Csiszolóanyagok felépítése
Amikor a csiszolás szó elhangzik, az asztalosok egy része habzó szájjal és vérben forgó szemekkel reagál. Ez lefordítva a „nemszeretem, de muszáj megcsinálni” nonverbális kommunikációja.

Mások elfogadják, megértik a folyamat lényegét, bár szintén a „nemszeretem” munkák közé sorolják. Pont ezért keresik a szakemberek a minimális élőmunkát követelő technológiákat.
Akárhogy is, sajnos minden művelet nem váltható ki gépekkel. Azonban sok esetben azt tapasztaljuk, hogy a legnagyobb probléma nem annyira a csiszolással, mint művelettel van, hanem annak hatékonyságával. Ennek két fő oka lehet. Az egyik a nem megfelelő gép, eszköz megválasztása. A második a nem megfelelő csiszolóanyag megválasztása (nyilván a harmadik eset ezeknek az együttes alkalmazásából eredhet).
Tegyük félre korábbi tapasztalatainkat egy kis időre, és próbáljunk meg eligazodni ebben a félreértésekkel szegélyezett rögös útvesztőben.
Alapkérdés: mindegy-e mivel csiszolunk? Pár száz éve ez biztos így volt, de mára a felületkezelő anyagok olyan mérvű felületelőkészítést követelnek, hogy egyáltalán nem mindegy mivel, mennyit, hogyan…
A kezdő asztalos, amikor egy csiszolóanyagokkal teli polc előtt áll, olyan képet fest, mint Ádám anyáknapján. Még ha a szemcsejelölést ismeri is, a színek kavalkádja és a papírok, vásznak vastagsága, mérete, alakja már káoszt mutat. Két megoldás van. Vagy tapasztalati úton ismerjük meg a különböző tulajdonságú anyagok fára gyakorolt hatását, vagy kicsit utána olvasunk. Ebben próbálunk segíteni.
Látszólag a csiszolóanyagok felépítése roppant egyszerű. Szemcsék egy hordozófelületen.
A helyzet az, hogy ennél árnyaltabb a kép. Kezdjük a sort a csiszolóanyagok felépítésével.
Fedő kötőanyag (fedőragasztó)
Műgyanta és töltőanyagok - ezek rögzítik véglegesen a csiszolószemcséket a hordozón.
Fedőragasztóként a kötőanyag másodszorra felvitt rétegét jelöljük a papír- és vászonalapú csiszolóanyagok gyártásánál. Ez a réteg a hordozóra már az alapragasztó réteggel rögzített csiszolószemcsékre kerül felhordásra. A fedőragasztó réteg fő feladata, hogy a csiszolószemcsét a ragasztóban tartósan rögzítse. Mindenekelőtt kiegészítő támasztóerőt kell biztosítania az oldalirányú erőhatásokkal szemben, melyek a csiszolási folyamat során folyamatosan hatnak a szemcsére. Mellesleg a fedőragasztó réteg határozza meg a termék jellemző színét.
Szemcse
Anyaga lehet: korund, cirkon-korund, kerámia, szilícium-karbid, gyémánt.
Alap kötőanyag
Műgyanta, ami a szemcsét a kívánt helyzetben és eloszlásban előrögzíti.
Hordozó
Anyagát tekintve lehet: papír, vászon, fiber, fólia.
Ennek a négy alkotóelemnek az együttes közreműködése kell ahhoz, hogy a rendszerünk működjön.
A papírhordozó kedvező árú, és főként a szilárdság tekintetében csekély követelményű alkalmazásoknál használják (sík csiszolás).
A szövetalátétek sokkal erősebbek a papíralátéteknél és ezért rendszerint a szakítószilárdság tekintetében magas követelményekkel rendelkező alkalmazásoknál használják, például leválasztó csiszolásnál vagy csiszolószalagokkal való profilcsiszolásnál.
A fiber (vulkánfiber) egy pamut- és cellulózszálból készült anyag, amely nagyon homogén és stabil hordozóanyagot biztosít, amit kizárólag fibertárcsákhoz használnak.
A fólia hordozó egy vékony poliészterfilmből áll, amely nagyon sima és nagy szakítószilárdságú hordozóanyagot biztosít. Elsősorban tárcsákkal és szalagokkal történő finomcsiszoláshoz használják, különösen a lakkozás területén.
A különféle szemcsék keménysége
Ruby
Természetes eredetű szemcse, faanyagok kézi csiszolására.
Mohs-skála szerinti keménységi fokozata: 7-7,5.
Természetes eredetű szemcse, színes- és nemesfémek finom megmunkálására.
Mohs-skála szerinti keménységi fokozata: 7,5-9
Cirkon-korund
Szintetikus anyag, ötvözött acélok, ásványok, CK-lap (cementkötésű forgácslap) csiszolására.
Mohs-skála szerinti keménységi fokozata: 9
Barna-korund
Szintetikus anyag, fémek csiszolására.
Mohs-skála szerinti keménységi fokozata: 9
Félnemes korund
Szintetikus anyag, faanyagok és fémek csiszolására.
Mohs-skála szerinti keménységi fokozata: 9
Fehér-korund
Szintetikus anyag, faanyagok, lakk és festék csiszolására.
Mohs-skála szerinti keménységi fokozata: 9,4
Szilícium-karbid
Szintetikus anyag, üveg, kő forgácslap MDF csiszolására.
Mohs-skála szerinti keménységi fokozata: 9,3-9,7
Gyémánt (ipari)
Szintetikus anyag, üveg, kerámia, márvány csiszolására.
Mohs-skála szerinti keménységi fokozata: 10
Ezeket a szemcséket kell valamilyen hordozóanyagra rögzíteni. Ahogyan azt az előbbiekben már említettük,ez a legtöbb esetben ez papír, vagy vászon. Természetesen itt is óriási különbségek vannak. Ezért egy adott gépre történő papír, vagy vászonválasztásnál jól jöhetnek a következő adatok:
A papír hordozóréteg jelölése és fajtái
A – kézi finom csiszolás (85 g/m2-ig)
B – kézi csiszolás (86-110 g/m2)
C – kézi és könnyű gépi csiszolás (111-135 g/m2)
D – kézi csiszolás, kézi csiszológép (36-220 g/m2)
E – gépi csiszolás keskeny szalaggal (221-270 g/m2)
F – gépi csiszolás keskeny és széles szalaggal (271-350 g/m2)
G – durva gépi csiszolás széles szalaggal (351-500 g/m2)
A vászon hordozóréteg jelölése és fajtái
H – extra lágy – rugalmas profilcsiszolás
JJ – nagyon hajlékony – kézi és gépi csiszolás
J – hajlékony – gépi csiszolás
X– kemény vászon – sík felületek gépi csiszolása
Y – nagyon kemény – sík felületek nagy igénybevételű csiszolása
Z – extra kemény – szegmentált szalagok
Elmondható, hogy sok esetben a papír hordozóréteg alkalmazása elegendő. Relatíve olcsónak mondható, de vannak olyan csiszoló technológiák, amelykehez alkalmatlan. Ilyen például, ha elvárás, hogy a szalag felvegyen egy adott formát. Ebben az esetben „H”, extra lágy vásznat kell alkalmaznunk. Profilcsiszolásnál ez kiemelten fontos.
A vásznak jobban elviselik a mechanikai behatásokat, illetve a kisebb rádiuszú hengereken is hajlékonyabbak. Az is igaz, hogy bizonyos erősség alatt hajlamosak az egyenetlen nyúlásra és ez által vándorolhat a végtelenített szalag a vezetőtárcsán.
Szemcse eloszlás
Nyitott szórás
A hordozófelületen a szemcsék egymástól való távolsága nagyobb, eloszlása ritkább, ezáltal nagyobb mennyiségű csiszolatport képes átmenetileg tárolni, illetve eltávolítani a felületről. Puha anyagok megmunkálására alkalmas, mivel ezeknél a leválasztás gyorsabban történik időegység alatt. Viszont a szemcsék közti térnek el kell tudnia „vinni” a sok csiszolatport, hogy azt ne keverhesse vissza az anyagra. Jellemző probléma, hogy az elégtelen porkihordás és a rossz elszívás miatt a csiszolószalag és az alapanyag is melegszik, ami a csiszolási minőség romlását eredményezi.
Zárt szórás
A szemcsék egymástól való távolsága kisebb, sűrűbb eloszlású. A nagyobb szemcsesűrűség nagyobb számú vágóélt jelent, ami nagyobb lehordást, hatékonyabb csiszolást, egyenletesebb felületet eredményez. Tipikus esete a kemény anyagok megmunkálására.
Szemcseszórás
Mechanikus szórás
A gyártás során a szemcsék saját súlyuktól hullanak a kötőanyaggal bevont hordozóra. A mechanikus szórással készült csiszolóanyagok csiszolási képessége kevésbé agresszív, ezért végső csiszolásokra, finiselésre használjuk.
Elektrosztatikus szórás
A hordozóanyag és a szemcsék ellentétes polaritású töltést kapnak, az így kialakult elektrosztatikus vonzás eredményeképpen a szemcsék nagyobb erővel csapódnak a hordozóra, mélyebbre hatolnak a kötőanyagba, így ez a technológia egy agresszívabb, hatékonyabb csiszolási tulajdonságokkal rendelkező csiszolóanyagot eredményez. Ezért használjuk nagyolásra, egalizálásra az így szórt csiszolóanyagokat.
Szemcseméret, csiszolóanyag finomság, “P” érték
A csiszolóanyagok egyik legfontosabb jellemzője a szemcseméret. Ez határozza meg, hogy az adott csiszolóanyag mennyire finom, vagy éppenséggel durva, ahogy a köznyelvben is használatos.
A csiszolóanyagok hátoldalán látható “P” jelzést követő számérték, azt mutatja, hogy az adott csiszolóanyag milyen finomságú szemcsével készült. A számérték a hordozóanyag 1 coll (25,4 mm) hosszúságára jutó egyenlő rácsnyílások számát jelenti. A rácsnyílás, mint egy szita határozza meg a felhordott szemcsék méretét. Minél nagyobb ez a számérték, annál kisebb a rácsnyílás, ezáltal annál kisebb, finomabb a szemcse.
A megfelelő felület elérése érdekében különböző finomságú csiszolóanyagokat kell használni.
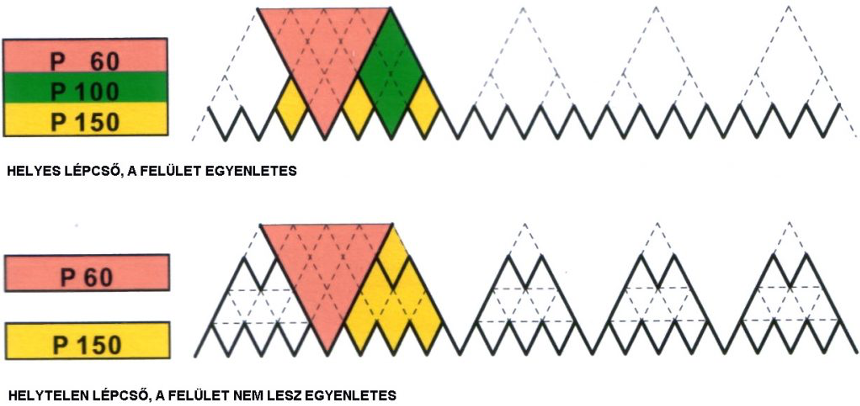
Az alábbi infógrafika azt mutatja, hogy a különböző szemcseméretű csiszolóanyagok, hogyan vannak fedésbe egymással. Jelen esetben P60-al előcsiszolunk, P100-al köztes és P150-el finiselést hajtunk végre. Ha kihagyjuk a köztes csiszolást, a P150, nem tudja a 60as papír nyomait teljes mértékben eltüntetni.

A csiszolóanyagokat többféle kiszerelésben szerezhetjük be. A legáltalánosabbak a tekercsben kapható folyópapírnak is becézettek. A legfontosabb, hogy a célnak megfelelő hordozót válasszunk. Ha vibrációs csiszológépre „D” felettit rögzítünk, könnyen leugorhat a papír a gépről.
Ezek továbbfejlesztett változatai a végtelenített papírok, vásznak. Többnyire szabvány hosszúságúak kaphatók, szabvány szélességgel, de több forgalmazó kérésre külön végtelenít is a kívánt hosszban. Célszerű a gyári végtelenítést használni, mivel a ragasztási pontnál így nem jelentkezik hirtelen ütés, ugrás, illetve a szalag sem fog imbolyogni.
Ahhoz, hogy egy tekercs csiszolópapírból vagy -vászonból végtelenített csiszolószalagot állítsunk elő, az előzőleg méretre vágott tekercsszakasz két végét biztosan és tartósan össze kell kötni egymással. Az ún. szalagvégtelenítés általában 45° – 80° szöget zár be a szalag forgásirányával, hogy a végtelenítés ütésmentes csatlakozást biztosítson.
A csiszolóeszköz hordozója (papír, vászon, műanyag) és az alkalmazás (gép, kontaktelem, munkadarab) szerint különböző szalagvégtelenítési formákat kell alkalmazni. Alapvetően két különböző szalagvégtelenítési formát különböztetünk meg:
a) átfedéses végtelenítés, amelynél a két vég kölcsönösen ferdén van vágva és végül egymásra fektetve és préselve;
b) átfedés nélküli végtelenítés, amelynél a két véget tompán egymással szembefektetik és a szalag szemcse- vagy hátoldalán egy (többnyire szövettel megerősített) keskeny fóliával összeragasztják.
A két végtelenítési formán belül további különböző típusok is vannak, amelyek egy adott csiszolási feladathoz optimálizálják a szalagot.
Az alakos papírok, vásznak olyan gépekre rögzíthetőek, amelyek talpa tépőzárral vannak ellátva. Jellemzően ezek előre kilyukasztott állapotban kerülnek forgalomba az elszívás miatt. Léteznek kombinált felfogatású gépek, amelyekre tépőzáras és „D”-s papírok is rögzíthetőek. Ez ugyan olcsóbb, de a lyukasztást magunknak kell megoldani, illetve szélességben nem mindegyik kompatibilis, vágnunk kell belőle. Jó példa erre a kisebb talpméretű vibrációs csiszológépek.
A „csiszolóanyagok tárolása” alatt általánosságban az alátéten lévő csiszolóanyagok helyes tárolását értjük, ami a hőmérséklet és levegő nedvességtartalma tekintetében a megfelelő viszonyokra vonatkozik. Az optimális „tárolási klíma” biztosítja, hogy a papír- és vászonalapú csiszolóanyagot a minimális eltarthatósági ideje alatt sérülésmentesen és teljesítményveszteség nélkül használhassa.
Az ideális tárolási hőmérséklet kb. 18 és 22°C között van, 45–65 % relatív páratartalom mellett. A hő, közvetlen nedvesség és/vagy a napsugárzás hatását okvetlenül kerülni kell. A csiszolóanyagokat felhasználásig az eredeti csomagolásukban kell tartani. A szalagokat használat előtt ki kell lógatni.
Ha a levegő nedvességtartalma túl magas, akkor a hordozóanyag nedvességet szív fel és megnyúlik. Következmény: a fibertárcsa a szemcsés oldalon behorpad. Csiszolási hiba keletkezik, mert a csiszolás folyamán kizárólag a fibertárcsaél fog a munkadarab felületével érintkezni.
Ha viszont a levegő páratartama túl alacsony, akkor a hordozóanyag elveszíti a nedvességet. A csiszolótárcsa a hordozóanyag oldalán összezsugorodik és behorpad. Következmény: a csiszolóanyag kiszárad és rideg lesz.
Széles szalagok:
a) az eredeti csomagolásban kell tárolni őket
b) használat előtt 2 nappal állványra kell lógatni, és az alsó szalagrészt le kell súlyozni
c) ha a gép hosszabb ideig használaton kívül van, a szalagfeszítést ki kell kapcsolni, és a szalagokat a következő használatig az állványon kell tárolni
Soha ne tároljuk a csiszolóanyagokat, nyitott ablak mellett, betonpadlón vagy fűtőtest közvetlen közelében!
Forrás:
peza.hu
klingspor.hu
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei