Karrier közel a tűzhöz
Az öntvények legnagyobb részét öntőminták segítségével gyártott formákban készítik. A mintakészítő a tervező által szerkesztett géprészek leöntésére alkalmas mintát (modellt) készíti el. A mintakészítés a tervező, az öntödei gyártástechnológus és a mintakészítő közös összehangolt együttműködésének eredménye. A mintakészítőnek nemcsak elsőrendű asztalosnak, ill. szerszámkészítőnek kell lennie, de ismernie kell a formázást és öntést is – magyarázza dr. Takácsné Dobó Zsuzsanna, a CSEFÉM Csepeli Szerszám- és Mintakészítő Kft. tulajdonos ügyvezető igazgatója. Ő mutatja be nekem az öntőminta-készítés rejtelmeit.

Az öntőminta egy olyan szerszám, amellyel az öntödékben homokformákat és magszekrényeket készítenek. Ezek általában műgyanta kötésű keverékek, melyek a szerszámban betonkeménységűre kötnek. Kötés után kiszedik a szerszámból ezeket az elemeket, összerakják és az így kapott formába öntik a folyékony fémet, mely kitölti a homokban lévő üregeket és elkészül a méretpontos, szép felületű öntvény.
TERVEZÉS
Általában a minta tervezését, megszerkesztését is a mintakészítő műhelyben végzik. A minta megszerkesztése előtt ismerni kell az öntvény anyagát, pontos műhelyrajzát, a megmunkált felületek helyét, a leöntendő darabok számát, a minta minőségi osztályát. Ezek ismeretében határozzák meg a mintaszerkesztés technológiai paramétereit: a ráhagyást, a minta helyzetét a formában, az osztósíkot, a minta minőségi osztályát és a mintaelemek számát, a lejáró részek kijelölését, a lekerekítéseket. Az öntvény zsugorodási értékének megadása, a beömlő rendszer méretezése, a minta és magszekrény összeépítési módjának meghatározása általában az öntödei technológus feladata. Ezen információk alapján készítik el a mintakészítők a minta szabásrajzát. A továbbiakban erről dolgoznak a mintakészítők.

Dr. Takácsné Dobó Zsuzsanna ügyvezető és Tóth Sándor, a mintakészítő műhely vezetője
ALAPANYAG, KÉSZÍTÉS
Mintakészítésre azok a faanyagok alkalmasak, amelyek könnyen és szépen megmunkálhatók, kis fajsúlyúak, szilárdak, tartósak és biztosítják a minta állandóságát. A minta, méreteitől, a formázás céljától és a kiviteli osztálytól függően, készülhet rétegelt lemezből, fenyőfélékből és keményfából, mint égerfa, bükkfa. A régebben használt hárs, dió, kőris stb. fákat ma már ipari méretekben nem használják, mert árban és men - nyiségben sem versenyképesek. A finomabb mintákat, pl. a díszítményi részletek mintáit jól kiszáradt, ág- és göbmentes, rövid rostszálú fából, nevezetesen dió-, alma-, körte- és kőrisfából készítik – mondja Tóth Sándor, a mintakészítő műhely vezetője. A rövid rostszálú, tömött keményfák a minta kifaragásakor sima felszínűek maradnak és nem vetemednek meg oly könnyen, mint a puhafák. A díszítmények famintáit többnyire természetes állapotukban hagyják, hogy a bemázolással a minta finomabb részei el ne tömődjenek, néha azonban firnásszal (lenolajkence – a szerk.) kenik be, hogy a nedvességtől óvva legyenek. Az építmény- és a gépöntvények mintáit vagy rétegelt lemezből vagy puhafából készítik, erre a célra a lucfenyő-, borovifenyő és az égerfa alkalmas. Ezeknek a fáknak hosszú rostszálaik vannak, kellő tömöttség mellett súlyuk aránylag csekély, megmunkálásuk könnyű, felületük pedig sima marad, úgy, hogy a forma üregéből ennek megsértése nélkül emelhetők ki. Az alapanyagul szolgáló fát szárított fűrészáru formájában, valamint a rétegelt lemezt táblákban veszik meg. Mivel sok apró mintaalkatrészt kell gyakran készíteni, ezért célszerű megfelelő méretű apró fadarabkákat készleten tartani, hogy jól kiszáradhassanak. A mintatest épsége csak ép és jó anyag alkalmazásával biztosított. Használnak még tapaszokat a festendő felület egyenetlenségeinek kitöltésére, átmenetek kialakítására, valamint kis méretű lekerekítések behúzására. Erre a célra alkalmas tapaszok: olajos, nitro és alufix késtapaszok. A több darabból készülő mintaelemeket ragasztással rögzítik egymáshoz. Ragasztóként ma már a kereskedelemben kapható szintetikus folyékony ragasztót használják, melyet ecsettel kennek fel a ragasztandó felületekre, majd leszorítják és kötési időig pihentetik. Itt kell megemlítenünk a mintakészítés egy másik fontos módját, a műanyagból készült öntőminták gyártását. Ezek a minták kopásállóak, mérettartóak, így nagyobb mennyiségű öntvény gyártására alkalmasak. Általában kétkomponensű epoxigyantákat alkalmaznak, melyek jól önthetők, nagy felületek készítésére más speciális gyantákat használnak, melyet több rétegben visznek fel az anyaminta felületére és üvegszálas keverékkel erősítik meg az így kapott kemény, kopásálló, vékony felületet.
Ma már – főleg a CNC-marógéppel készített mintaelemeknél – egyre jobban terjed a műanyagból készült lapok használata, melyek a kereskedelemben kaphatók különböző minőségben és méretben. Ezekből az anyagokból készült minták, magszekrény betétek pontosak, mérettartóak és megspórolható a fa előkészítési ideje, csökken a keletkezett hulladék mennyisége. Elterjedésükkel árban és beszerezhetőségben is egyre versenyképesebbek a hagyományos faanyagokkal szemben.

CNC-marógép munka közben
ÖSSZEÉPÍTÉS
A minták és magszekrények használatuk során változó igénybevételnek vannak kitéve, ezért úgy kell azokat összeépíteni, hogy ne vetemedjenek és alakjukat minden körülmények között megtartsák. A mintákat úgy kell összeépíteni, hogy a kézi vagy gépi formázásnál fellépő igénybevételt is kibírják. Egy-egy nagy méretű darabnál az egyes elemekre több tonna öntödei homok is rákerülhet, melyet ki kell bírnia és a kiemelésnél a saját súlyát is el kell bírnia. A mintadarabokat a szabásrajz alapján fűrészgéppel, szabászgéppel kivágják, összeragasztják, marják, az egyes elemeket csiszolással pontosítják, illesztik. Az alkatrészeket ragasztással és csavarozással rögzítik össze. A mintaelemek és magszekrények legnagyobb része több darabból rétegelve, tömören vagy vázszerkezettel üregesen építhető össze. A tömör minták egy alaptestre, az üreges minták belső vázra épülnek. A működő felületek alá a belső vázat rétegeltlemez-darabokkal, vagy fenyőgerenda elemekkel építik alá, hogy elbírja a terhelést. Ezekhez az elemekhez rögzítik a kiemelő vasakat, melyekkel az öntödében ki tudják húzni a megkötött homokformából a mintaelemeket.
A minták összeállításakor különös gondot kell fordítani az egyes darabok rostszálainak oly kombinált, egymást keresztező elhelyezésére, hogy a minta meg ne vetemedhessék. Minél apróbb részekből ragasztják össze a tárgyat, annál jobb.
FELÜLETKEZELÉS
A mintákat és a magszekrényeket a gyártás végén glettelik, festik és lakkozzák. Minden darab működő felületét háromszor glettelik és festik kézzel. Így kapják meg az előírt minőséget. A famintákat és magszekrényeket öntvényfajták szerint a következő alapszínre festik: acélöntvények kék, lemezgrafitos vasöntvények vörös, gömbgrafitos vasöntvények lila, nehéz színesfém öntvények barna, könnyű színesfém öntvények zöld alapszínűek. A magjeleket feketére festik. A nem működő felületeket (pl. magszekrényoldalak) lakkozzák. Ma már környezetvédelmi szempontból a nitrolakk helyett vizes bázisú lakkot használnak. A felületkezelés célja nemcsak a simaság fokozása, hanem a mintáknak kopástól, nedvességtől, továbbá a formahomok hozzátapadásától való megóvása is. A felületkezelő anyag akkor jó, ha tartós és sima felületet biztosít, nem repedezik, nem pattog le, kopásálló és felületre könnyen felhordható, valamint gyorsan szárad. Felületkezelésre speciális, Németországban gyártott mintafestéket használnak.
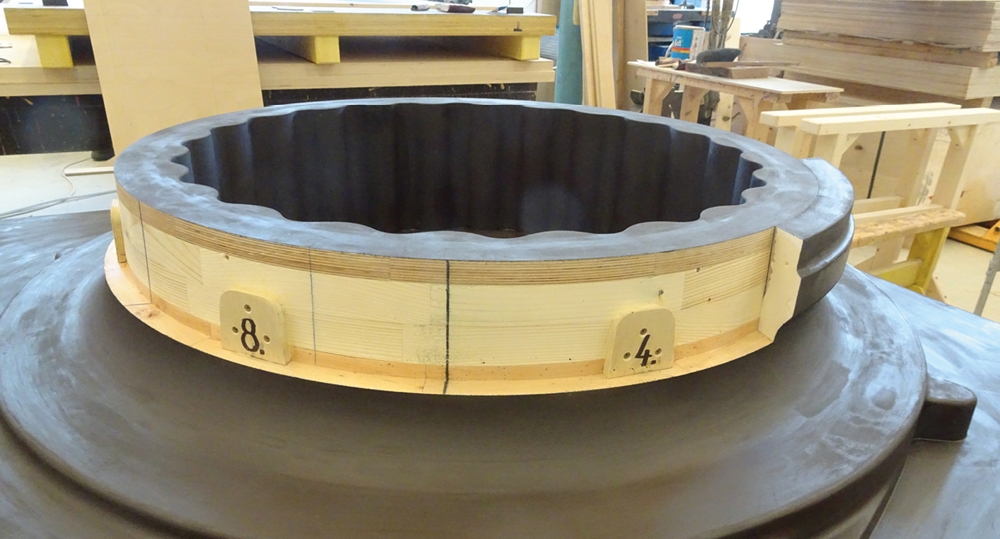
Készülő minta
ELLENŐRZÉS
Az öntőmintát és a magszekrényt elkészítése után műszakilag ellenőrizni kell. Az ellenőrzés kiterjed a minőségre, a mérethűségre és a gyártásterv előírásainak betartására. Mérési jegyzőkönyv nélkül nem küldenek ki mintát. Nemcsak a technológiában, hanem a műszaki ellenőrzés terén is sok változás történt. Vettek egy modern GOM ATOS Core 5M Essential Line típusú ellenőrző mérőműszert, amely beszkenneli az elkészült öntőmintát és összehasonlítja a 3D-s modellel. Ezzel a műszerrel egy nagyon felelősségteljes és aprólékos munkát váltottak ki.
CSEFÉM CSEPELI SZERSZÁMÉS MINTAKÉSZÍTŐ KFT.
A mintakészítő részleg egy 2000 m2 -es csarnok 650 m2 része, amely daruzott, légkondicionált, sűrített levegőrendszerrel és forgács- és porelszívó rendszerrel, padlófűtéssel is ellátott. Itt hagyományos faipari gépekkel dolgoznak, mint lapszabászgép, marógépek, gyalugépek, csiszológépek, valamint van egy 3 tengelyes CNC-marógépük is. Szakmunkásaik többsége 10–15 éve dolgozik társaságunknál, mind nagy tapasztalattal rendelkeznek a saját szakterületükön. A mintakészítő részleg 1992-ben alakult és 2018-ban egyesült a másik családi vállalkozással, a szerszámkészítő CSEFÉM Kft.-vel.

Készülő magszekrény
A csarnok másik részében működik a szerszámkészítő üzem, melyben nyomásos-alumínium öntvényekhez készítenek öntőszerszámokat elsősorban autóipari beszállítók részére. Alvállalkozók bevonásával megfelelő számítógépes háttérrel rendelkeznek mind a szerszámok, mind az öntőminták esetében komplett tervezési feladatok elvégzésére is. 3D-s tervezőrendszerben (Pro/E, Solid Edge, NX stb.) lehetőség van alkatrészek modelljeinek készítésére, technológiák kidolgozására, töltési szimuláció lefuttatására – természetesen rendelőikkel szorosan együttműködve – mondja az ügyvezető igazgatónő.
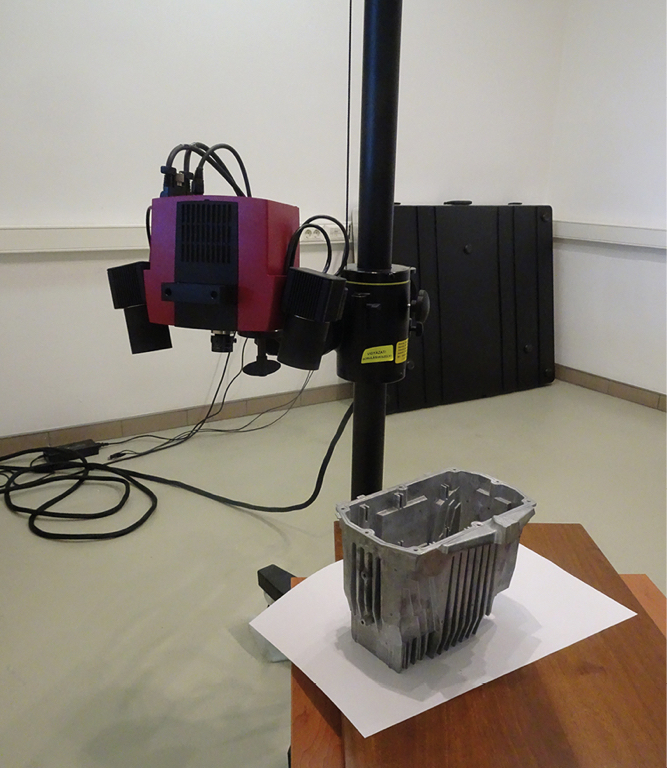
GOM mérőműszer
Partnereik 70%-ban külföldiek, főleg Ausztriába, Németországba és Svájcba szállítanak öntőminta-garnitúrákat. A maradék 30%- ot a hazai öntödéknek készítik. ISO 9001 minőségbiztosítási és ISO 14001 környezetirányítási rendszer működtetésével, nagy szakmai gyakorlattal rendelkező munkavállalók alkalmazásával biztosítják a minőségi öntőmintaés magszekrénykészítést. Nehéz a piacon talpon maradni, mert a szakember-utánpótlást megoldani és a technológia fejlődésével lépést tartani nem könnyű feladat. Már 15 éve nincs mintakészítő-képzés, csak asztalosképzés van, és a jelenlegi nagy tudású szakembergárda főleg idősebb emberekből áll. A technológia terén a 3D-s nyomtatás előretörésével a mintakészítésnél is nagy változások várhatók. A számítógépen megtervezett 3D-s modellek 3D-s nyomtatókon való kinyomtatása már betört a mintakészítés területére is. Ez a terület óriási lendülettel fejlődik. Ma még csak nagy szériák próbadarabjainak legyártásánál kifizetődő, vagy olyan daraboknál, amelyeket 5 tengelyes marógéppel is csak több darabból lehet legyártani, de biztos vagyok benne, hogy pár éven belül megfizethető lesz ez a technológia is. Mi is találkoztunk már ilyen darabokkal, mi építettük be „dobozba”, hogy formázni lehessen – mondja az igazgatónő. Többek között ilyen kihívásoknak is meg kell felelniük.
Forrás: http://csefem.hu/index.php
Fotó: Gerencsér Kinga
Kapcsolódó dokumentum:
karrier-kozel-a-tuzhoz
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.