Termikus modifikáció folyadékokban
A famodifikálási eljárások célja a faanyag tartósságának, mechanikai tulajdonságainak, méretstabilitásának, színének, színtartósságának a javítása, és a nedvességre való érzékenység csökkentése. Sorozatunk harmadik részében a termikus modifikációval foglalkozunk – s azon belül is kizárólag a folyékony halmazállapotú közegekben történő kezelésekkel.

AZ ELJÁRÁSRÓL
A faanyag-modifikációval foglalkozó cikksorozat előző részében már átfogó képet kaphattunk a leggyakoribb hőkezelési technológiákról és lehetőségekről. Az előző cikkben ismertetett módokon túl lehetséges a faanyagok hőkezelése folyékony közegben is. Az alapvető technológiai paraméterek minden hőkezelő eljárásnál azonosak, azonban az alkalmazott atmoszféra eltérő, ami fontos különbségnek számít.
A folyékony közegben végzett hőkezeléseket eleinte fémolvadékban végezték (’40-es évek), ez azonban hamar háttérbe szorult. Ezután évtizedekig nem került a középpontba, a legközelebbi információ a ’90-es évekből származik. Ekkor azonban már különböző növényi olajokban végezték a hőkezelést. Angol elnevezése alapján (Oil Heat Treatment) gyakran OHT-kezelésként említik. A leggyakrabban lenolajat, repceolajat, napraforgóolajat vagy szójaolajat alkalmaznak. Alkalmazható paraffin is hőkezelő közegként, az itt említett folyékony hőkezelő közegek közül azonban egyértelműen a növényi olajok alkalmazása terjedt el, ezért a továbbiakban elsősorban ezzel foglalkozom. Az alkalmazott kezelési hőmérsékletek azonos tartományban mozognak a gáz közegben végzett eljárásokéval (160–240 °C). A különböző közegek fajhője jelentősen eltér, aminek köszönhetően a faanyag sikeres hőkezeléséhez is eltérő időtartam szükséges. A növényi olajokban végzett hőkezelés tekinthető a leggyorsabb eljárásnak, a ciklusideje általában 20 óra körüli, szemben a más hőátadó közeget alkalmazó technológiák 30–50 óra közötti ciklusidőivel. Az olajban végzett kezeléseknél az effektív hőn tartási idő 2–4 óra. További előny, hogy a fűtőközeg és annak hője újrahasznosítható.
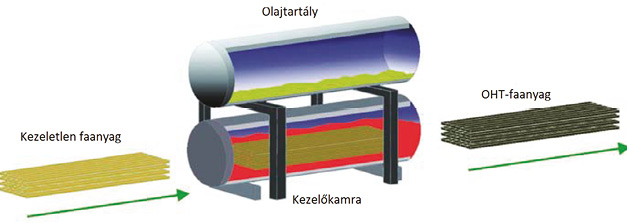
Az OHT-eljárás sematikus ábrája (forrás: Menz Holz katalógus, 2014)
Egyrészről az OHT-eljárás hátrányaként említhető, hogy a kezelő közeg valamilyen mértékben beszívódik a faanyagba, de a legtöbb esetben ez csak a felületi rétegre érvényes. Az olaj faanyagba szívódása elsősorban a későbbi ragasztási vagy felületkezelési eljárások során okozhat problémát, de adott esetben esztétikai értékcsökkenést is jelenthet (foltosodás). Másrészről olyan kezelési menetrendeket alkalmaznak, melyek során a növényi olaj beszívódását szándékosan elősegítik a faanyagba. Az ilyen menetrendek során a faanyagot a hőkezelő ciklus végén az olajban hagyják kihűlni, melynek során akár nagyobb mennyiségű olaj is a faanyagba juttatható.
Esetleges problémaként figyelembe veendő az eljárás érzékenységea kezdeti nedvességtartalomra. Mivel a faanyag felmelegítése intenzív, a magasabb kiinduló nedvességtartalom belső repedések kialakulásához vezethet, a hirtelen megugró belső gőznyomás miatt. Alapvetően tehát előszárított faanyag kezelésére alkalmas az eljárás.
A TERMIKUSAN MODIFIKÁLT FAANYAG TULAJDONSÁGAI
A folyékony közegben hőkezelt faanyagok tulajdonságai nagy hasonlóságot mutatnak a gáz közegben hőkezelt faanyagokéval. A hőkezelő közeg jellege miatt azonban egyenletesebb hőeloszlás érhető el, ami egyenletesebb faanyagjellemzőket eredményez. A szilárdság csökkenésével ebben az esetben is számolni kell, a faanyag éppúgy veszít szilárdságából és ridegebbé válik, mint minden más hőkezelő eljárás során. Jelentős színváltozás is jelentkezik a faanyagon ebben az esetben is, ami elsősorban sötétedést jelent. Kültéri kitettséggel szemben azonban ez a kezelés sem nyújt védelmet, így a kedvező szín hosszú távú megőrzéséhez felületkezelés szükséges. A víz-/párafelvétel jelentősen mérséklődik a kezelés hatására, aminek következtében megnövekedett dimenzióstabilitásra lehet számítani. A faanyag farontó gombákkal szembeni ellenálló képessége javul a kezelés hatására. Amennyiben a faanyag olajjal való telítését is elvégzik a ciklus végén, ezek a tulajdonságok még tovább javíthatók. A feldolgozás során az esetlegesen a faanyagban található olaj a beszáradása után már többnyire nem okoz problémát. Ez alól kivétel lehet a felületkezelés és a ragasztás. A jelenleg elérhető információk alapján a felületkezelésre a legtöbb felületkezelő rendszer esetén nincs negatív hatással. Ragasztás során azonban körültekintően kell megválasztani a ragasztóanyagot, hogy elkerüljük a ragasztási hibákat.

OHT-fenyő alapanyagú kerítés (forrás: Menz Holz katalógus, 2014)
IPARI ELTERJEDÉS
Az OHT-eljárás, szemben a többi hőkezelő eljárással, mindössze két vállalatnál nyert alkalmazást napjainkig. A nagy múlttal rendelkező német Menz Holz GmbH-nál a 2000-ben indult berendezésben az éves termelés ~3000 m3 volt, 8500 m3 rendelkezésre álló kapacitás mellett. Sajnos 2014-ben a növényi olajban hőkezelt faanyagok gyártása megszűnt ennél a cégnél. A technológia ipari alkalmazása azonban nem maradt sokáig kihasználatlanul. 2015-ben a kanadai Qijuk vállalat megszerezte a német technológiát, és újból megindult a gyártás Németországban, azonos telephelyen, de immár PannaqTM márkanéven.
FELHASZNÁLÁS
A növényi olajban hőkezelt faanyagok felhasználási területe elsősorban a kültéri alkalmazásokra terjed ki. Ezek közül a leggyakoribbak a különböző teraszburkolatok, homlokzatburkolatok, kerti bútorok, kerítéselemek. Gyakran készítenek belőle mindezek mellett zajvédő falakat, pergolákat, virágládákat, játszótéri elemeket, szaunaelemeket.
ÉRDEKES KUTATÁSOK
Az ipari alkalmazással párhuzamosan természetesen a tudományos vizsgálatok is folyamatosak voltak a közelmúltban, a külföldi kutatóhelyek mellett a soproni Simonyi Károly Kar Faanyagtudományi Intézetében is. A különböző hőkezelések esetén szoros összefüggés mutatható ki a hőkezelés okozta tömegcsökkenés és a tartósság, a dimenzióstabilitás vagy akár a szilárdsági jellemzők változása között. Minél nagyobb a tömegcsökkenés, annál nagyobb mértékben javul a tartósság és a dimenzióstabilitás, ellenben egyre inkább csökkennek a szilárdságok. Ezt a tulajdonságot használják fel az ipari termelés során is a minőség ellenőrzésére. Folyékony közegben végzett kezelések esetén azonban ez nem, vagy csak közelítően megvalósítható, mivel a tömegcsökkenéssel párhuzamosan a folyamat során olajfelvétel is történik, amelynek pontos meghatározása problémát jelent. Ennek kiküszöbölésére jelent megoldást, ha egyszerűen elvégezzük a kezelő közeg tömegének a mérését a kezelés előtt és után, így megadható az átlagos olajfelvétel. Ezzel az információval már megállapítható a hőkezelés okozta tömegcsökkenés.

Nyár faanyag színváltozása, különböző OHT-menetrendek hatására
További érdekes eredmény a hőkezelt faanyagokkal kapcsolatban, hogy a dimenzióstabilitás növekedésével párhuzamosan csökken a páraáteresztő páraáteresztő képesség. Ez a jelenség pedig kedvező hatással lehet a különböző burkolatokként történő felhasználás során.
ÖSSZEGZÉS
A folyékony közegben végzett hőkezelés érdekes és hatékony alternatívája lehet a hagyományosan elterjedt hőkezelő eljárásoknak. Segítségével homogén, kedvező tulajdonságokkal rendelkező hőkezelt faanyag állítható elő. Többek között a fokozott dimenzióstabilitás és a biológiai tartósság emelhető ki, melyek az olajfelvétel fokozásával tovább is javíthatók a gáz halmazállapotú közegekben végzett kezelésekhez képest is. Mindemellett figyelembe kell venni a technológia és a termékcsoport megválasztásánál, hogy az olaj jelenléte a faanyagban hátrányként is jelentkezhet elsősorban a ragasztási műveletek során, de bizonyos esetekben felületkezelésnél is. Továbbá, mint minden hőkezelő eljárásnál, ennél is számolni kell a szilárdságok érséklődésével. Mindemellett nem elhanyagolható tényező az sem, hogy a technológia kiépítése drágább, mint a gáz halmazállapotú közegeket használó technológiáké.
Amennyiben további kérdéseik lennének az eljárással kapcsolatban, forduljanak hozzánk bizalommal.
Kapcsolódó dokumentum:
asztalos-augusztus-59-61
Tetszett a cikk?
Kapcsolódó cikkek

Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei