Az utolsó simítások
A tömörfa-megmunkálás elképzelhetetlen csiszolás nélkül. Ez a lépés az, mely a felületkezelést megelőzően a natúr fa felületét előkészíti a felületkezelésre. Az esztétikai kívánalmak mellett a felületkezelő anyag tapadásának biztosítása az egyenletes felület. Kialakításának feltétele a megfelelő csiszolóanyagok használata.

Csiszolóvászon
A csiszolás célját több szempontból is megfogalmazhatjuk. Az ilyen szempont, amikor azért csiszolunk, hogy az előzetes forgácsoló megmunkálás nyomait (pl. marókés, esztergakés nyoma) eltüntessük az anyagról. Másik szempont, amikor pontos keresztmetszetre, sík felületre (egalizálás), esetleg íves formára akarunk kimunkálni egy faanyagot. A harmadik esetben pedig felület-előkészítés céljából történik meg a csiszolás. Ritkább esetben ragasztás előtt alkalmazunk csiszolást, hogy érdesített felületet kapjunk, amely biztosítja a megfelelő ragasztási szilárdságot a faanyagok között (pl. keményfák esetén).
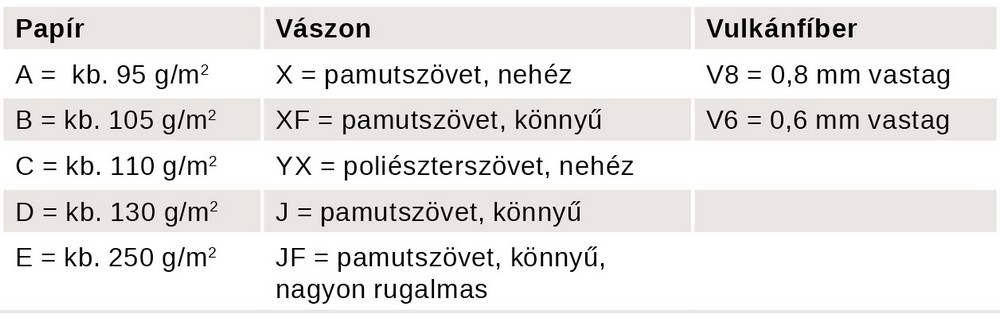
1. táblázat: a hordozóanyag összetételének jelölései a termékeken
A csiszolás során finomszemcséket választunk le a faanyagról. Ebben a folyamatban a csiszolószemcsék különálló forgácsolószerszámokként vesznek részt. Egy-egy csiszolószemcsének ugyanúgy megvannak a saját paraméterei, mint egy forgácsolószerszámnak, ugyanakkor a szemcsék geometriai formája csiszolás közben állandóan változik, hiszen az igénybevétel során újabb és újabb élek keletkeznek. Attól függően, hogy milyen munkaműveletet végzünk, illetve milyen faanyagot csiszolunk, kell megválasztanunk a csiszolóanyagot.
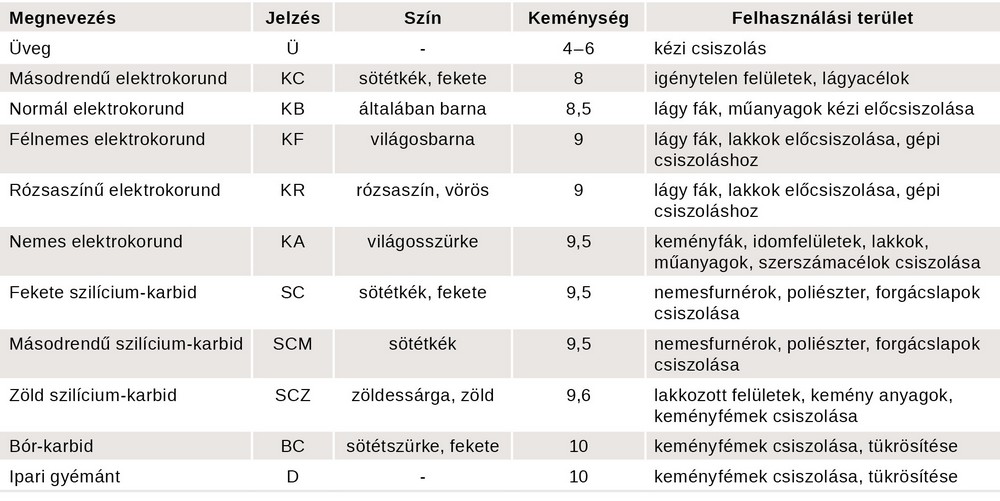
2. táblázat: csiszolóanyagok típusainak jelölései
A csiszolóanyag kiválasztásakor három jellemző tulajdonságot kell figyelembe vennünk:
- a csiszolószemcse hordozóanyagát;
- magának a csiszolószemcsének az összetételét;
- valamint a kötőanyagot, amivel a csiszolószemcséket rögzítjük a hordozóanyagra.
A hordozóanyag többféle lehet, a legtöbben egyszerűen „csiszolópapírként” gondolnak a csiszolóanyagokra. A hordozóanyag azonban készülhet papírból, gyapjúból vagy szintetikus szövetből, esetenként a papír és a vászon kombinációjából, vagy éppen cink-kloriddal kezelt papírból (vulkánfíber). Ezeket a hordozóanyagokat az alábbi módokon jelölik a termékeken (1. táblázat).
A kötőanyag esetében két feltételnek kell teljesülni: legyen szilárd és legyen rugalmas. A megfelelő szilárdság érdekében az alapkötőanyagon kívül még alkalmaznak egy fedőkötőanyagot is, így rögzítve megfelelően a csiszolószemcsét a hordozóanyaghoz. A kötőanyag esetében az alábbi variációkról beszélhetünk:
- mindkét anyag bőrenyvből készül (mivel ez nem vízálló, így csak szárazcsiszoláshoz jó);
- bőrenyv az alapkötőanyag és műgyanta a fedőkötőanyag (szárazcsiszolásra, magasabb terhelés mellett);
- mindkét anyag műgyanta (impregnált szemcsehordozó esetén teljesen vízálló).
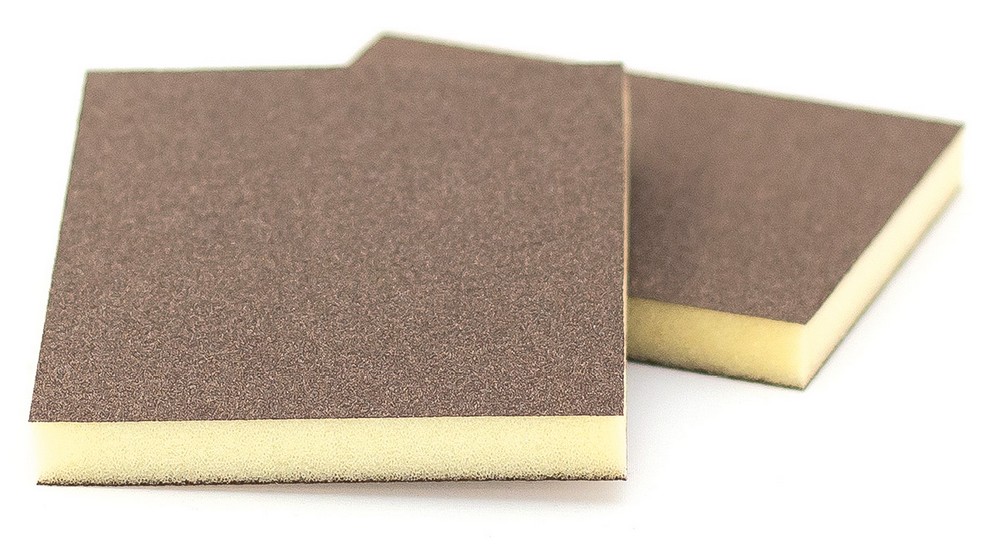
Csiszolószivacs
Mivel többféle műgyantaragasztó létezik, így alkalmazástól függően keményebb vagy rugalmasabb kötőanyagokat tudnak létrehozni, így biztosítva a jobb felhasználást. A csiszolófelület tisztán tartása érdekében még elhelyezhetnek a csiszolóanyagon kálciumsztearát bevonatot is, amely a keletkező csiszolatpor jobb kilökődését és így a csiszolóeszköz hosszabb élettartamát biztosítja.
A harmadik tényező a csiszolószemcsék anyaga. Ebben az esetben természetes és mesterséges anyagokról beszélhetünk. Természetes alapanyag a kova, gránit, természetes korund, azonban elterjedtebbek a mesterséges anyagokból készült csiszolószemcsék, melyek jellemző tulajdonságait az alábbi táblázat foglalja össze (2. táblázat).
Mint a fenti táblázatban is látható, a legsűrűbben használt anyagok: a szintetikus korund, vagy más nevén alumínium-dioxid, amely nagyon kemény és sűrű; valamint a szilícium-karbid amely mintegy 60%-ban tartalmaz kvarchomokot és 40%-ban petrolkokszot. Durva kristályszerkezete és kemény éle miatt kiválóan alkalmas kemény és szívós anyagok megmunkálására.

Acélgyapot
Azonban nemcsak a csiszolószemcse anyaga alapján különböztethetjük meg a csiszolóanyagokat, hanem a hordozófelületen történő elhelyezkedés is egy fontos feltétel, így beszélhetünk nyitott, illetőleg sűrű szórású csiszolóanyagokról. A nyitott szórás esetében a csiszolószemcsék távolabb vannak egymástól, a hordozóanyagot mintegy 50–70%-ban töltik ki. Sűrű szórás esetén a szemcsék között nincsenek távolságok, vagyis 100%-os a lefedettség. Mivel a szórás elektrosztatikus módon történik, így elérhető az, hogy a szemcsék mindig a hegyesebb felükkel kifelé állva helyezkednek el, ezáltal biztosítva a kezdeti vágóél-teljesítményt és az egyenletes csiszolási kép megvalósulását.
Mindenféleképpen szót kell ejtenünk a csiszolószemcsék nagyságának osztályozásáról, hiszen a legtöbb esetben ez a tényező az, ami alapján csiszolópapírt/csiszolóvásznat választunk. Minél durvábbak a szemcsék, annál kisebb a jelzőszámuk, minél finomabbak, annál nagyobb ez a szám. A DIN 69176 szabvány szerint jelenleg a következő sorrend érvényes: (P12); P16; (P30); P36; P40; P50; P60; P80; P100; P120; P150; P180; P220; P240; P280; P320; P360; P400; P500; P600; P800; P1000; P1200 és szuperfinom. A szemcséket P220-ig makroszemcséknek nevezzük, efölött már mikroszemcsék.

Szilícium-karbid
A csiszolás természetesen több lépésben történik, éppen ezért az előzőekben felvázolt szemcseméreteknek nagy jelentőségük van. Előcsiszolás esetén (pl. forgácsolószerszámok nyomainak eltüntetése, keresztmetszet kialakítása) durva csiszolóanyagot használunk (P60-P80); utáncsiszoláskor az előző csiszolás nyomait tüntetjük el, így már finomabb papírt (P100-P120) kell használnunk; végezetül pedig a simítócsiszolás/finomcsiszolás során már igen finom (P150-P180) szemcsenagysággal dolgozunk.
A csiszolás során érdemes átgondolni azt, hogy egy kellően megcsiszolt felület jóval kevesebb felületkezelő anyagot vesz fel, mint egy kevésbé kidolgozott felület. Arról sem szabad megfeledkeznünk, hogy a fa nedvességtartalma is befolyásolja a csiszolt felület kialakítását, hiszen csak száraz fa esetén lehet elérni jó minőségű felületet. Ugyanakkor a faanyag sűrűsége is befolyásolja a csiszolást: minél magasabb a sűrűsége, annál rosszabb hatásfokkal tudunk csiszolni. Ehhez kapcsolódik az is, hogy a csiszolás során ügyelnünk kell a helyes csiszolónyomásra is. Egy kopott csiszolószalagot felesleges nagy erővel a fa felületéhez nyomnunk, maximum azt érjük el, hogy beégetjük a faanyagot.

Csiszoló

Csiszolószemcsék
Amennyiben különféle idomprofilokat kell átcsiszolnunk, akkor ebben a műveletben segítségünkre vannak a csiszolószivacsok, melyek esetében a hordozóanyag egy poliuretán szivacstömb, melyen elasztikus kötőanyagban a csiszolószemcsék többféle variációja helyezkedik el. Ezen csiszolószivacs segítségével összetettebb profilokat is könnyen meg tudunk csiszolni.
Szintén íves felületek átcsiszolásában nyújt segítséget a fémgyapot, melynek használatával a kisebb rádiuszok, az összetettebb marási profilok is jól csiszolhatók. A hátránya ezeknek a fémgyapotoknak, hogy a farostjai közé könnyen beszorulnak, leszakadnak kisebb részek, melyek aztán a későbbiek során korrodálódhatnak. Éppen ezért fenyőt, lágylombos fát nem is szabad e technológiával megmunkálni, hanem érdemesebb ezt a keményfák esetén felhasználni.
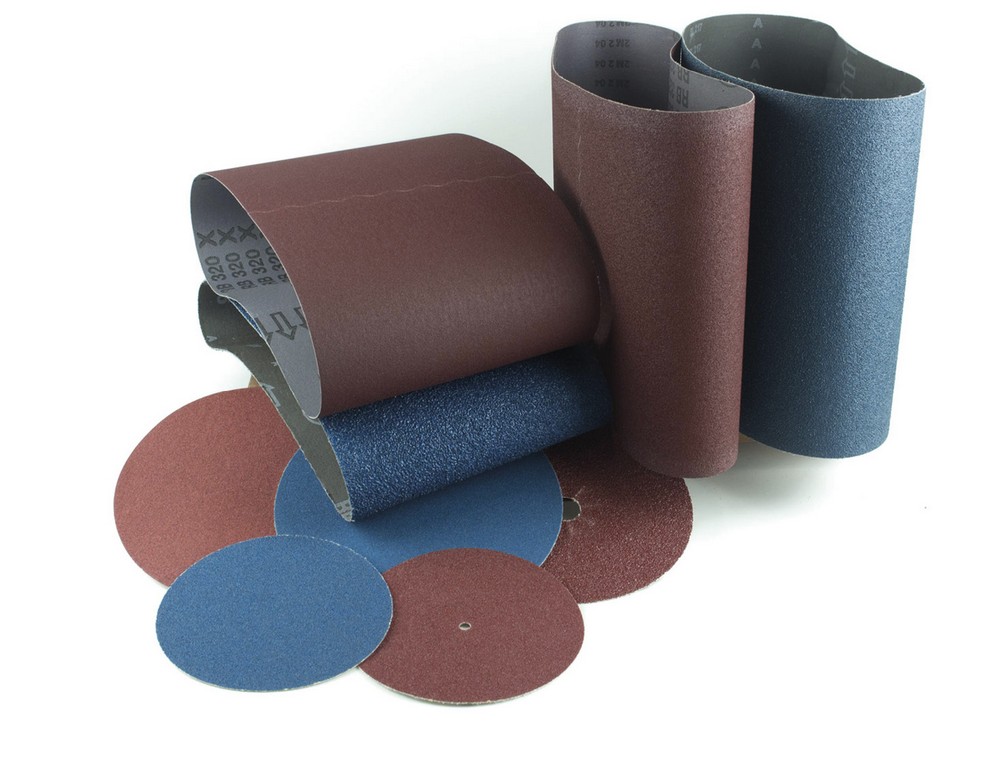
Csiszolóvásznak
A fémszivacshoz hasonlít a műanyag csiszolószövet, mely laza szálas szövetszerkezettel rendelkezik és erre a szálakra tapadnak rá a csiszolószemcsék. Mivel hajlékony, így jól befér a különböző árkolásokba, vagy domború felületekre. Mind finom, mind durva megmunkálásra alkalmasak, és könnyen tisztán tarthatók, akár folyó víz alatt is át lehet takarítani őket.
A csiszolás műveletéhez használhatunk még csiszolópapír-tisztítót is, „csiszolóradírt”, melynek segítségével a csiszolószemcsék közül eltávolítható a beragadt csiszolatpor, gyanta. Azonban mindenféleképpen szükséges leszögeznünk, hogy a nagyon eltömődött csiszolópapírt már nem szabad használni, hiszen az mellett, hogy szennyeződött, a szemcsék is elkoptak rajta. Amennyiben nagyobb erővel nyomjuk a faanyagra, az megég, furnérozott felület esetén pedig vagy kifényesíti a felületet (políroz) a kopott papír, vagy az általunk kifejtett nagyobb erőhatás révén könnyebben átcsiszoljuk a furnért.
A faanyag csiszolása a legtöbb esetben a technológiai sorrend végén helyezkedik el. Érdemes átgondolni, hogy milyen faanyagot milyen felületkezelés alá, és milyen csiszolóanyaggal dolgozunk át, hogy így is megadhassuk a tiszteletet a faanyagnak!
Forrás:
www.proidea.hu/wurth-szerelestechnika-205563/csiszolaskoszorules-271929/csiszolas_koszorules.pdf
https://docplayer.hu/11272772-Mechanikai-megmunkalas.html
Lele Dezső–Földesi János–Neuwirth Edit: Faipari anyag-és gyártásismeret, Műszaki Könyvkiadó
Kapcsolódó dokumentum:
az-utolso-simitasok
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei