Szempontok beruházás előtt
A CNC-gép már nem számít különlegesnek a faiparban sem. Mivel manapság minden cégben felmerül a szükségessége, így Magyarországon is több üzem rendelkezik vele, vagy erősen fontolgatja a cégvezetés, hogy beszerezzen egyet.
A faiparban a CNC-gépek első alkalmazási területe a tömörfabútor-gyártásban jelent meg. Az ott használt gépek nem voltak egyebek, mint fémmegmunkáló gépek adaptációi, robusztus és erős masinák, azonban ezek nem voltak rugalmasak, bonyolult anyagmegfogással és programozással rendelkeztek, ráadásul sorozatgyártásra voltak csak alkalmasak. Röviddel ezután megjelentek az első, konyha- és panelbútor gyártására alkalmas gépek. Ezen a területen a gépvázak már könnyebbek lettek, a megfogatás is eltérő volt, és az informatikai világ fejlődésével együtt fejlődött a programozás is. Ezután a beltériajtó- és lépcsőgyártás szegmense következett, a legvégén pedig az ablakgyártás. Ez utóbbinál a CNC-technológia elsőként csak íves ablakok gyártására volt használatos, manapság viszont már minden típusú ablakalkatrészre alkalmazható.
Összefoglalva tehát: a CNC-hullám a ’80-as évek második felében kezdődött, amely mára egy megállíthatatlan „cunami” lett: minden gépgyártó kínálatában szerepel legalább egy olyan termék, amire minden asztalosüzemnek szüksége lehet. Amennyiben CNC-gép beruházásában gondolkodunk, elsőként az válik nyilvánvalóvá, hogy magas a befektetési szint. Ez azonban téves következtetésekre is okot adhat. Éppen ezért szerencsés, ha másként közelítjük meg a beruházást. Előremutatóbb az a megoldás, ha előbb tanulmányozzuk a technológiát, így annak megértése nagyobb távlatokat nyit meg előttünk. Egy CNC-gép megfelelő elemzéséhez, bármilyen felhasználási területről is legyen szó, a következő alkotóelemeket kell megnézni. A gép és annak felépítése mit mutat a saját felhasználási területünkre vetítve? Milyen az alkatrész megfogatása? Milyen a megmunkáló egységek felépítése? Milyen a megmunkálási folyamat a gépben? Milyen az adagolási és a leszedési ergonómia? Mit kíván, és mindezért mit kínál a programozás? Valamint legfontosabbként: milyen a technológia beépülése az üzembe? A következőkben pontról pontra elemezzük ezeket, méghozzá az ablakgyártásra koncentrálva, mert talán ez a legösszetettebb felhasználási terület mind közül.
A gép felépítése. Egyértelmű, hogy nehezebb alkatrészek gyártásához robusztusabb gép szükséges. Azok az erők, amelyek egy 93 mm vastag tölgyfa alkatrész végmegmunkálása során hatnak, nem ugyanazok, mint egy MDF-panel esetében.
Alkatrész megfogatása. Ez egy kényes kérdés, és döntő fontosságú. Az alkatrésznek geometriailag pontosan kell lejönni a gépről. Mi ennek a feltétele? Pontosan kell tudni felrakni, pontosan kell tudni megfogatni, pontosan kell mozognia körülötte a megmunkáló szerszámnak, nem szabad mozogni az alkatrészeknek megmunkálás közben, valamint le is kell őket szedni. Aki CNC-gépet vesz, annak ezekre nagyon oda kell figyelni.
Az ablakgyártásban egy CNC-gépen a következő műveletek vannak: kézi vagy automata adagolás, anyagrögzítés, végmegmunkálás, illetve hosszanti irányú profilozás, átfogás, profilozás és fúrás, majd az alkatrész levétele. Bizonyosodjunk meg arról, hogy mindezen műveletek valóban az igényeink szerint és jól működnek, mert a különböző megoldások között nagy különbségek lehetnek. Pontosan tudnunk kell azt, hogy mibe ruházunk be.

CNC-adagoló manupilátorral és anyagmegfogókkal
Megmunkáló egységek felépítése. A megmunkáló egységek felépítése szintén egy fontos kérdés. Sokan vannak azon a véleményen, hogy egy 5-tengelyes fejjel minden megmunkálás elvégezhető, mert minden irányban mozog. Ez az érvelés helyesnek tűnik, igazából senki nem vonja kétségbe. Nos, igaz ez az ablakgyártásban is? Minden létező műszaki megoldásnak van előnye és hátránya. Ha az előnyök vannak túlsúlyban, akkor azt kell választani. Én személy szerint semmi előnyét nem látom az 5-tengelyes megmunkáló egységnek az ablakgyártásban. Azzal kell szembenézni, hogy kevésbé stabil, minőségi profilozásra nem használható, kevésbé precíz, a porelszívás nehezebb. Logikusan kell gondolkozni, és nem hagyni magunkat megvezetni imázs vagy porhintés által. Megítélésem szerint az 5-tengelyes motor helyett egy extra motort érdemes választani, amellyel lehet növelni a termelékenységet.
Hány megmunkáló fej legyen? Ez attól függ, hogy hány alkatrészt kell legyártani. Amikor ezt vizsgáljuk, érdemes tudni azt, hogy egy CNC-gépen a szerszámcsere igényli a legtöbb időt: forgácstól forgácsig 15 másodperc (amikor a motor kilép az anyagból, egészen addig, amíg újra elkezd forgácsolni).
Megmunkálási folyamat a gépben. Az előbbiekben már jeleztem, hogy a legtöbb időt a szerszámcsere veszi igénybe, tehát olyan megmunkálási folyamatra van szükség, amely ezt lecsökkenti. Nézzük meg az ablak alkatrészeit és a gyártáshoz szükséges szerszámok mennyiségét. Induljunk ki a különböző termékektől, amit egy cég gyártani akar: IV68, IV78, IV93, fa-alu, passzív ablak. Ebből adódóan a szerszámokat úgy kell felépíteni, hogy mindezeket tudja gyártani. Ez azt jelenti, hogy a profilozást minimum 2, de inkább 3 szerszámmal hajtjuk végre: nagyolás, profil felső rész készre munkálás, majd profil alsó rész készre munkálás. Ez vezet ahhoz az eredményhez, hogy egy alkatrész legyártásához minimum 8, de leginkább 10 szerszám szükséges (nyilván lehet fűzött szerszámokat is venni, de akkor amit megspóroltunk a gép vásárlása során, azt elköltjük extra szerszámra).
Könnyű elképzelni, mi történik, ha egyszerre egy alkatrészt munkálunk meg, egy motorral. 8x15 mp = 120 mp, vagyis a gép 2 percig csak szerszámot cserél. Ehhez hozzáadjuk a megmunkálási, adagolási és leszedési időt, tehát kiszámolható, hogy hány alkatrészt tudunk legyártani egy műszakban. A titok a következő: egy megfogásba adagoljuk be a lehető legtöbb alkatrészt. Például, ha négy alkatrészt munkálunk meg egyszerre, akkor a szerszámcsere ideje egyből lecsökken 2 percről 30 mp-re. Továbbá, ha két motorral dolgozunk, akkor tovább csökken az idő, és így tovább. Tehát alaposan meg kell vizsgálni, hogyan gyártja a gép az alkatrészt, hány motorral, és egyszerre hány munkadarabot.
Amikor a beruházásnál számításokat végzünk, akkor ne csak a gép árát vegyük figyelembe, hanem a használat költségét is. Végeredményképpen ezt úgy hívhatjuk, hogy a „tulajdonlás összes költsége”. Nézzük meg ezt közelebbről! Kijelentjük, hogy el tudjuk végezni az adott feladatot a géppel + egy gépkezelővel 8 órában. Felmerül a kérdés: mindez 4 órában is megoldható lenne? Ha azt mondjuk, hogy 8 óra alatt csináljuk meg, akkor a működtetési költségeket 10 évre vetítve kell számolni, míg a második esetben 5 évre kell számolni a gépkezelő éves bérét. Ezen felül számolni kell a mechanikai kopás költségeivel is.
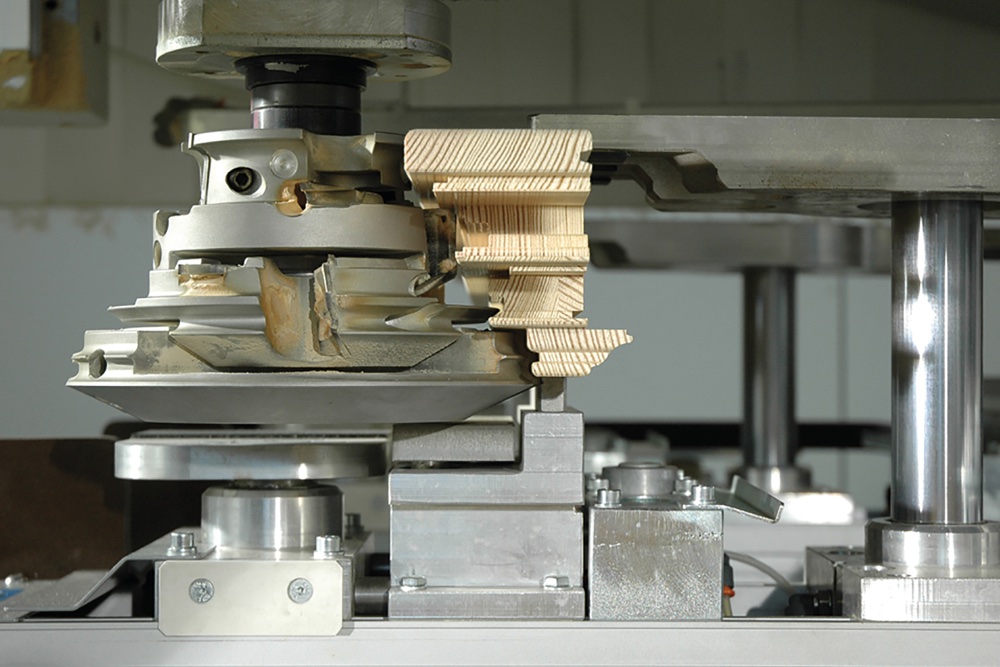
Megmunkáló szerszám a megfogóban lévő alkatrésszel
Adagolás és leszedés. Minden ügyfél álma egy olyan gép, amely önállóan dolgozik, és még éjjel is ontja magából a munkadarabokat. Felejtsük el! A gépkezelőnek állandóan felügyelnie kell a gépet és minőségi ellenőrzést kell végezni az alkatrészleszedésnél. Az automata adagolásnak akkor van értelme, ha ténylegesen időt spórolunk vele, magyarán nem szabad, hogy extra időt vegyen igénybe a használata. Lényeges továbbá, hogy az egy megfogásba szánt összes alkatrészt egyszerre tegyük fel és szedjük le. Döntésünkben legyünk mértékletesek: arra ne adjunk ki pénzt, ami nem jövedelmező! Nagyon alaposan körbe kell járni azt, hogy automata adagolást válasszunk-e vagy kézit. Nem mindig egyértelmű a válasz, mert összefüggésben van a gyártási folyamat többi lépésével, illetve azzal, hogy hány dolgozó vesz részt a folyamatban.
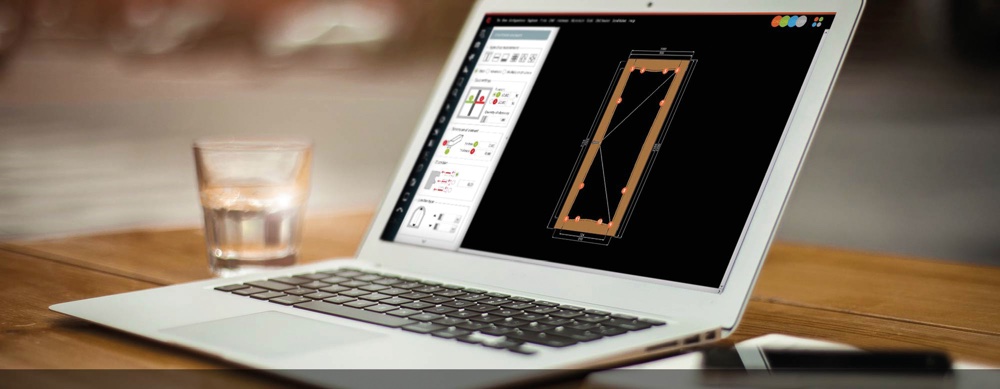
Programozás. Még ha a világ legjobb gépét vesszük is meg, programozás nélkül csupán egy halom vasat kapunk. A CNC-gépek alapvezérlése mindig alkatrész-programozásra vonatkozik. Ez rendben van panelmegmunkálás vagy egyéb termék esetén, de teljesen alkalmatlan ablakalkatrészekre. Ott ugyanis nem alkatrész alapú programozásra van szükség, hanem tárgy alapúra. Egyszerűnek tűnik, de nem az. A programnak kezelnie kell a különböző profilrendszereket, optimalizálni kell a munkaciklusokat, és így tovább. Megesik, hogy valaki sok pénzt költ a gépre, majd akár 40%-ot is veszít a kapacitásból, mert nincs jó programozása. Fontos részlet még, hogy tudjuk kezelni a szoftvert! A költségvetésbe kalkuláljuk bele a kollégák oktatásának költségét is, mert a teljes képhez ez is hozzátartozik.
A technológia beépülése az üzembe. Elérkeztünk az utolsó ponthoz. Egy technológia cseréje gyakran a teljes gyártási folyamatot megváltoztatja egy cégnél. Ehhez szakértő kell, aki végigvezet minket az úton. Ha a logisztikát nem igazítjuk hozzá a technológiához, akkor az olyan, mint amikor új szívet ültetünk be egy 90 éves szervezetbe: egy kicsit segít, de cserélni kell a tüdőt, az agyat, az izmokat stb.
Végül egy jótanács a potenciális vásárlóknak! Győződjünk meg arról, hogy a beszállító partnereink megfelelő kompetenciával bírnak. Gép, szerszám, szoftver, tréning, ablakrendszerek – fontos, hogy ezek mind elő legyenek készítve. Képzeljük csak el azt a helyzetet például, hogy megérkezik a szerszám, de nem lehet feltenni a gépre…. Esetleg a szoftver nem tudja kihozni a gép előnyeit… Az ilyen és ehhez hasonló helyzetek elkerülésére kell egy jó projektvezető, aki átlátja a teljes folyamatot.
Képek
Kosmosoft Engineering srl.
Working Process srl
Masterwood Spa
A szerző ablakgyártással foglalkozó szakember, a Woodissimo Kft. tulajdonosa.
Kapcsolódó dokumentum:
szempontok-beruhazas-elott-cnc-melleklet
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.