Felületkezelési eljárások - 1. rész
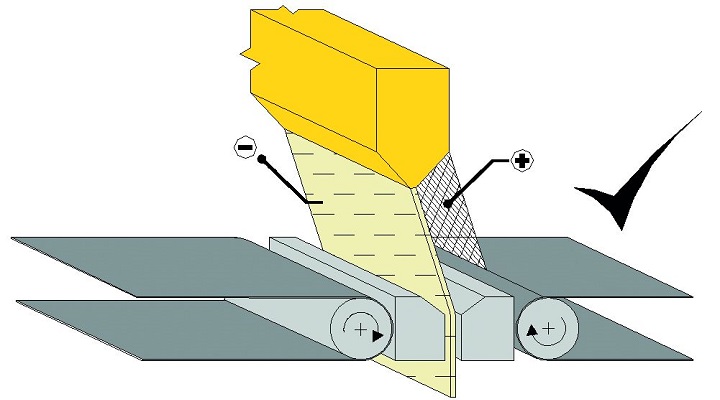
Lakkfüggöny kitérítése függőleges helyzetből elektrosztatikusan, öntésnél (Papp É. A., Csiha Cs.)
A felületkezelés az utolsó azon műveletek sorában, mely a fából készült termék előállításához vezet, és minősége meghatározza a termék esztétikai, bizonyos esetekben a funkcionális megfelelőségét is. Bár a minőségi felületkezelés nem a különféle felületkezelő anyagok felhordásával kezdődik, hanem a megfelelő felület-előkészítéssel, jelen írásunkban a különböző technológiákat tekintjük át.
FA-FÜLETKEZELÉS ECSETTEL
Kifejezetten a DIY („készítsd magad”) szektorban elterjedt. Mondhatnánk, hogy jobb híján. Hátránya, hogy a felületkezelő anyag molekulái között fellépő kohéziós erők folytán kevésbé mélyre szívódik az anyag, mint például ugyanazt az anyagot szórással hordva fel. További hátránya, hogy egyenetlen rétegvastagság alakul ki, lassú eljárás, illetve ecsetnyomok maradnak a felületen.
Magasfényű felületek előállítására alkalmatlan. Néhány előnye: alacsony beruházásigényű, egyszerűen elsajátítható, magas hatásfokkal rendelkező eljárás, bonyolult kialakítású tárgyak esetén is hatékonyan alkalmazható, a nem kezelendő részeket kevésbé kell maszkolni, takarni. Az ecsetes felhordásnál kedvezőbb felületminőséget eredményez a kézi hengerrel történő felhordás, azonban itt is előfordul (mint a falfestéknél), hogy a henger sajátos lenyomatot hagy.
A rövid sörtéjű kézi lakkozó hengerek kevésbé hagynak mintázatot, azonban előfordul, hogy gyorsan száradó anyagnál a tovább gördülő henger buborékot, vagy szálat húz maga mögött a felvitt lakkból.
FELHORDÁS HENGERREL
Lényege, hogy adagoló henger közreműködésével a felhordó hengerre szabályozott mennyiségű felületkezelő anyagot juttatunk, amelyet a felhordó henger egyenletes mennyiségben juttat a felületre. Hátránya, hogy főként síklapok felületkezelésére alkalmas.
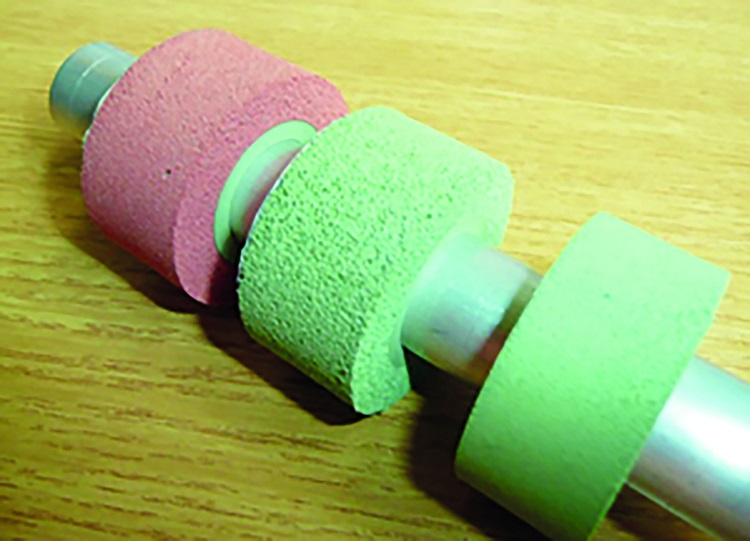
Butilkaucsuk henger minták (Csiha. Cs.)
Az előtolással egyező forgásirányú klasszikus (az angol „forward” kifejezés nyomán „fovard” eljárásnak is nevezett) felhordás során a henger maga mögött gyakran mintázatot hagy a felületen, ennek kiküszöbölésére született meg az ellenirányú („reverz”) hengeres felhordás, ahol a henger az előtolással ellentétesen forogva, maga előtt hordja fel az anyagot.
A klasszikus eljárás 12 µm rétegvastagság fölött már mintázatot hagy, míg reverz eljárással 3–100 µm rétegvastagság között sima réteg alakítható ki. A hengerek borítása különböző anyagú (krómacél, butilkaucsuk stb.) és különböző kiképzésű (sima,bordázott, raszter stb.) lehet, attól függően, hogy milyen anyagot, illetve milyen mennyiségben hordunk fel.
Mivel hengeres felhordással jól szabályozható a felvitt mennyiség még vékony rétegben is, 5–6 g/m2 menynyiséggel is kialakítható egyenletes réteg. A többi felhordási eljárással összehasonlítva, ezzel az eljárással lehet a legkevesebb anyagból réteget képezni. Magas hatásfokkal rendelkező (η: 95–99%) eljárás, ezért gyakori, hogy adott terméken belül a síklap felületeket hengeres eljárással, míg a 3D felületeket, mint pl. a profilozott éleket (rakatban) szórással felületkezelik.
További előnye, hogy automatizált sorokon megbízhatóan működtethető, magas szárazanyag-tartalmú (high solid) anyagok is jól felhordhatók, ennek folytán UV-szárítással jól összekapcsolható, így nagy termelékenységű technológiát eredményez síklapok esetén. A felhordott mennyiséget az adagoló és a felhordó henger közötti távolsággal, azok sebességével, illetve a hordozóra kifejtett nyomással szabályozzák.
FELHORDÁS MÁRTÓ ELJÁRÁSSAL
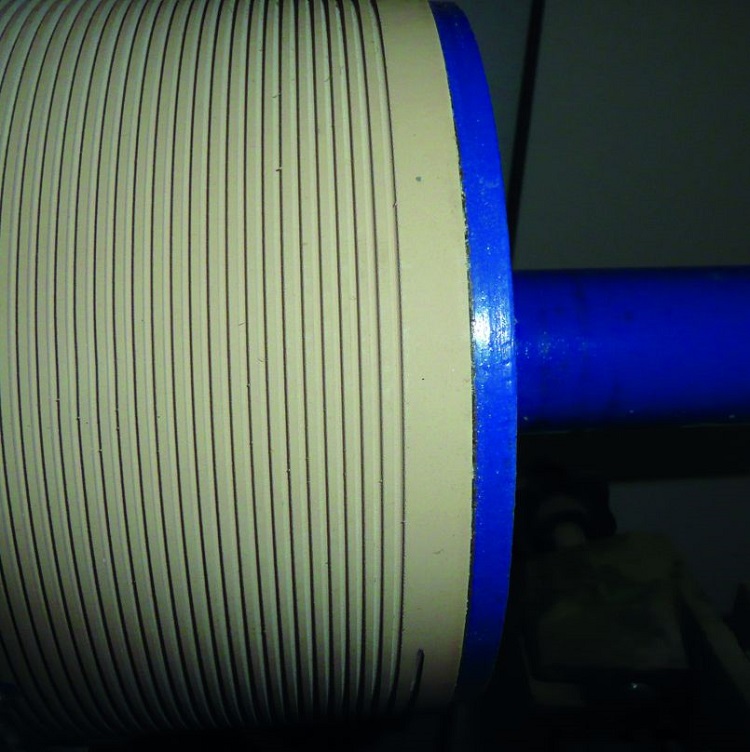
Bordázott henger ragasztó felhordására (Csiha Cs.)
Magas hatásfokú (94-98%), így gazdaságos és gyors eljárás alacsony viszkozitású anyagokkal való felületkezelésre (pácok, vékonylazúrok, impregnáló alapozók). Nagy előnye, hogy összetett, bonyolult 3D tárgyak is hatékonyan, gyorsan felületkezelhetők (azzal a megjegyzéssel, hogy a kezelendő alkatrészeken a folyadékpangás elkerüléséről előzetesen gondoskodni kell, pl. furatok elhelyezésével).
A kialakuló rétegvastagság az anyag viszkozitásától, és a kihúzási sebességtől is függ. Nagy hátránya, hogy bemerítés után a felületeken megfolyás keletkezhet, ezért főleg alacsony viszkozitású impregnáló, valamint alap és köztes réteg felhordására ajánlott. A fedő réteg felhordására ilyenkor pl. a szórás jelenthet megoldást. Szerves oldószeres anyagok felhasználása során hátrány, hogy a nagyméretű nyitott kádak nem gátolják az illékony szerves oldószer párolgását, ami jelentős munkahelyi levegőszennyezést okoz.
Ezért elsősorban vizes anyagok felhordására javasolt. Az autoklávban vákuum/túlnyomás mellett alkalmazott mártó eljárással, más néven telítéssel állíthatóelő a legkedvezőbb élettartamú felületkezelés kültérre. Az impregnálási eljárásnak számos változata van, de közös jellemzőjük, hogy az alkalmazott anyag (favédő szer, lazúr stb.) mélyebben behatol a fa szöveti szerkezetébe, mint egyéb eljárások során, és sokkal hoszszabban kötődik.
Míg egy szórással felvitt lazúrra 10 évet szavatol adott gyártó, a telítéssel kezelt anyagra 30 évet szavatolhat. Egyetlen hátránya, a magas ár.
FELHORDÁS ÖNTÉSSEL
Az anyag egy vályúszerű öntőfejből, vagy terelő lemezről (szabadon, vagy nyomás alatt) „függönyt” képezve folyik alá. Főként fedőlakkok felhordására terjedt el, sík felületeken. A felhordott menynyiséget elsősorban az előtolási sebesség határozza meg (max. 100 m/min), túl nagy sebesség nem megengedhető, mert légzárványok keletkeznek.

Krómacél és butilkaucsuk hengerek lakkfelhordásra (Csiha Cs.)
Öntéssel vastag, 100 g/m2 feletti mennyiségek hordhatók fel, talán ez az oka, hogy korábban szorosan összekapcsolódott a kétkomponensű poliészter lakkok felhordásával, vastag, magasfényű bevonatok létrehozására. Hátránya, hogy az eljárás kizárólag síklap alkatrészek felületkezelésére alkalmas, továbbá a függöny érzékeny a rezgésre, huzatra, könnyen megszakad, ami felületi hibához vezet.
Egyenletes rétegvastagság elérése érdekében örvénymentes lakkfüggöny szükséges, ezért az öntőrés tisztaságát biztosítani kell. Ha a lakkfüggöny örvénymentes, ez az az eljárás, amivel egy lépésben, gyorsan vastag, egyenletes réteget lehet képezni sík felületeken. A lakkfüggönnyel párhuzamosan találkozó éleken lefolyó kétszeres mennyiségű lakk esztétikai hibát jelenthet, ezért célszerű az alkatrészt elfordítani az előtoló szalagon, vagy az öntőfejet az előtolással szögben építeni a felületkezelő sorba.
További megoldást jelent a függöny függőleges helyzetből való kitérítése is, pl. elektrosztatikusan, vagy vákuummal. Főként vizes lakkok felhordására ajánlott a szerves oldószeres anyagokkal szemben, mert ez utóbbiak gyors párolgása miatt a viszkozitás folyamatos utánállítására van szükség.
FELÜLETKEZELÉS SZÓRÁSSAL
Több változata is ismert, de közös bennük, hogy a felületkezelő anyagot 10–50 µm finomságú – levegő vagy nyomás, illetve ezek kombinációja segítségével – szemcsékre porlasztva juttatja a felületre. A finomra porlasztott szemcsék mélyebbre tudnak hatolni/szívódni a faanyag szerkezetében (mint a fenti eljárásoknál), mivel nem kell leküzdeniük a filmekre jellemző molekulák közötti kohéziós, összetartó erőt.
Hosszabb élettartamú bevonat jön létre, amely különösen kültéri felületkezelés esetén fontos. A szórás az egyetlen eljárás, amely szóró robot vagy gyakorlott kivitelező esetén, összetett (3D) tárgyak magas minőségű felületkezelésére alkalmas. A szórásnak különböző fajtái alakultak ki az idők során, általában az egyes hibák kiküszöbölése érdekében fejlesztették az újabb változatokat.
A HAGYOMÁNYOS LEVEGŐS, MÁS NÉVEN PNEUMATIKUS SZÓRÁS
A lakkot, festéket a levegő 3–6 bar közötti nyomáson finom részecskékre porlasztja. Az eljárás szakszerű megnevezése „SZÓRÁS”, még akkor is, ha „fújó” levegő porlaszt. A „fújás” szakszerűtlen és leginkább a „trombitálással” kapcsolatos kifejezés, kerülendő. A cseppek finomságát döntően befolyásolja az anyag viszkozitása, sűrűsége, illetve a folyadék felületi feszültsége.
Pneumatikus szórással (gyakorlott felhasználó esetén) szép, egyenletes réteg hozható létre, a szóráskép is kedvező, lehetővé teszi nagy felületek szórását egymással átfedésben szórt sávok formájában. Nagy hátránya, hogy a felviteli hatásfok alacsony: 30–40% körüli. A nagy veszteség a nagy nyomás miatt visszapattanó (így levegőbe kerülő), – a az eltérő sebességű levegővel ütközve kipattanó (így levegőbe kerülő), – illetve a szórópisztoly fúvókájához tapadva kiperdülő cseppek képezte „szórásködből” adódik.
A veszteség csökkentése érdekében vizsgálták, hogy hogyan lehetne a visszapattanó és kipattanó szemcsék mennyiségét csökkenteni. Egy kézenfekvő megoldás a levegő nyomásának csökkentése volt. Alacsonyabb nyomású és ezt ellensúlyozandó nagy levegőmenynyiségű szórással való kísérletezés vezetett a HVLP (high volume, low pressure = nagy térfogat, kis nyomás) pisztolyok kifejlesztéséhez.
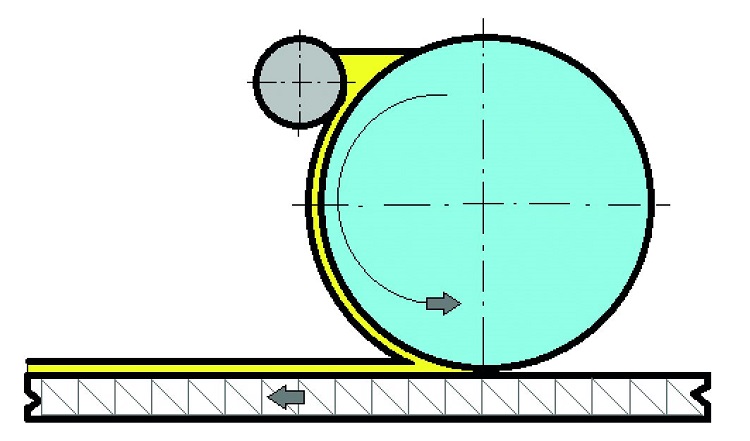
Reverz öntési eljárás vázlata (Csiha Cs.)
A porlasztónyomás jellemzően 0,5 és 1 bar közötti, miközben a szállított levegő mennyisége 3–4 m3/kg lakk (ez kb. 8–9-szerese a hagyományos pneumatikusra jellemző értéknek). A hatásfok 5–10%-ot javult, azonban a szórópisztolyt közelebb kell tartani a munkarabhoz mint pneumatikus szórásnál, ez nagy felületek esetén kényelmetlen lehet. Egy másik ötlet a veszteségek csökkentésére, a szóráskúpból való kipattanást előidéző levegő elvonása az eljárásból, a levegő nélküli, úgynevezett „airless” szórás kifejlesztéséhez vezetett.
Két vállfaja ismert: a nagynyomású levegő nélküli szórás során 100–300 bar nyomás – míg az „alacsony” nyomású levegő nélküli szórásnál 6–10 bar nyomás alá helyezik a porlasztandó anyagot, amely szűk fúvókán át kipréselődve, pusztán a nyomás hatására porlasztódik cseppekre. A cseppek durvábbak, mint a pneumatikus porlasztásnál. Megnőtt a felületről visszapattanó cseppek mennyisége a nagy nyomás miatt, így a hatásfok csak kismértékben javult.
Hátránya, hogy nagy mennyiségű anyagot juttat egyszerre a felületre, sarkosak a szóratsávok, ezért főként lécalakú termékek felületkezelésére ajánlott. További hátrány, hogy a szóróberendezés nehezen kézben tartható a nagy nyomás miatt, illetve, hogy összességében drágább, mint a pneumatikus. Előnye, hogy a porlasztott anyag olyan helyekre is behatol (belövődik), ahová a hagyományos pneumatikus szórásokkal nem tud, hogy egyszerre vastag réteg képezhető, sűrű anyagok is szórhatók (mint pl. a vizes rendszerek), azonban vizes lakkokhoz/festékekhez speciális fúvókára van szükség.
A kedvezőtlen szórásképen az „airmix”, vagy más néven levegővel kombinált szórás kifejlesztése segített. Az anyagot 20–60 bar nyomáson porlasztják, és azért, hogy a szóráskép kedvező legyen, melléporlasztanak 0,2 és 2 bar közötti levegővel, így előzve meg a sávos megjelenést. Nehezen kézben tartható, ezért főként szóróautomatákban alkalmazzák. Az elektrosztatikus szórás egy, a fémiparból átvett technológia, melynek során por, illetve folyékony felületkezelők magas hatásfokkal juttathatók a felületre (60–95%).
Egyenletes réteg elérése érdekében a nedvességeloszlásnak egyenletesnek, a hordozó nedvtartalmának pedig minimum 10%-osnak kell lennie. Tömörfa alkatrészek esetén méretfüggő, kevésbé kézben tartható eljárás. MDF, illetve egyéb homogén szerkezetű fából készült lapok esetén jól bejáratott eljárások elérhetők.
Folytatjuk.
Kapcsolódó dokumentum:
felueletkezelesi-eljarasok-1-resz
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei