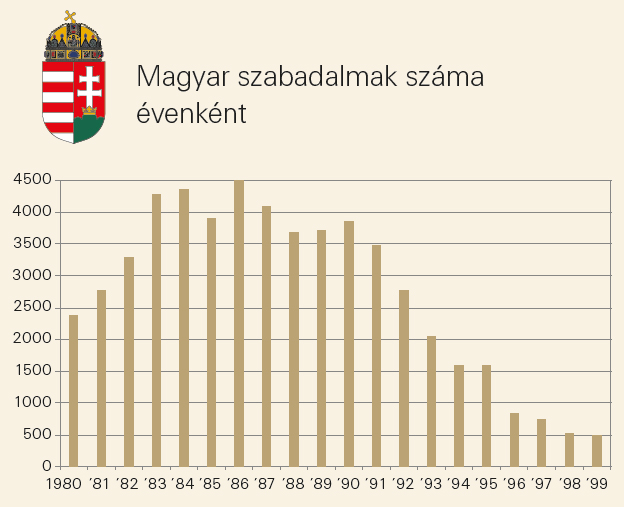
 Ezt igazolja Veres András 2000-ben megjelent írása is, amelyben a szabadalmi statisztika időrendi adatai láthatóak. A grafikon szerint hazánkban 1986-ban 4500, 1999-ben pedig csak 500 szabadalmat adtak meg. Sajnos a folyamat nem állt meg, amit bizonyít a 2011. évi országonként elfogadott, egymillió lakosra vetített szabadalmak száma is:
Ezt igazolja Veres András 2000-ben megjelent írása is, amelyben a szabadalmi statisztika időrendi adatai láthatóak. A grafikon szerint hazánkban 1986-ban 4500, 1999-ben pedig csak 500 szabadalmat adtak meg. Sajnos a folyamat nem állt meg, amit bizonyít a 2011. évi országonként elfogadott, egymillió lakosra vetített szabadalmak száma is:
Németország - 405
Írország - 158
Olaszország - 83
Spanyolország - 54
Magyarország - 17
Portugália - 15
Görögország - 12
Drámai a hazai megadott szabadalmak számának a csökkenése, míg 1986-ban 4500 szabadalmat regisztráltak, 2011- ben már csak 170-et, mely zömében gyógyszer és informatika témájú, az ipari szabadalom szinte megszűnt. Sajnos a kevés szabadalommal sem jól sáfárkodunk, ezt a körkéses marószerszám és a páros-végprofilozó gép esete is bizonyítja. A múlt század hatvanas éveiben a nyílászáró szerkezetek tömegtermeléseinek a kialakulásakor, többségében a gyárak TMK-műhelyeiben készültek a forgácsolószerszámok. Hazai koordinált szerszámfejlesztés nem folyt, az új asztalosipari gyártmányok felszerszámozása pedig csak alacsony színvonalú helyi adottságok szerint történt.
Ebben az időben szabadalmaztattam az önbeálló körkéses marószerszámot (1967), aminek a megvalósítását a gyártás egyszerűsége tette lehetővé. Először az épületasztalos-ipari gyárak (ÉPFA) korszerűtlen szerszámait cseréltük le, majd a külföldi import szerszámok kiváltására került sor (RIGI ablakgyártó központ). A körkéses marószerszám folyamatos fejlesztésének eredményeként ma már nagyon pontos bonyolult profilok is készíthetők. Ma ez a szerszámrendszer nemcsak a leggazdaságosabb profilmaró, hanem csak ez tudja teljesíteni az önzáró és öntartó kontraprofilos kötések feltételeit, ami lehetővé tette a páros-végprofilozó gép kifejlesztését, teljesen új alapokra helyezve a nyílászárók gyártását.
MI A HELYZET MOST?
A H 5-ös kontraprofilos technológiával ajtót 30 éve, ablakot 15 éve gyártanak, ma már több mint kétszáz üzem alkalmazza. A szabadalmaztatott páros-végprofilozó gép 2008-ban a Ligno Novum faipari kiállításon vásárdíjat kapott. A gépek ma is üzembiztosan dolgoznak. A H 5-ös kontraprofilos know-how a gyakorlatban bevált a legversenyképesebb technológia (Magyar Asztalos 2012. 9., 11.; 2013. 1., 4.). Közben egyes üzemek presztízs beruházásként vissza nem térítendő támogatással CNC ablakgyártó gépeket vásároltak.
A MEGERŐSZAKOLT CNC ABLAKGYÁRTÁS
Az ablakgyártó központok közel fele költséggel kétszer termelékenyebbek, mint a CNC ablakgyártó gépek. A CNC-gépek nélkülözhetetlenek a sík és térgörbe anyagok megmunkálásánál, de nem hatékonyak az ajtó- és ablakgyártásnál. „Ami jó Jupiternek, nem jó a kisördögnek” – mondhatnánk. Nem tagadom a kritikai észrevételemet a témával kapcsolatban, hiszen ez is hozzájárult a H 5-ös know-how kidolgozásához, és a szabadalmaztatott páros-végprofilozó gép megvalósításához. A H 5-ös kontraprofilos technológia három különálló, de egymást erősítő innovációból áll össze, úgymint a szabadalmaztatott körkéses marószerszám, a nyílászárók kontraprofilos önzáró és öntartó keret-összeépítésének a kifejlesztése és a szabadalmaztatott páros-végprofilozó gép (bővebben: www.metner.hu). A H 5-ös kontraprofilos know-how gyártástechnológia lényegében két eltérő tevékenységből, a keretanyagok hosszprofilozásából és a teljesen elkülönített végprofilozásból tevődik össze. E technológiával rendkívül leegyszerűsödik, hatékonnyá és rugalmassá válik az ajtó- és ablakgyártás.
MIÉRT ELŐNYÖS A KERETANYAGOK ELŐPROFILOZÁSA?
A keretanyag előprofilozása a legtöbb üzemnél nem igényel külön beruházást, mert a meglévő többfejes gyalugépen elvégezhető. A teljes keresztmetszetű, „csaphelyet” is magában foglaló készletezett keretanyagból a hasznos lécanyagok kinyerése igen termelékenyen végezhető. Üzembiztosabb és rugalmasabb termelés valósítható meg a magasabb készültségű, előprofilozott keretanyag felhasználásával. Csak profilonkénti menynyiséget kell számításba venni, nincs szükség elaprózott, alkatrészenként programozott, gyakori szerszámváltásokra. A hosszú, profilozott keretanyagok csiszolása a keretszerkezetekhez képest jobban gépesíthető. A profilozást követően a vetemedett keretanyag kiselejtezhető, nem kerül a gyártásba.
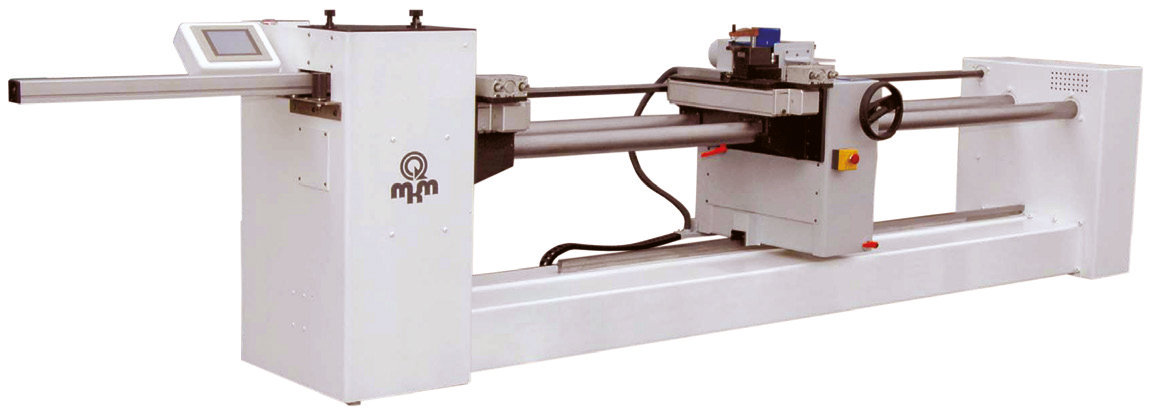
A nyílászárók leegyszerűsített gyártásával az alkatrészek végprofilozásához kifejlesztett páros-végprofilozó gép kompromisszumok nélkül, hazailag kedvező költségen gyártható. A Szellemi Tulajdon Hivatala a párosvégprofilozó gépre a 229 659 lajstromszámon szabadalmat adott. A szabadalom jelentősége abban van, hogy a mai ismert ajtó- és ablakgyártási technológiáktól a H 5-ös know-how-val korszerűbb és versenyképesebb termelés valósítható meg. Összehasonlításként, míg a magas rezsiköltségekkel dolgozó CNC ablakgyártó gép műszakonként 16–26 db átlagos méretű ablakot gyárt (katalógus szerint), addig a H 5-ös technológiával 8–10-szer termelékenyebb a gyártás, és a beruházási költség is 4–5-ször kisebb. Sok száz millióba kerül a hazai igen kevés szabadalommal szembeni érdektelenség, a hazai eredmények lenézése, és a külföldi érdekeltségek támogatása.
Metner Lajos
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.