A körön és azon túl
A CNC-technológia segítségével manapság szinte bármilyen alakzat, ív parancsba adható a megmunkáló szerszámnak. Feltéve, ha rendelkezésre áll a CNC-gép, a hozzá alkalmas szerszám, a feladatot „leíró” program stb. Alább egy olyan elmés sablonszerkezet elkészítéséhez adunk receptet, amellyel számos méretű és alakú ellipszis szerkeszthető és készíthető el – néhány kéziszerszám és -gép segítségével.

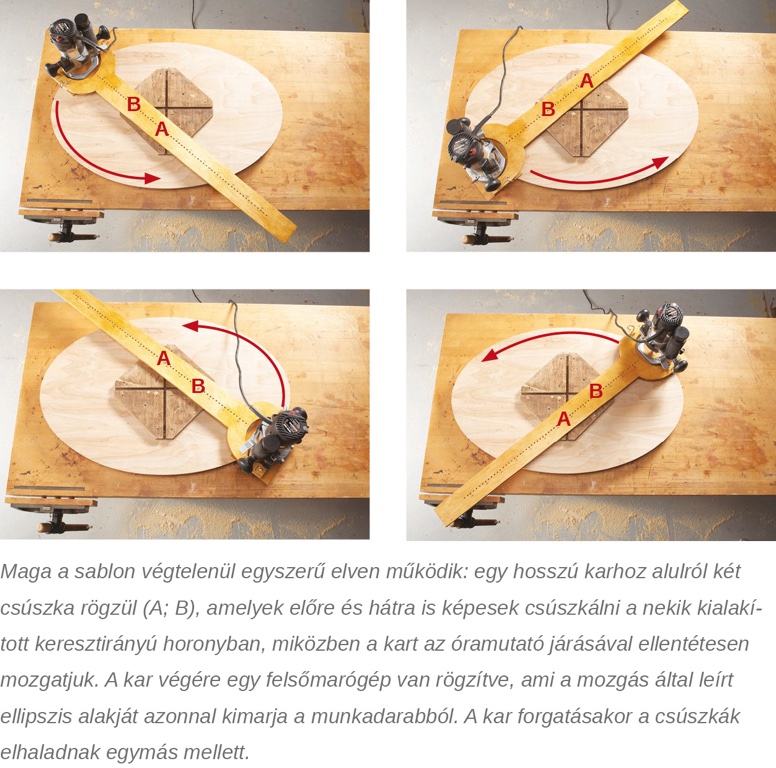
Mindig is csodálattal töltöttek el azok a szerkezetek, amelyek az egyenes irányú mozgást képesek voltak átalakítani pl. forgó mozgássá. Most is egy ilyen eszközt mutatunk be, sőt, egy elmés megoldásnak köszönhetően a körív helyett lehetőségünk lesz ellipszis alakú minta készítésére is.
Egy ellipszis kirajzolására általában körzőt, esetleg forgatóléces megoldást szoktak alkalmazni. (Az utóbbiról szóló részletes leírást lásd a hatékony munkavégzést segítő eszközökről szóló cikkben!) Ezek a szerkesztő eszközök hasznosak ugyan, de méretkorlátaik miatt csak bizonyos méretű ellipszis tervezésére alkalmasak. Az alább bemutatott sablonnal nem csupán túlléphetünk ezeken a méretkorlátokon, de hatékonyabb munkavégzésre is képesek leszünk.
A MARÓSABLONVÁZ ELKÉSZÍTÉSE
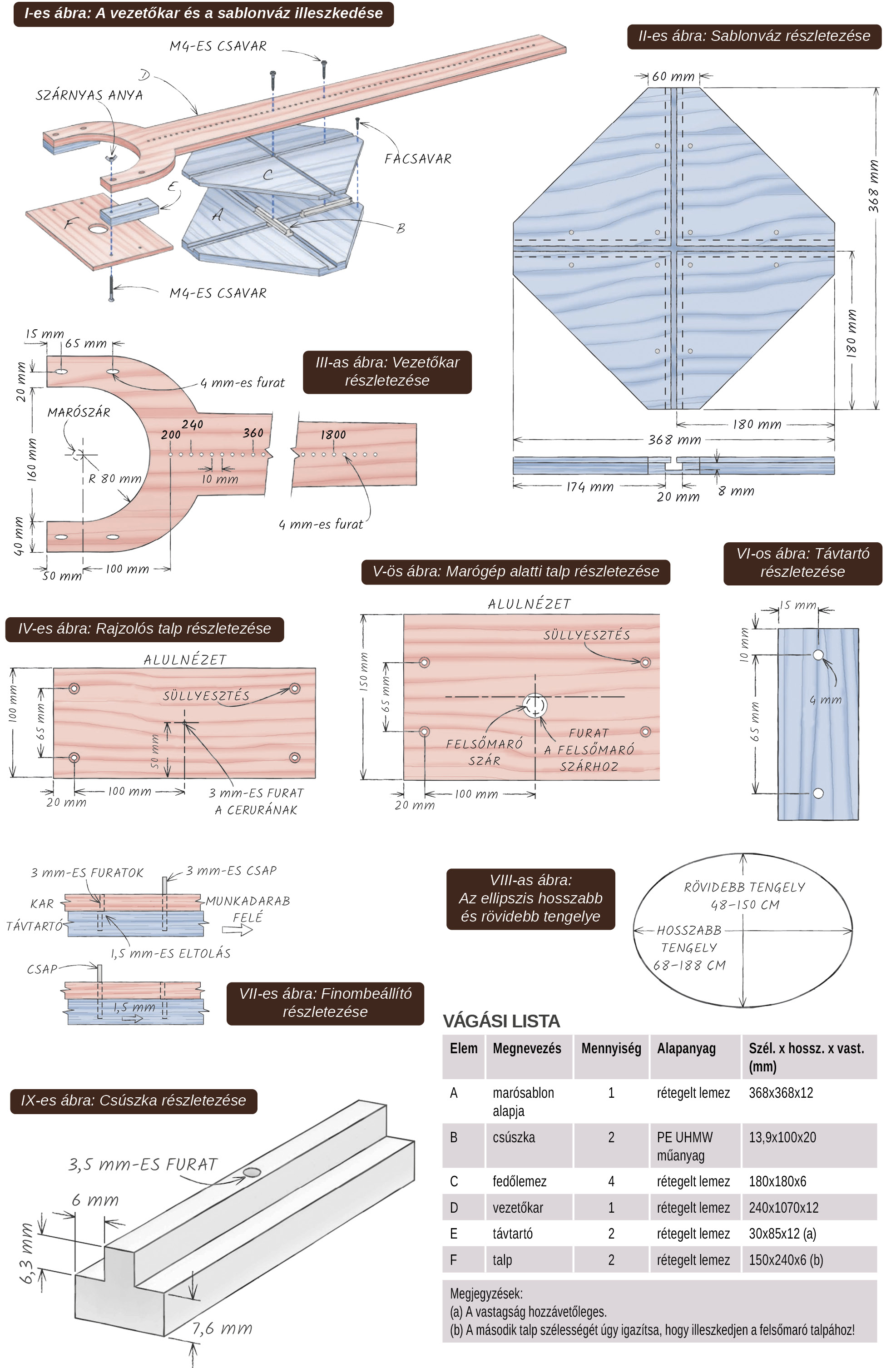
Mi most egy meghatározott mérettartományú ellipszisszerkesztő marósablont mutatunk be. (Az ellipszis rövidebb tengelye 48–150 cm, a hosszabb tengely 68–188 cm között változtatható. Lásd alább!) Valójában nem is a marósablon méretezése az, ami igazán számít, hiszen aki kisebb ellipsziseket szeretne, annak kisebb méretű marósablont kell készítenie. Ami igazán számít, az a kotyogásmentes és gördülékeny csúszás. Annak érdekében, hogy a csúszka finoman működjön, pontosan kell illeszkednie a hornyokban – azaz nem túl szorosan, de nem is túl lazán. Továbbá minél kisebb a súrlódás, annál gördülékenyebb a működés. Természetesen tömör fából is készülhetne a csúszka (pl. juharfából), ennek ellenére javasoljuk a PE UHMW műanyag* használatát. Ez egy rendkívül csúszós anyag, így soha nem lesz szükség kenésre. Vágjuk méretre a marósablonváz alapját adó rétegelt lemezt! Nagyon fontos, hogy pontosan négyzet alapú legyen. A horonymaráshoz több módszer is adódik, mi most egy körfűrészgépen kivitelezhető megoldást kínálunk. Helyezzünk fel egy horonymaró (ún. dado) körfűrészlapot, amivel precíz szélességű horony készíthető a 20 mm vastag UHMW műanyag számára (1-es fotó)! Vágjunk két, egymásra merőleges hornyot a marósablonváz közepébe (2-es fotó; II-es ábra)! Ezután készítsük el a csúszkákat! A műszaki műanyag táblából vágjunk le egy csíkot, és egy egyenes marószárral mindkét végét T alakúra alakítsuk ki (3-as fotó; IX-es ábra)! (Az itt alkalmazott asztali marógép helyett a lapszabászgép horonymaró körfűrészlapja is megteszi.)

Rögzítsünk egy élére állított lécet a lapszabász párhuzamvezetőjéhez! Ez lesz az ütköző a méretbeállításnál. A műanyag csík két végéről vágjuk le a csúszkákat (4-es fotó)! Ne feledjük, hogy ez a vágás adja a csúszka magasságát, aminek úgy kell igazodnia a horonymélységhez, hogy a magasság 0,4 mm-rel legyen kisebb a mélységhez képest. Ekkora résre van szükség a finomcsúszáshoz. Ha a vágás túl magasra, vagy túl alacsonyra sikeredik, akkor szorulni, illetve lötyögni fog a csúszka. Ha ez történik, akkor sincs semmi gond: a műanyag csíkból újra kialakíthatunk egy T alakot a végeken, aztán lehet újra próbálkozni. (Emiatt javasoljuk, hogy inkább a marógépen történjen a T alakú hornyolás és ne a lapszabászon!)
Fúrjunk egy-egy lyukat a csúszkák közepébe, majd vágjunk bele menetet egy M4-es csavar számára (5-ös kép)!
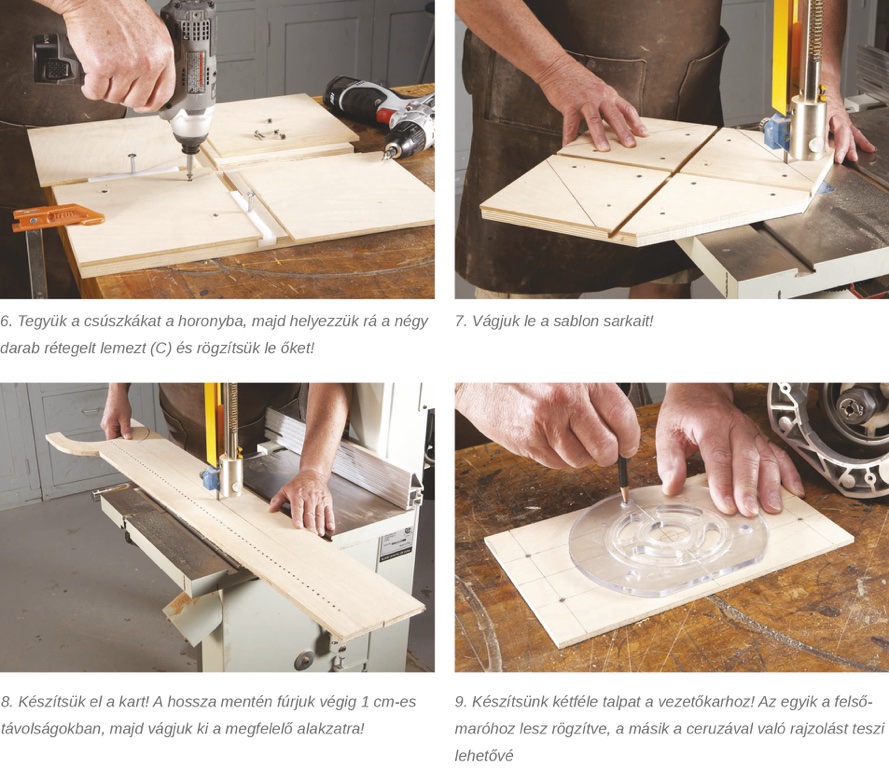
Helyezzük a csúszkákat (B) a horonyba, majd helyezzük rá a négy darab fedőlemezt (C) és rögzítsük le őket (I-es ábra)! Ezek a lemezek fogják megakadályozni a csúszkák kiesését. Ha a szabványos 6 mm-es rétegelt lemezt alkalmazzuk erre a célra, akkor a csúszka teteje egy nagyon kevéssel magasabban fog állni, mint a lemez síkja. Valójában nekünk erre van szükségünk, hiszen nem akarjuk, hogy a vezetőkar súrlódjon a sablonvázzal.
Vágjuk le a marósablonváz sarkait (7-es kép)! A vágásoknak nem kell halálosan egyenesnek lenniük, csupán az a cél, hogy a kisebb ellipsziseknél elforduljon a vezetőkar a váz felett.
A VEZETŐKAR ELKÉSZÍTÉSE
A vezetőkar (D) köti össze a sablonvázat a felsőmaróval. A hosszúságát végső soron mindenki egyénileg is megválaszthatja, ugyanis a szerkezet úgy lett tervezve, hogy a felsőmaró olyan közel kerüljön a munkafelülethez, amennyire csak lehetséges. Szóval nincs szükség extra hosszú alkatrészre. Viszont a kar végén lévő villás kialakítás méretét szükség szerint módosítani kell a felsőmaró típusához.
A vezetőkaron készítsünk egy furatsorozatot, 1 cm-es furatközökkel! Ez teszi majd lehetővé a sablon gyors beállítását a különböző méretezésű ellipszisekhez – 2 cm-es léptékekben. Itt álljunk meg egy pillanatra! Az ellipszist két dimenzió határozza meg: a nagy átmérő (hosszabb tengely) és a kis átmérő (rövidebb tengely) – lásd a VIII-as ábrát. Na már most, a karon lévő minden egyes lyuk egy-egy átmérő középpontja. Értelem szerint egy adott átmérő kétszer akkora lesz, mint a furattól a felsőmaróig tartó távolság. Például, ha a 200-as számmal jelölt furatot vesszük, akkor ez egy 20 cm-es átmérőt jelent, de valójában csak 10 cm a távolság a szerszámtól számítva. Ezért van az, hogy az 1 cm-es furatközök 2 cm-es léptékeknek felelnek meg a rövidebb és a hosszabb tengelyen.
A karon lévő furatokat, valamint a két távtartó (E) és a felsőmaró alá helyezett kétféle talp (FR és az FFM) rögzítéseihez szolgáló furatokat állványos fúrógéppel készítsük el! Vágjuk formára a kart (8-as kép; IIIas ábra)! Készítsük el a távtartókat (VI-os ábra)!
Készítsük el a kétféle talpat! Az egyik segítségével rajzolni tudjuk az ellipszist (IV-es ábra), a másik a felsőmaróhoz rögzül (V-ös ábra). A rajzolós talpon egy kis furatot alakítsunk ki a ceruzahegy számára!
Amikor a talpat hozzárögzítjük a karhoz, a kis furat és a karon lévő 200-as jelölés között pontosan 10 cm legyen! A felsőmaróhoz készített talpon akkora furatra van szükség, hogy a felsőmarószár kényelmesen átférjen rajta. Vegyük észre, hogy a ceruzahegy számára készített furat és a felsőmarószár számára készített furat nem központosított. A marásból adódó forgácsolási veszteség miatt ez nyilvánvaló is, hiszen azt szeretnénk, hogy a ceruza vonalát éppen érintse a forgácsoló szerszám. Nos, a felsőmaróhoz készített talpon lévő furat helye attól függ, hogy mekkora horonymarószárral szeretnénk dolgozni. Érdemes legalább 10 mm munkaszélességű szárat választani. A szerkezetbe be lett építve egy finombeállítási lehetőség is. Miután az eredeti méreten körbemartuk az ellipszist, a finombeállítás utáni második marás letisztázza a vágási élt. Valójában ennek a finombeállítási lehetőségnek a segítségével 1,5 mm-rel közelebb toljuk a marószerszámot az ellipszis középpontjához, amit aztán egy csap (pl. egy fúrószár) segítségével le is tudunk rögzíteni. Ahhoz, hogy ezt meg tudjuk csinálni, a vezetőkaron lévő, szárnyas anyák alatti furatokat oválisra kell kialakítani egy reszelő segítségével. Először szereljük fel a talpat és a távtartókat a vezetőkarra, még mielőtt kifúrnánk a rögzítő csapok helyét! Vegyük figyelembe, hogy míg a rögzítéshez keresztülmenő furatokra van szükség (kar, távtartó, talp), addig a rögzítő csapokhoz csak a kart fúrjuk át, a távtartóba már csak zsákfuratot készítünk. Az átmenő furatok karon lévő elhelyezése és ezen két furat egymáshoz viszonyított távolsága nem fontos. Ami számít, az a 1,5 mm-es eltolás. A rögzítő csapok kifúrásához először lazítsuk meg a szárnyas anyákat, és húzzuk meg a talpat az ellipszis közepétől számított legtávolabbi helyzetbe. Ezután rögzítsük az anyákat, majd fúrjunk egy 3 mm-es furatot a karon keresztül a távtartóba süllyesztve. Itt húzzunk egy, a két alkatrészen átmenő jelet! Az anyákat kilazítva mozgassuk a távtartót 1,5 mm-t az ellipszis középpontja felé! A megszorítás után készítsünk egy újabb 3 mm-es furatot az előbbiek szerint! A jel mutatni fogja a finombeállítás pozícióit.
A SZERKEZET HASZNÁLATA
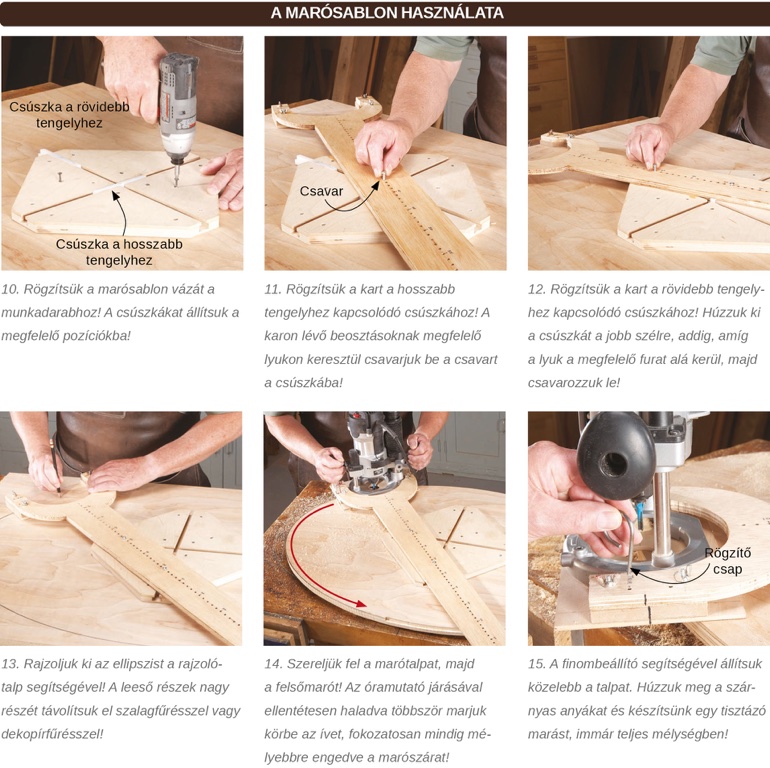
A marósablon vázát hozzá kell rögzítenünk a kivágandó munkadarabhoz, ez ugyanis nem mozoghat. A legjobb megoldás, ha lecsavarozzuk az alapanyag hátuljához (10-es fotó). Helyezzük a csúszkákat a megfelelő pozíciókba: a hosszabb tengelyért felelős csúszkát állítsuk középre, a rövidebb tengelyhez kapcsolódó csúszkát pedig a horony marógéphez közelebb eső szélére, majd csavarral rögzítsük a kart a csúszkákhoz (11-es, 12-es fotók)! Rajzoljuk meg a kívánt méretű ellipszist, majd távolítsuk el a vezetőkart és fűrészeljük le a munkadarab leeső darabjainak nagy részét, hogy ne legyenek útban marás közben. A munkapadra, a munkadarab alá tegyünk olyan távtartókat, amiket tapadást segítő anyaggal láttunk el (kétoldalú ragasztó, parafa stb.).
Tegyük rá vissza a munkadarabot és a csúszkákat helyezzük vissza a 10-es fotón már bemutatott módon! A csavarokkal rögzítsük a vezetőkart a csúszkákhoz! A második lyuk és a csúszka szintbehozása lehet, hogy kissé nehézkes lesz; erre a célra egy hosszú, hegyes szerszám jól jön (pl. varró ár).

Távolítsuk el a rajzolótalpat, rögzítsük fel a marótalpat, majd a felsőmarót! A vezetőkar csavarjait húzzuk meg újra! Így készen állunk a maráshoz.
Ne feledjük, hogy marás közben az óramutató járásával ellentétesen haladjunk, ahogy azt egyébként is tesszük minden egyéb felsőmarási munkánál. Ha a felsőmarógép teljesítménye (s így a marószár mérete) indokolja, többszöri körbemarással, lépcsőzetesen mélyebbre haladva marjuk ki az ellipszist! A finombeállító azt teszi lehetővé, hogy egy végső, tisztázó marást is tudjunk végezni, immár teljes keresztmetszetben (15-ös fotó).
Forrás: Richard Tendick, American Woodworker Magazine
Képek: Jason Zentner, kivéve a nyitókép: https://www.skramfurniture.com
Illusztráció: Frank Rohrbach
Kapcsolódó dokumentum:
a-koron-es-azon-tul
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.