Jó alapokra helyezve
Felület… ez az, amivel az ember először kapcsolatba kerül egy tárgy használatakor. A felületet kialakítjuk, létrehozzuk, felépítjük. Ha gyártóként a tárgyak felületét nagy körültekintéssel, tapasztalattal és odafigyeléssel alakítjuk ki, használójának egy életen át örömet szerzünk vele. Ehhez szeretnénk szakmai tanácsokkal szolgálni.
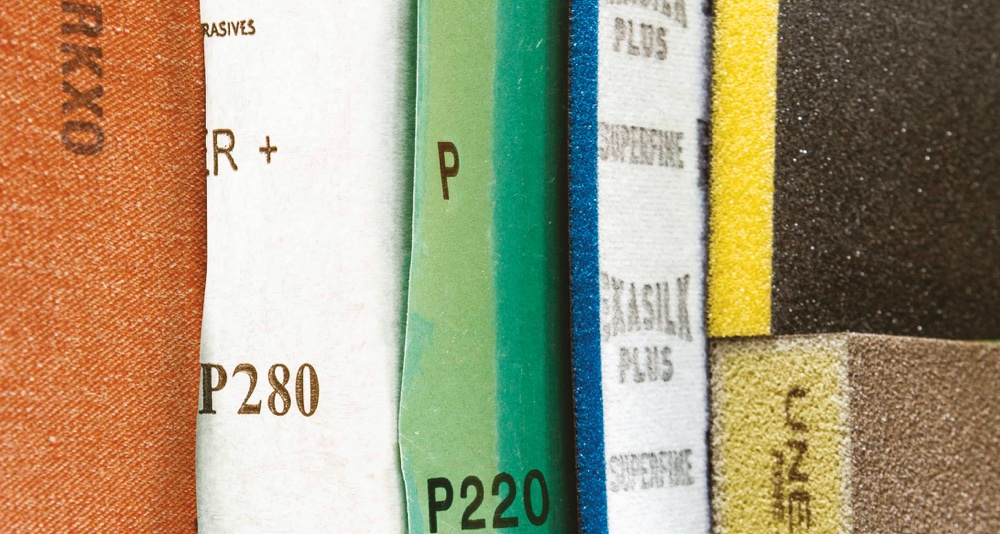
Napjainkban a használati tárgyaink változatos és egyedi megjelenésükkel vonják magukra a tekintetet. Ám ennek eléréséhez elengedhetetlenül szükséges a felület megfelelő előkészítése, a csiszolás is. A felületkezelő anyagok felvitele előtt úgynevezett végcsiszolás történik. Ez nagyban meghatározza a kész termék, tárgy tapintását, valamint hozzájárul ahhoz, hogy az adott felületkezelés a használat helyének megfelelő védelmi és esztétikai szerepet kapjon.
OLAJOZOTT FELÜLETEK
A természetes olajok bevonata – egyszerű felület-előkészítés után – néhány rétegben máris használatba vehető felületet eredményez. Keményfák esetében ezt P180-P220 finomsággal csiszolva érhetjük el. Amennyiben a csiszolás kontaktcsiszoló géppel történik, akkor a papucsos egységgel, P220 finomsággal fejeződjön be! Ez a szálakat túlnyomó részben lenyomja, de nem vágja át, mivel a szalagos csiszolás egyenes vonalban történik. Ennek következtében a szálak nedvesség hatására – bizonyos mértékig – ismét kiemelkednek a felületből. Ennek elkerülésére az excenter csiszológépen P180 finomságú csiszolópapírt használjunk, ami a szálakat elvágja, így olajozáskor egy kevésbé aktív felületet kapunk. Felmerülhet a kérdés: finomabb kontaktcsiszolás után egy durvább szemcsével csiszoljunk? Az egyenes vonalú csiszolás után a körkörös csiszolással egyöntetűvé tesszük a felületet és az átvágott szálak nem okoznak számottevő felületi egyenetlenséget az első réteg felhordása után. A természetes olajok nem igénylik a felület vizezését az első réteg előtt. Hatékonyabb a fent leírt módon excentercsiszolóval elérni a végső felületet az olaj felhordásához. Természetes olajok esetén a rétegek közti csiszolás P400 finomságú és kézi csiszolás legyen! Gépi megmunkálás itt már nem jöhet szóba. Puhafák esetén a szálfelhúzás erősebben jelentkezhet, ezért P280-P320 finomsággal bátran csiszoljuk meg a még kezeletlen fafelületet. Az olajat a felületen eloszlatva, néhány perc várakozás után (legfeljebb 15 perc) elkezdhetjük bedolgozni. Ez történhet nem szálasodó puha ruhával, mikroszálas kendővel, vagy gépi bedolgozás esetén erre a célra kifejlesztett tárcsával. A köztes csiszolás itt is P400 finomsággal, kézi módszerrel történjen.
Az ún. hidroolajok (vízzel emulgeált olaj – a szerk.) esetében a keményfát P220 finomsággal, a puhafát P280-P320 finomsággal csiszoljuk, majd vizezzük! Ezeket az olajokat leginkább kültérben használják, a legjobban védő és ellenálló felületkezelő anyagként. Köztes csiszolásként P220-P280 finomságot használjunk!

A felületkezelés alapja a megfelelő csiszolással történő előkészítés
LAKKOZOTT FELÜLETEK
Vízbázisú lakkok esetén a „vizes csiszolás” már elfogadottabb. A keményfákat P150-P180 finomsággal csiszoljuk vizezés előtt és után! A puhafákat P220-P280 finomságú felület kialakítása után lakkozzuk! A köztes csiszolás P320 finomságú papírral vagy hálóval, illetve P180 puha csiszolószivaccsal történik.
Oldószeres beltéri lakkok felvitele előtt keményfa és puhafa esetén egyaránt P180 szalagos csiszolás szükséges, majd a két réteg lakk között P280 excenteres, vagy P180 csiszolószivaccsal történő kézi csiszolást végezzünk! Vizes csiszolás ennél a lakktípusnál nem szükséges. (Egyszerű szabályként elfogadhatjuk, hogy a vízbázisú felületkezelés igényli csak a vizes csiszolást az első réteg előtt.)
A furnérozott felületek csiszolására a fentiekben ismertetett módszer szintén alkalmazható – a keményfához és a puhafához javasolt technológia szerint.
MDF-lap felületkezelése túlnyomórészt festéssel történik. Az alapozó réteget P150 finomsággal, majd a következő rétegeket P220-P280 finomsággal csiszoljuk. Magasfényű festés előtt legalább P400 finomságú csiszolás szükséges.
FONTOS: amennyiben a köztes csiszolást követően a felületre 5 órán belül nem kerül újabb réteg, a felületkezelés folytatása előtt közvetlenül újra kell csiszolni, hogy az időközben „bezárodó” felületet újra „megnyissuk” a felületkezelő anyag befogadására.
LAZÚROK
Vékony lazúrok esetében elégséges a géppel, P120 finomsággal megcsiszolt felület. Vékony lazúrt a „mozgó” anyagokhoz használunk, amelyek nem tömbösített, hossztoldott alapanyagból készültek. Ez a felületi bevonat követi a faanyag mozgását – tudjuk, a fa addig mozog, míg el nem égetik. Általában két (alapozó és fedő) rétegben kezeljük a fafelületet, köztes csiszolás nem szükséges.
Vastag lazúrokat rétegragasztott alapanyagból készült termékekhez használunk. Itt szükséges a vizes csiszolás, mert az első néhány réteget nem szabad köztes csiszolással elvékonyítanunk, miközben nedvesség hatására szálfelhúzás fog történni. A vizezett felületet P220 finomsággal csiszoljuk. Az elsőként felhordott primer anyag a fa védelmének egyik legfontosabb résztvevője. Ezután alapozó következik, amit műszálas csiszolótermékekkel finoman megcsiszolhatunk. Itt a „fine” vagy a „very fine” finomságot használjuk! A következő réteg után már P220-P280 finomságú köztes csiszolás szükséges. Amennyiben már meglévő, jó állapotú felületet kell felújítani (vékony és vastag lazúr esetében), P280 finomsággal csiszoljunk! Kültérben elhelyezett fafelületek esetén nem szükséges a felület túlzott finomsága, ami ezáltal természetesebb hatást kelt.
FONTOS: a gépi csiszolás finomságát két lépcsővel finomabb kézi csiszolással tudjuk elérni. Például: P120 gépi csiszolás = P180 kézi csiszolás.
CSISZOLÓANYAGOK – ELTÉRŐ HORDOZÓK ESETÉN
A csiszolóanyagokat tekintve a papírhordozós termékek használata javasolt. Ezeket a megfelelő felfogó eszközre rögzítve használjuk. Amennyiben tépőzáras rögzítésű csiszolópapírral dolgozunk, a csiszolófelületet teljes mértékben kihasználhatjuk, és – megfelelő eszközök esetén – a tépőzáras csiszolópapírral (felhelyezéstől függően) akár falcokat, külső vagy belső íves felületeket is könnyedén meg lehet csiszolni. A hordozó vastagságát tekintve az A, a B vagy a C jelölés javasolt, ezek a vékony, könnyen hajtogatható papírok jelölései. Vászonhordozót egyedi igények alapján szoktak használni. Háló (rács) alapú csiszolók is használatosak a felületkezelés köztes csiszolására. Nagy előnyük, hogy alig tömődnek el – hálós szerkezetüknek köszönhetően. Alapvetően felületkezelő anyagok csiszolására használatosak, de ezen felül még műanyagokat, kompozit anyagokat, autóipari és fémipari festékeket, és magát a fémfelületet is csiszolhatjuk a megfelelő kivitelű rácsokkal.
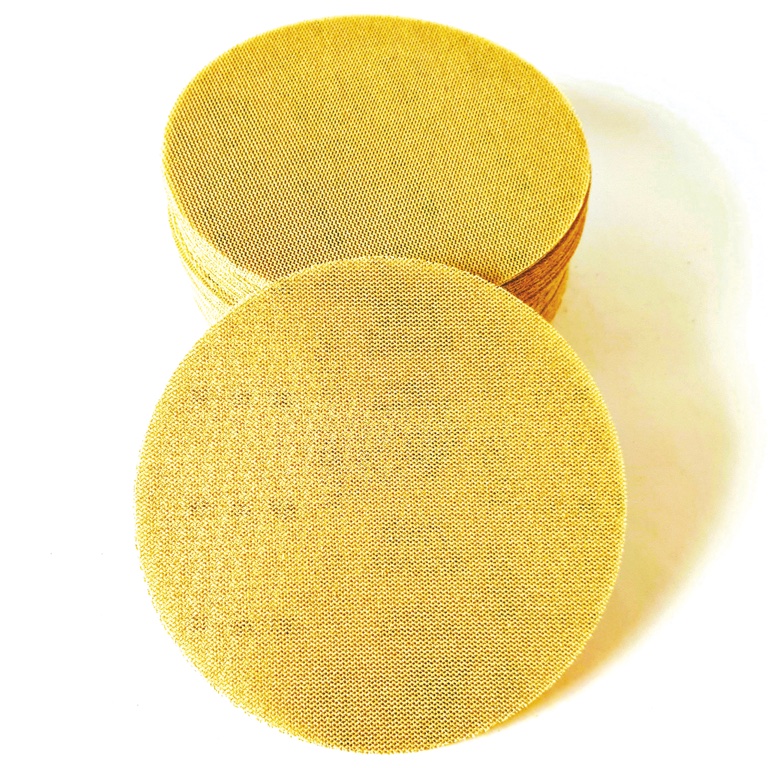
A csiszolórács kevésbé tömődik el
A műszálas szerkezetű csiszolótermékekkel (vlies, scotch brite) a tagolt, bonyolult mintázatú felületeken érhetünk el jó eredményt. Amennyiben sík felületet csak lágyan szeretnénk csiszolni, akkor is ez a műszálas szerkezet javasolt. Alacsony lehordásának köszönhetően nem kapja le a felületkezelő anyagot az élekről, de a szálfelhúzásokat eltávolítja, így a következő réteg tapadó felületét előkészíti.
A szivacs alapú csiszolók egy speciális, a szokásosnál tömörebb habanyag felületi impregnálásával készülnek, amelyre ezután – a papír/ vászon hordozóhoz hasonlóan – kötőanyag segítségével rögzítik a szemcséket. A szemcsejelölés és a csiszoláskor elért felületi finomság az általában megszokotthoz képest eltérő, mivel a szemcse nem kap olyan kemény támasztást, mint papír- vagy vászonhordozó esetében. A szemcsék a hordozórétegbe benyomódva finomabb felületet eredményeznek.

A csiszolószivacs ellensúlyozza az ujjak általi nyomáskülönbséget
A szivacshordozóval ellátott papír és vászon csiszolóanyagok segítségével jobb eredményt tudunk elérni. Ezeket akkor használjuk, ha nincs lehetőség (pl. szűkös helyeken) a csiszolófára felfogott papírral vagy vászonnal dolgozni. További előnye, hogy a papír- vagy vászonhordozóra ragasztott szivacsréteg segítségével jobban eloszlik az ujjaink által kifejtett nyomás, így homogénebb csiszolási felületet tudunk elérni kézi csiszolás esetén.
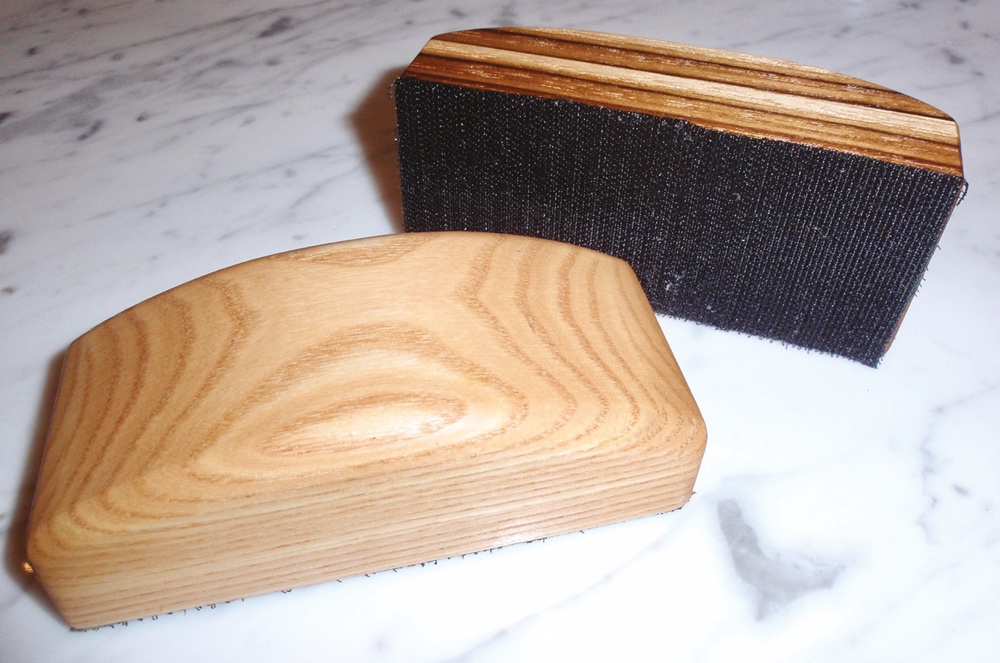
Csiszolófa kialakítása tépőzáras csiszolóanyagokhoz
A változatos csiszolóanyag- és szemcsekínálatból mindenki megtalálhatja a munkájához leginkább megfelelőt.
A szerző a Peza Csiszolóanyag Kft. ügyvezetője.
Képek:
www.sandpaper.com
www.judonoticias.com
www.qualitymill.com
www.pinterest.com
ebrasives.com
A lapra az alábbi linken fizethet elő:
https://faipar.hu/magyar-asztalos-elofizetes
Kapcsolódó dokumentum:
jo-alapokra-helyezve
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei