Nullfugás élzárás
A műszaki találékonyság a technológiai folyamatok korszerűsödésének egyik fontos elemeként jelenik meg a munkavégzés során. Az egyes ipari területeket ma már el sem tudjuk képzelni állandó fejlődés nélkül, így újabb és újabb innovációs lehetőségeket keresünk, akár egy összetett konstrukció, akár egy kisebb alkatrész vonatkozásában.
Azonban mi történik akkor, ha már nem tudunk tovább fejleszteni, ha már elértük az utolsó lépcsőfokot is? Egy ilyen irányú fejlődés figyelhető meg az élzárás területén is, tekintettel a nullfugás élzárásra. Vajon van-e még ezen a területen lehetőség a további fejlődésre?
Az első munkahelyemen kezdő asztalosként két hónapot töltöttem el a gyalupad mellett, vasalóval a kezemben és mást sem csináltam naphosszat, csupán élzártam a lapszabászaton levágott forgácslapokat. Az eltelt húsz év alatt hatalmas változáson ment keresztül az élzárás technológiája, a kezdeti élfóliázástól kezdve a granulált olvadékragasztóval készülő ABS alapú élzárókig.
Ennek a fejlődési folyamatnak a jelenlegi utolsó eleme a nullfugás élzárás.
Mit is értünk nullfuga alatt? Erre a kérdésre akkor adhatjuk meg a legjobb választ, ha a vékonyfugás, valamint a nullfugás technológiát összehasonlítjuk egymással. Mindkét esetben a fuga kifejezés alatt a hordozóanyag és az élzáró anyag közötti, ragasztóval kitöltött részt értjük. Ez a fugavastagság technológiánként változó.
Hagyományos élzárás esetén mintegy 0,3 mm-es fugáról beszélünk, ezt az értéket a vékonyfugás technológia le tudja csökkenteni akár 0,15 mm-es vékonyságú fuga értékre.
Az élzáró gépek piacán azonban már találkozhatunk olyan gépekkel is, amelyek még ettől is kisebb értékkel dolgoznak, a fugavastagság lecsökkenhet akár 0,08–0,05 mm-es vékonyságra is. A nullfugás élzáráson azonban azt értjük, amikor a hordozóanyag és az élzáró anyag között a ragasztási fuga értéke nulla milliméter.

Ehhez a fugamérethez speciális módon előkészített élzáró anyag és különleges felhordási technológia szükséges. Az élzáró anyag előkészítésének módja, hogy az élzáró anyag belső felületére egy színazonos réteget visznek fel (koextrudálás) és ezt követően az élzárás folyamán ezt a réteget olvasztják meg. Így tulajdonképpen a hordozóanyag és az élzáró között egyáltalán nem jelenik meg ragasztási fuga.
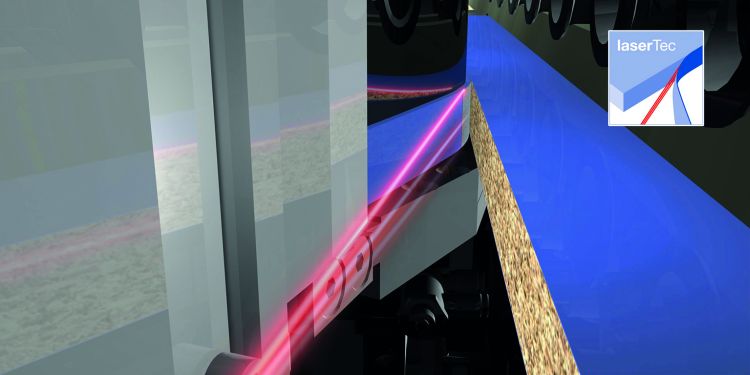
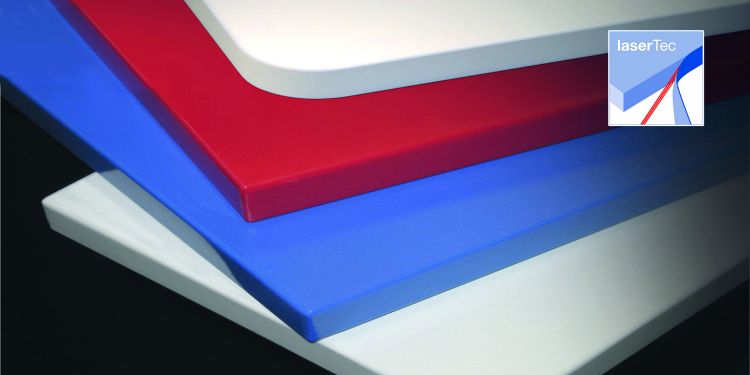
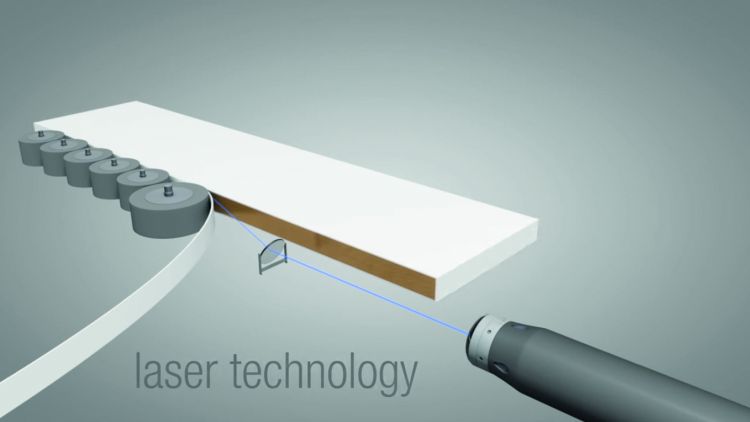
Ennek következtében egy teljesen egységes felület alakul ki, ahol a lapfelület és az élzáró réteg teljesen egybeolvad. Ezt a fugakialakítást lézeres eljárással, illetve forró levegős eljárással érik el. A lézeres eljárás során az élzáró anyag belső felületén található ún. „aktív réteget” egy lézersugár segítségével olvasztják meg.
A lézersugarat egy oszcilláló mozgást végző tükör irányítja az élzáró anyag felületén, így biztosítva a megfelelő mértékű megolvasztást, ezt követően történik az élanyag felületre történő rögzítése.

A forró levegős eljárás során az aktív réteget forró levegővel olvasztják meg, s ezt követően kerül az élanyag a munkadarabra. Nemcsak forró levegővel, hanem infravörös sugárzással is felmelegíthető az adott felület, ebben az esetben az infrahullámok olvasztják meg az élanyagon lévő aktív felületet. Felhasználás szempontjából rögtön szembetűnik, hogy a hagyományos élzáró anyagok (melamin, élfurnér, ABS/PVC, alumínium) ebben az esetben nem alkalmazhatóak, csupán koextrudált élzáró anyagok jöhetnek szóba az eljárás során.
Ugyanakkor nincs szükség külön ragasztóanyagra, felfűtési időre, vagy éppen a különféle színű ragasztóanyagok cseréjére. Természetesen egy hagyományos (EVA élragasztás) eljáráshoz képest a lézertechnológiájú nullfugás élzárás jóval magasabb beruházási és üzemeltetési költségeket jelent. Éppen ezért a gyártók a lézeres élzárást elsősorban nagyipari beruházók részére, míg a forró levegős eljárást a közepes, vagy éppen kisipari vállalkozások számára ajánlják.
Napjainkban már több típusú nullfugás élzárógép található meg a piacon, többek között a HOMAG, SCM, IMA gépei, melyeknél a cél ugyanaz – a minőségi nullfuga kialakítása –, eltérés a gépek felépítésében az egyes technológia berendezések kialakításában van. Akárcsak a hagyományos élzáró gépek esetén, a nullfugás eljárás kapcsán is kialakításra kerültek azok a kézi gépek, amelyek biztosítják az íves, sarkos felületek élzárását.
A kézi nullfugás élzárógépek bemutatására jó példa a Schugoma System GmbH által kialakított hordozható KANTENKING élzáró, amely forró levegős eljárással működik. Mobilitásának köszönhetően olyan élek esetén is kialakíthatóak nullfugás élzárások, ahol a munkadarabon külső, vagy belső ívek, különféle szögben elhelyezkedő belső kivágások, vagy éppen letört élek találhatók.
Míg a telepített gépek esetén egyenes élek zárhatóak le, addig a kézi gépek biztosítják az íves vágások megfelelő színvonalú nullfugás élzárását is. Mindkét esetben (telepített élzárógép, kézi élzárógép) a nullfugás élzárás víz- és páraállóságot, hosszú élettartamot biztosít, így például többek között kiválóan alkalmas fürdőszobabútorok élzárására is.

Hagyományos (EVA élzárás), vékonyfugás vagy nullfugás élzárás? Mindegyikőjük mellett lehet érvelni, beruházási, üzemeltetési költség vagy minőségi elvárások szempontjából. Egy biztos: a faipari élzárás nagy utat tett meg az olvadóragasztós élfóliák vasalós technológiájától a jelenlegi módszerekig. Felmerül a kérdés, hogy lehetséges-e további innováció ezen a területen?
Úgy ondolom, hogy igen, különösen az élzáró anyagok összetételét, a beruházási, működési költségeket illetően, melyek segítségével ezek a technológiák szélesebb körben terjedhetnek el a bútorgyártás világában.
Forrás:
http://www.faiparigepekszerszamok.hu/elzaras-fuga-nelkul
http://lignomat.hu/HiREK/A_lathatatlan_nullfuga__interju.html
http://www.mkt-gmbh.com/alpha-tape/zero/zero.php
Képek forrása:
http://www.lindinger-holztechnik.de/technik.html
http://schugoma.dehttps://www.youtube.com/watch?v=Om2Dtfz7pH0
https://www.youtube.com/watch?v=2qFQ7A1lVPs
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.