Sima ügy?
A famegmunkálás gépesítésének korszerűsítése a csiszolási feladatok terén is kívánatos. Aki ezt a természetes és nemes alapanyagot értékes bútordarabbá szeretné átalakítani, annak felületkezelés nélkül is kellemes tapintású felületet kell létrehoznia.

Ezúttal a széles szalagú csiszológépek világába pillantunk be. Ebbe a kategóriába az 500 mm-nél szélesebb csiszolófelülettel rendelkező gépek tartoznak. Ez a tartomány 1100–1350 mm-ig terjed alapesetben, egyedi igények esetén az 1650 mm-t is elérheti a kkv-szektorban, de a nagyipari megoldások akár 3200 mm-t is tudnak. Alkalmazási területük a tömör fa, furnérozott/rétegelt termékek lapcsiszolása. (Élfelületek csiszolására nem alkalmasak.) A csiszolási feladat a gép felszereltségétől és az alapanyagtól függően sokrétű lehet: kiegyenlítő (egalizáló) durva csiszolás (tömör fánál), felületkezelés előtti finomcsiszolás, lakkozott, festett felületek köztes csiszolása, illetve finiselése.
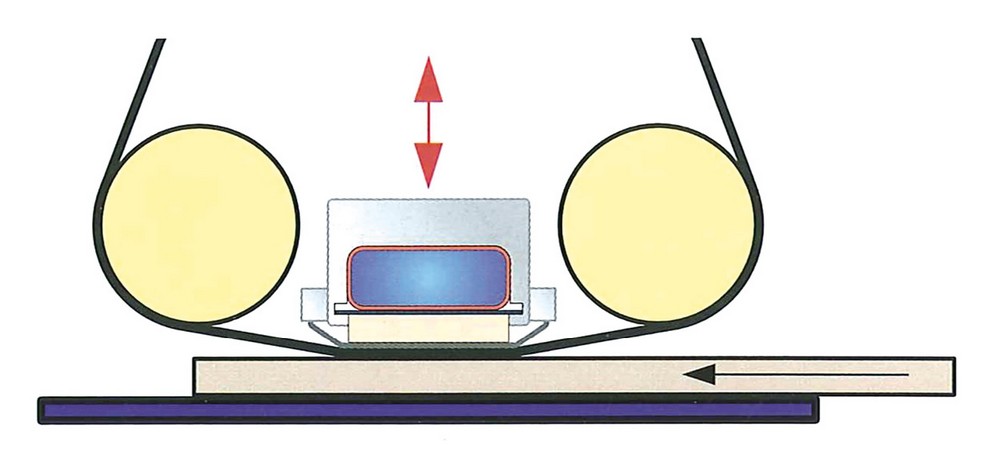
Légpárnás csiszolótalp működési elve
A hagyományos hengercsiszoló gépek alapvető problémája, hogy csiszolás közben a csiszolandó felület és a csiszolást végző szerszám közötti érintkezés vonal menti, azaz egy nagyon keskeny felületre koncentrálódik. Ez csiszolási egyenetlenségekhez vezethet. Sokkal jobb csiszolási eredmény érhető el, ha a csiszolás közben a csiszolandó felület és a csiszolószerszám közötti érintkezés nem vonal menti, hanem felület menti. Ezt a módszert használják a széles szalagú csiszológépek a gumibevonatos kontakthengerek alkalmazásával, illetve – ezt kombinálva – talpas (papucsos) csiszolóegységekkel. Sok múlik azonban a vezérlési lehetőségeken.
Elektronikus vezérlésű nyomófej-sor a Webertől
TECHNOLÓGIAI MEGOLDÁSOK
Az egyik ilyen rendszer a sűrített levegővel vezérelt nyomógerenda. A gép érzékeli a bejövő munkadarab befoglaló méreteit, és annak megfelelően emeli vagy süllyeszti a légpárnás csiszolótalpat (így az alatta futó csiszolószalagot), hogy az szinkronban mozoghasson az elülső, valamint a hátsó, lefutó éllel – a túlcsiszolás elkerülése miatt. Itt tehát a rendszer a munkadarabot „nyilvántartásba veszi” annak minden paraméterével, és az előtolás közben eltelt idő vagy a megtett út figyelembevételével a szükséges pillanatban szorítja rá, valamint engedi fel a légpárnás csiszolótalpat.
A módszer nyilvánvaló előnye, hogy a párnára jutó sűrített levegő egyenletesen osztja el a csiszolószalagra jutó nyomást a munkadarabon. A hátránya viszont, hogy – munkadarabszkenner vagy egy megfelelő csiszolótalp-vezérlés nélkül – a munkadarabon belüli határvonalakat, pl. kivágott területeket nem ismeri fel.
Vannak olyan módszerek, amelyek már képesek a felületen belüli finom különbségek érzékelésére is. Itt a csiszolást végző teljes felületet szelvényekre, szegmensekre osztják. Minden ilyen szelvényhez tartozik egy fém nyomótalp, valamint egy vezérelhető nyomófej. Mivel mindegyik ilyen szelvényhez önálló irányítás tartozik, így eltérő nyomóerő is rendelhető hozzá. A munkadarab felületi jellemzőihez még a csiszolás megkezdése előtt szkennelésből származóan lehet információkhoz jutni. Ha például az alkatrész eltérő vastagságú tartományokkal rendelkezik, akkor ennek megfelelően igazodnak a csiszolószalagot mozgató nyomótalpak is. Ez egy meghatározott tűrési tartományt (általában max. 2 mm) meghaladva lép működésbe, ezen belül egységes a nyomóerő. Ez a vetemedett alkatrészekre is vonatkozik. Sőt, bizonyos gyártóknál a párhuzamosan adagolt munkadarabok esetén is működik ez a rendszer. Természetesen, ahol a felületen belül nincs egyedi megmunkálású részterület, ott egyenletes nyomóerővel biztosítja a módszer az egységes csiszolási teljesítményt.
Az ötlet jó, számos gyártó alkalmazza is, de a kivitelezési megoldások eltérőek. Van, ahol pneumatikusan, azaz sűrített levegővel vezérlik a nyomófejeket.
Három munkaegységes berendezés a Heesemann cégtől
Ugyanakkor például a Heesemann, vagy a Weber nem sűrített levegővel, hanem elektromos úton oldja ezt meg. Ebben a megoldásban az érintkezéshez szükséges megfelelő nyomást elektromágnesek generálják. Ezen gyártók szerint a rendszer olajjal és vízzel való szennyeződése, ahogy az a pneumatikus elemeknél előfordulhat, ebben az esetben kizárt.
PLUSZKÉPESSÉGEK TÁRHÁZA
A hatékonyabb és viszonylag kényelmesebb munkavégzéshez számos további vezérlés nyújthat segítséget. Tekintsük át ezeket!
TOVÁBBI CSISZOLÓEGYSÉGEK ELHELYEZÉSE.

Keresztirányú csiszolóegység a Kündigtől
A kontakthengerhez, vagy az ezzel kombinált csiszolótalpas egységhez további munkaegységek is kerülhetnek. Ilyen a keresztszalagos megoldás. Itt a szálirányú rostokat szétszakító szalag valójában jobban előkészíti a felületet arra, hogy az ezután következő hosszirányú csiszolás könnyebben eltávolítsa azokat. Vannak gyártók, akik a ferde, rézsútos irányban elforgatott szalagokban hisznek. Terjedőben vannak az „X” megoldások, ahol is a legtöbb csiszolási folyamat (egalizálás, hossz- és keresztcsiszolás) egyetlen munkaállomáson helyezkedik el, és kezelői irányítással lehet váltogatni a munkát végző szalagokat.
Vastagság. Itt a munkadarab vastagságát automatikusan méri a rendszer, amihez a kezelőfelületen keresztül betáplált kívánt vastagságot figyelembe véve hozzáigazítja a felső munkaasztalt. Általánosságban ugyanis a megmunkáló szerszámok felső elrendezésűek, így az alsó munkaasztal állandó magasságú. (Kivételt a kétoldalas csiszolóberendezések, valamint a hatékonyabb termelési lánc érdekében elhelyezett alsó csiszolású gépek képeznek.)
Gyalufejaggregát. A táblásított alapanyagok csiszolása során a ragasztóval keveredő csiszolatpor gyakoribb szalageltömődést okoz. A tömör fa alapanyagok megmunkálása során pedig lehetnek jelentősebb vastagságbeli különbségek. Ilyen esetekben a csiszolást végző rendszer terhelése helyett egy spirális gyalufej elhelyezése hatékonyabb munkavégzést eredményezhet, ráadásul egyetlen berendezésen belül.
Poreltávolítás. A csiszolószalagra rárakódó csiszolatpor csökkenti a szalag élettartamát, és a csiszolási minőséget is. Ez alól a tapadásmentesített szalagok sem igazán jelentenek kivételt. Erre fejlesztették ki a csiszolószalag-lefújató eszközt. A sűrített levegővel táplált fúvókák egész sora áll rendelkezésre, hogy lefújja a port a szalagról, és a tisztább felülettel eredményesebb legyen a csiszolás.
Strukturált felületek. Fémsodrony, illetve műanyag kefélőegységekkel szálirányban futó mintázatot, öregbített hatást, a keresztirányú csiszolással pedig fűrészelt, divatos szóval vintage hatást lehet elérni. Ezek ugyanis manapság keresett felületkialakítási módok.
Képek
http://www.unisand.com
https://www.holzschleifmaschine.de
https://www.kundig.com
https://wtp.hoechsmann.com
https://www.heesemann.com
Kapcsolódó dokumentum:
sima-ugy
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei