Nyomós érvek
A faiparban a ragasztás technológiájának alapeszközei – kézműves szakmáról lévén szó – egyszerűek: gyalult fa, a ragasztó felhordásához szükséges ecset vagy kefe, az összeszorításhoz szükséges szorítók, és a ragasztó. Manapság a helyzet azonban ennél jóval árnyaltabb.
A vállalkozások döntő többsége versenyhelyzetben kénytelen termelni: azaz a szakmailag elvárt színvonalú munka mellé a hatékonyan kihasznált munkaidők, a feladatra ráfordított energiák is nagyban számítanak. A gépesítés segíthet a ragasztás, vagyis a táblásítás, tömbösítés, hossztoldás feladatait is hatékonyan elvégezni. Alapvetően három csoportba sorolhatók a ragasztás technológiájával kapcsolatos gépek: a ragasztóanyag előkészítésével foglalkozó gépek, a felhordás gépei, valamint a ragasztandó felületeket összeszorító prések. Ezeket tekintjük most át.

Kézi, hengeres ragasztófelhordó
A RAGASZTÓANYAGELŐKÉSZÍTÉS GÉPEI
A ragasztók típusaiknak és összetételüknek megfelelően kívánhatnak felmelegítést, állhatnak több komponensből, és a bennük lévő szárazanyag-tartalomnak is egyenletesen kell elkeverednie az eredményes kötéshez. A víz- vagy gőztöltésű, kettő falú keverőedények biztosítják a ragasztó megfelelő hőmérsékletét. A ragasztó homogén, egységes állagát keverőlapátok, keverőkeretek vagy keverőcsigák szolgáltatják a keverőgépekben.
Bár a fenti feladatok szükségesek, ezeket a gépeket a nagyüzemi gyártás teheti költséghatékonnyá. Emellett a kereskedelemben kapható faragasztók többsége egy komponensben, széles felhasználási területre készül.
A FELHORDÁS ESZKÖZEI, GÉPEI
A kézi felhordás segít az optimális ragasztómennyiség egyenletes eloszlatásában, viszonylag gyors az előkészületi idő, és a szerszámok tisztítása, elmosása is. Hátránya a lassú felhordás, főleg abból a szempontból nézve, amikor a táblásítás-tömbösítés nagy kiterjedésű vagy deltapréseken történik. Szerszámai a sörteecseten és a spatulán kívül a kézi ragasztófelhordók. Ez utóbbiak ragasztótartállyal, különböző felhordási szélességben készülnek, a ragasztóhoz igazodva cserélhető gumi- vagy szivacshengerrel.
AZ ÖSSZESZORÍTÁS SZERSZÁMAI
A jól bevált kézi szorítók nélkülözhetetlenek: sok esetben az egyetlen megoldást nyújtják a műhelyben, vagy az adott munkadarab esetében. A hagyományos csavarorsós pillanatszorítókat, valamint az egykezes gyorsszorítókat minden helyzetben tudjuk alkalmazni. Tipikus példái annak, hogyha egy szerszámot körültekintően vásárolunk, megfelelően használunk és karbantartunk, egy egész életutat végigkísérnek.
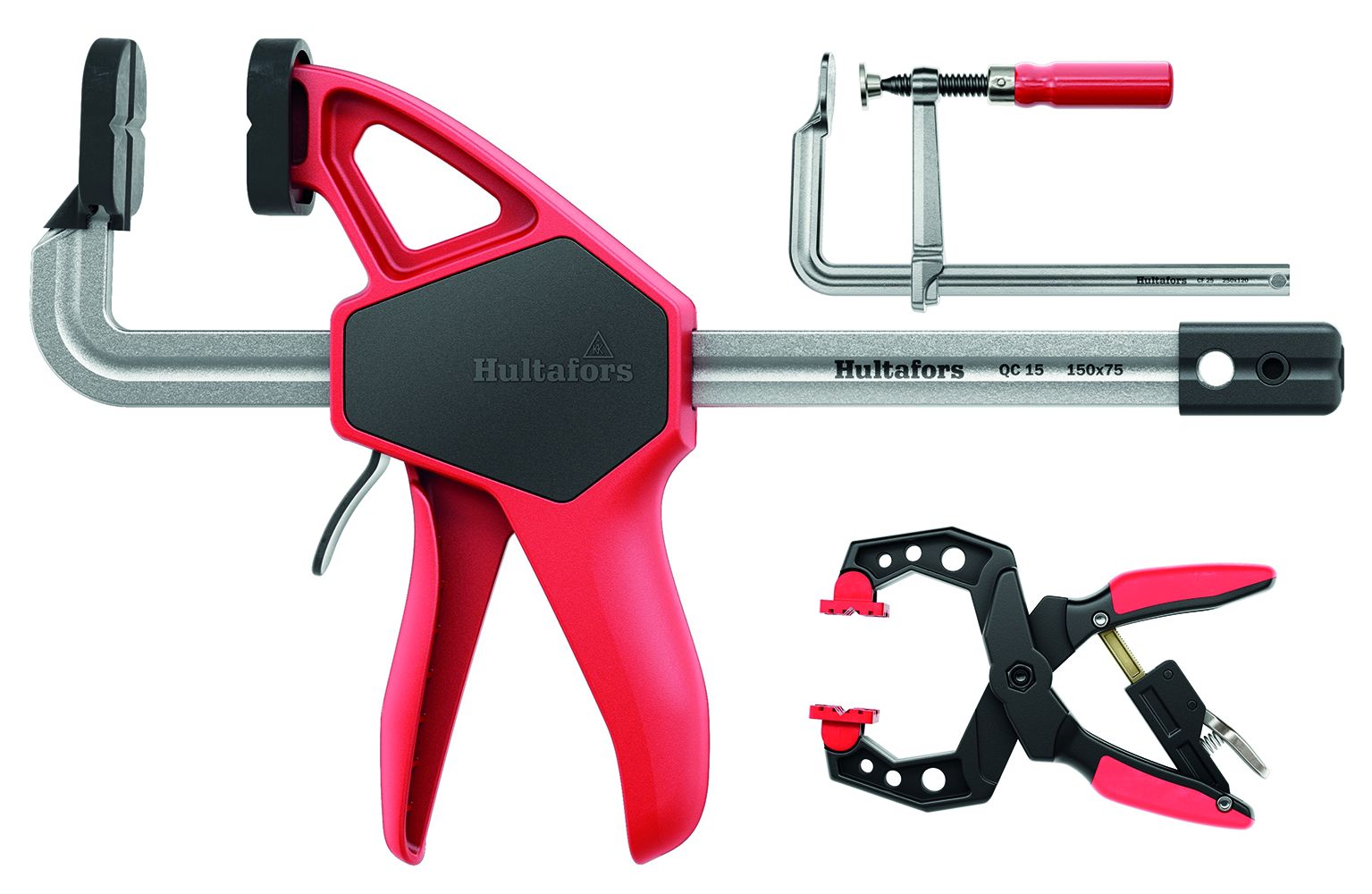
Kézi szorítók
Az összeszorítás gépesített változatai a présgépek. Jellemzőjük, hogy nagy felületen viszonylag egyenletes nyomást hoznak létre. Léteznek táblásításra, tömbösítésre, keretszorításra, valamint hossztoldásra alkalmas típusok, bizonyos feladatoknál ezek kombinálására is van lehetőség. Megkülönböztetünk kézi beadagolású préseket, valamint részben/egészben automatizált gépsorokat. Munkafelületük lehet egytáblás, valamint egy központi tengely körül elforgatható, háromoldalú deltaprés.
A keretszorító prések különböző méretű ajtók, ablakok és egyéb keretek összeállítására alkalmasak. Hossztoldó prések pedig a rövidebb, általában leeső faanyagokból állítanak elő kívánt hosszúságú frízeket.
A présgépek a szorítóerő kifejtése alapján kézi erővel működtetett, hidraulikus vagy pneumatikus kivitelűek lehetnek.
CSAVARORSÓS PRÉSEK
Valójában ez is kézi szorító, egy nagy állványos kivitelben. Elsősorban táblásításra alkalmas. Az alsó pofákkal lehet a kívánt táblaszélességet pozícionálni, a felső pofa magasságállítására nincs lehetőség. A pofákat tartó függőleges oszlopok a tartókeret felső gerendáján csapágyon gurulva, könnyedén, egymástól függetlenül állíthatóak. A szembeszorítók szintén mozgathatók, működtetésük ugyancsak csavarorsós. A keretszerkezet befoglaló mérete a kereskedelemben kapható táblaméretek többségéhez igazodik.

Szorító táblásítás
HIDRAULIKUS PRÉSEK
Zárt rendszerben keringetett hidraulikaolaj nyomása fejti ki a nyomóerőt a munkahengereken keresztül. Három változata ismert. Az első esetben a hengereket egyenként, kézi pumpálással működtetjük. A másik esetben egy központi helyen, szintén kézi hajtással történik a hengerekre irányított nyomóerő meghatározása. Itt a pumpa oldalán található nyomásszabályozó (határoló) szelep szolgál a munkahengerek maximális nyomásának a beállítására. Mindkét változatra jellemző, hogy külső energiaforrást nem igényelnek, könnyű kézi erő szükséges csak hozzá, amellyel hatalmas erőt lehet létrehozni (gondoljunk például a hidraulikus autóemelőkre).

Csavarorsós prések
A harmadik változatban elektromos energiával forgatott szivattyúval, kézzel vezérelt hidraulikus szelepekkel történik a nyomáskiosztás. A beállított nyomásérték fölé nem lehet felnyomni a hengerekbe a nyomást. Ez utóbbi drágább kivitel.
A nyomóerő 160 bar olajnyomás mellett 20 000 N – mindhárom esetben. Táblásításra, tömbösítésre, keretszorításra, valamint hossztoldásra is alkalmasak.
A kiválasztás során a kívánt befoglaló méret mellett ezekre érdemes még figyelni:
- Függőleges gerendák száma? A szorítóerők egyenletes eloszlatásában van szerepük.
- Szembeszorítók száma, működtetése?
- Későbbi lehetőség a gép többszörözésére a meglévő hidraulikus tápegység mellett?
- Igény szerinti egyedi méretre rendelhető?
PNEUMATIKUS PRÉSEK
A pneumatikus prések is működtethetők táblásító, tömbösítő, hossztoldó, ill. keretszorító présként, amelyhez kompresszorral előállított levegő szükséges. A prés nyomóereje ezek esetében, 4 bar levegőnyomás esetén hozzávetőlegesen 2000 N. A közel 8 bar maximális nyomás
mellett kb. 4000 N.

Elektronikus hidraulikus táblásító
Előnye, hogy a levegőnyomáshoz szükséges kompresszor minden asztalosüzemben megtalálható. Hátránya a kisebb nyomóerő.
Beruházás előtt ezekre érdemes figyelni:
- A szerkezet a vastagabb lamellák tömbösítésére megfelelő erőt tud-e kifejteni?
- Mekkora a nyomóhengerek száma, lökethossza?
- A nyomásszabályozó rendelkezik- e biztonsági szeleppel?
- Rendelhető-e igény szerinti egyedi méretre?
OPTIMALIZÁLÓ HOSSZTOLDÓK, HIBAKIEJTÉSSEL
Az optimalizáló gép alkalmas a beprogramozott feladatok mentén elvégezni a következőket: behelyezett fűrészáru hosszmérése; első és hátsó vég vágás; betáplált méret(ek) szerinti darabolás; csomókiejtés krétajel vagy szkennelés alapján; a különböző félkész termékek zsebes osztályozása; hulladék anyag kigyűjtése.
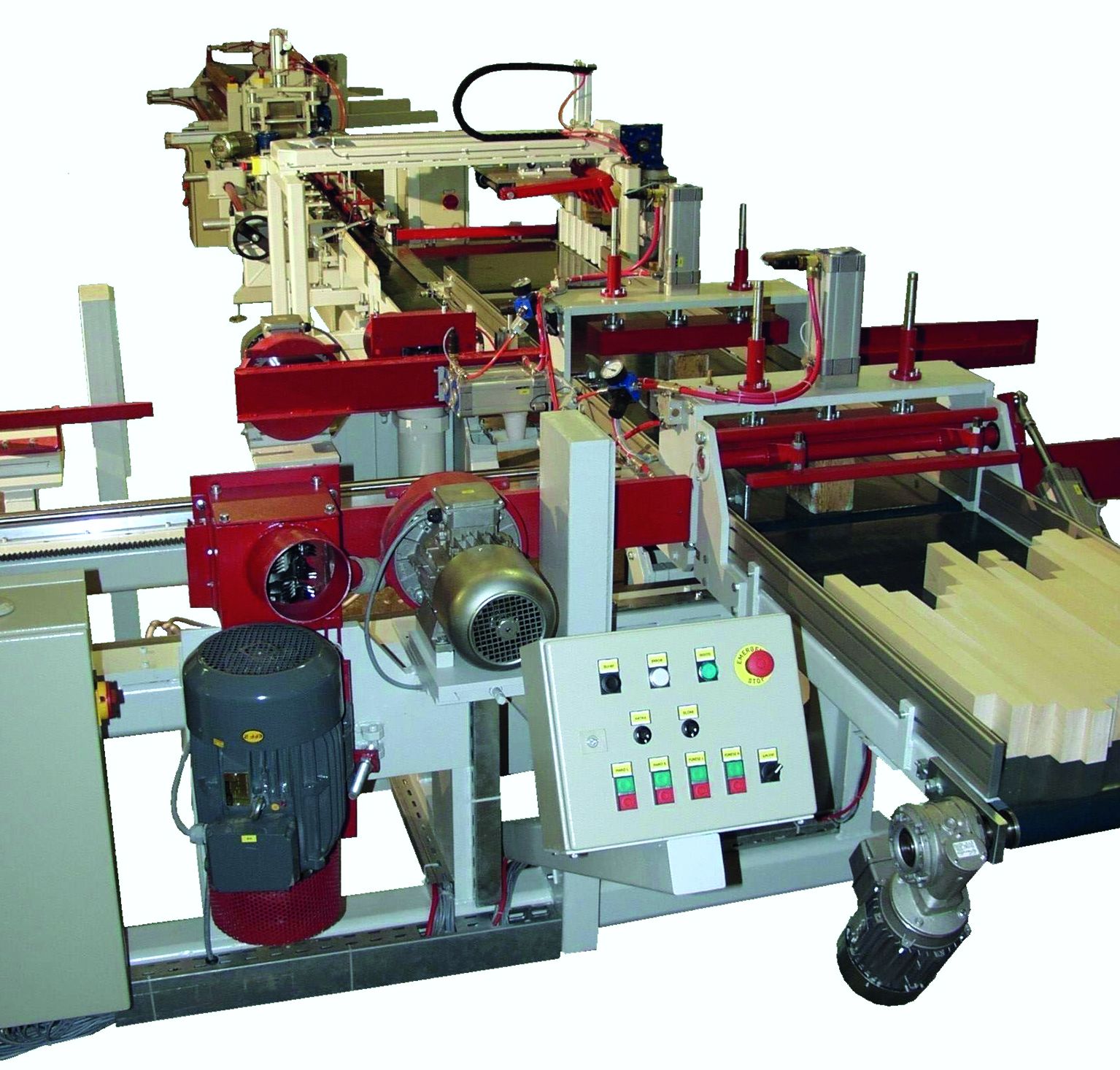
Hossztoldó
A behelyezett, méretre vágott fűrészáru fogazatkészítése toldáshoz; ragasztózás; préselés ütemprés/egyszintes végprés/kétszintes végprés alapján; a különböző késztermékek zsebes osztályozása. Maga a préselés 2–3 mm-et vesz igénybe, a kész áru utána már csak „pihen” az önzáró fogazásnak köszönhetően. Teljesítményük a kisüzemi 4–5 m/perc anyagmozgatási sebességtől a 20 m/perc teljesítményű nagyipari berendezésig terjedhet, félautomatikus kiviteltől a teljesen automatizáltig. Gyalult vagy gyalulatlan darabok toldására is alkalmasak, fenyő és keménylombos alapanyaghoz egyaránt.
Táblásított faanyagokra, szerkezeti építőanyagokra az igény egyre inkább növekszik. Ráadásul a drága fa alapanyagok nagyon is szükségessé teszik a maradék és hulladék lécek, deszkák hasznosítását, összepréselését, mellyel megfelelő méretű, ugyanakkor minőségi alapanyagokat lehet ismét előállítani.
Köszönjük a közreműködést Kiss Miklós és Kovács István gépgyártóknak.
Kapcsolódó dokumentum:
nyomos-ervek
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.