A jó, a rossz és a csúf
A szúrófűrészlapok (dekopírfűrészlapok) kínálata több mint zavarba ejtő, mégis gyakran előállhat az a helyzet, hogy a velük végzett vágás nem állja meg a helyét: a fafelület kiszakad, a laminált lap kipattogzik. Arról nem is beszélve, hogy a lap pedig idő előtt elfüstöl… Melyik fűrészlap milyen anyaghoz való? Mit lehet tudni a fűrészlapon lévő jelölésekről és a fogak alakjáról? Ezekre is választ adunk!

A legtöbb faiparos valószínűleg egyetért abban, hogy minden szúrófűrész csak annyira jó, mint amennyire a benne lévő fűrészlap. S miután a fűrészlapok nem egyformák, úgy is mondhatjuk: ahhoz, hogy a legtöbbet tudjuk kihozni ki a gépünkből, ahhoz nemcsak jó minőségű, hanem megfelelően kiválasztott fűrészlapot kell használni. Hogyan tudjuk kiválasztani a feladathoz leginkább illeszkedő fűrészlapot? Azt nem ígérjük, hogy most kiderül a meztelen igazság! Azonban bemutatjuk azokat a szempontokat, hogyan válasszuk ki a megfelelő szúrófűrészlapot egy feladathoz. Továbbá megvizsgáljuk azt is, hogyan akadályozzuk meg az olyan általános problémákat, mint a félrehúzó pengék vagy a fogkiszakadás. Kezdjük az általánosabb megközelítéssel!
FŰRÉSZLAPSZÁRAK TÍPUSAI
A szár a szúrófűrészlap azon része, amit befogunk a készülékbe.
Valójában ez a megmunkáló szerszám egyik fő ismérve. Két fajtája van: U-szárú és T-szárú. Az U-szárú (univerzális szár) fűrészlapok rögzítéséhez valamilyen segédszerszámra van szükség. (Figyelem: az univerzális nem azt jelenti, hogy univerzálisan, azaz mindenre kiterjedően, teljeskörűen használható a fűrészlap!) Ma már ez a típus kevésbé elterjedt, hiszen a készülékeket gyártók túlnyomó többsége átállt a sokkal kényelmesebb, szerszám nélküli lapcserét lehetővé tevő T-szárú (tang-shank azaz csap-szár) fűrészlapokra. Miután ma ez a legszélesebb körben használt rögzítési szabvány, ezért egy T-szárú szúrófűrészlap kompatibilis lesz a legtöbb új készülékkel.
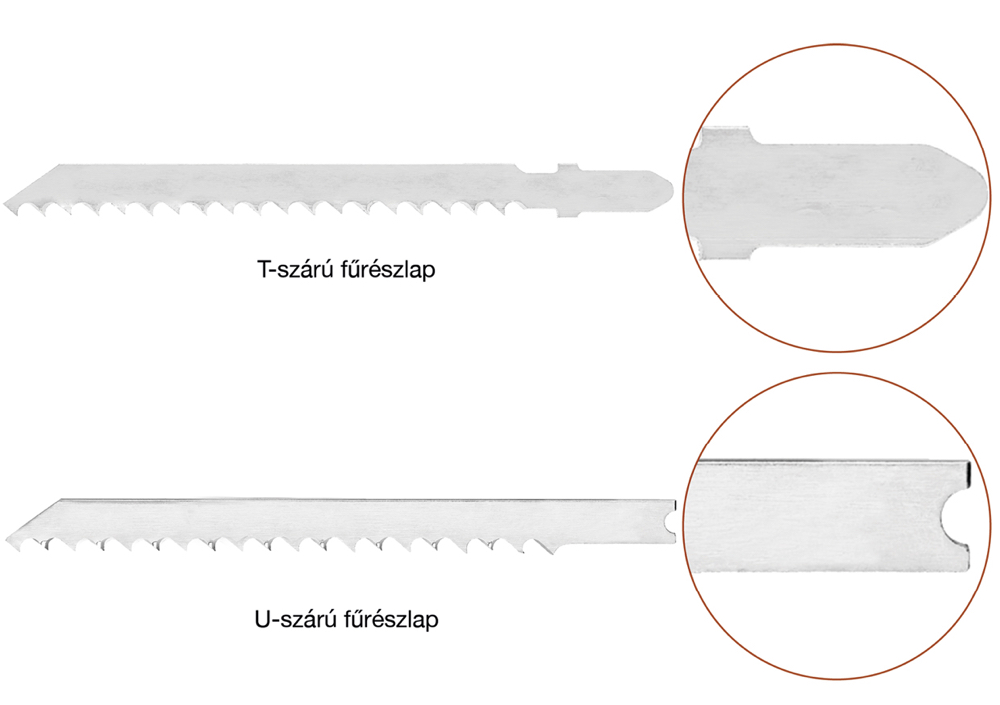
T és U végződésű fűrészlapok
FŰRÉSZLAP ALAPANYAGÁNAK FAJTÁI
A vágandó anyagtól függően kell megválasztanunk a megmunkáló szerszám alapanyagát. A fűrészlapok anyagai négy fő kategóriába sorolhatók, és a megfelelő választás biztosítja azt, hogy tisztább vágást érjünk el, hogy kevesebb legyen a vágási vonaltól való elvándorlás, és hogy hosszabb élettartama legyen. Ez a négy fő kategória:
HCS. Magas széntartalmú acél (High Carbon Steel), általánosan véve nagy felületi keménységű, és kopásállóságú acélfajta. Kiválóan alkalmas fa, laminált bútorlap és műanyag vágására.
HSS. Gyorsacél (High-Speed Steel), nagyobb kopásállóság, éltartósság, hosszabb élettartam jellemzi, ami az ötvözésnek (pl. volfrám, króm) köszönhető. Keményebb anyagok, például réz, alumínium vagy akár acéllemezek, csövek vágására is alkalmas.
BIM. HSS fogak alkalmazása egy HCS szerszámtesten. Ez az ös - szetétel garantálja a szerszámtest rugalmasságát és az él szívósságát. Az edzett fogak sokkal nagyobb éltartósságot adnak a szénacélnak, így akár tízszeres élettartam is jellemzi ezt a kombinált anyagot. A ridegség miatt azonban könnyebben törik, ha nálánál keményebb anyagokkal találkozik (pl. a forgácslapokban előforduló kavicsok). Hosszú távon érdemes tesztelni, hogy meglássuk, érvényesülnek-e a többletköltségen vásárolt előnyei. Itt kell megjegyezni azt, hogy a kemény élkiképzés nem minden esetben jelent egyúttal tisztább vágási képet is. Az ok egyszerű: a kemény, ám rideg él, ahelyett, hogy eltompulna, inkább törik, így az él felületén mikrométeres letöredezések keletkezhetnek. Ezek a törési felületek pedig már hátrányosan érintik például a farostok átvágásának egyenletességét, azaz nem adnak tiszta vágásképet, továbbá az egyenes vonalvezetést sem segítik. Mindig a célnak leginkább megfelelő alapanyagú fűrészlapot válasszunk.
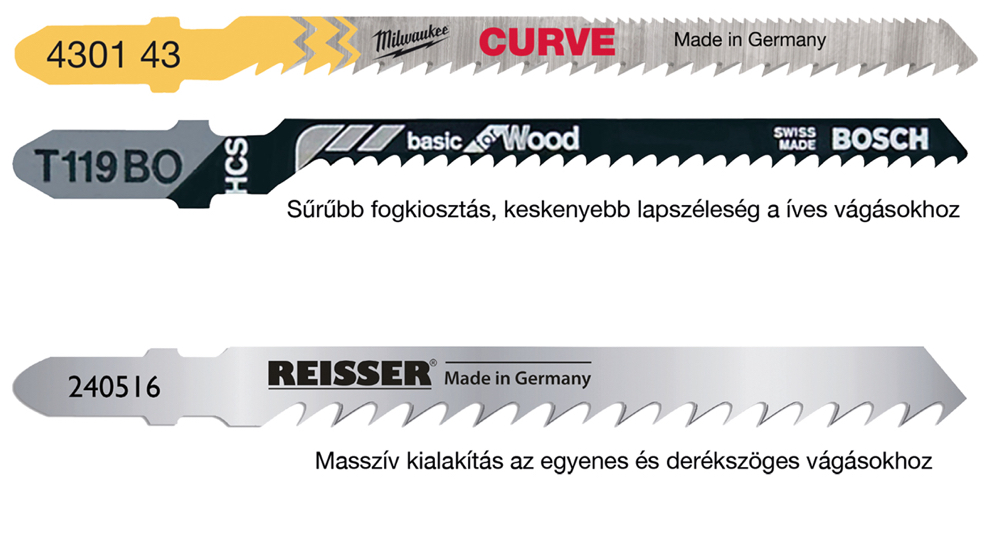
A vonalvezetést a fogszám és szerszámtest kialakítása adják
Karbid. A karbidok, melyek fémek és félfémek szénnel alkotott vegyületei, rendkívül kemény anyagok – lásd például a szilícium-karbidból készített csiszolóanyagokat. A karbidos fűrészlapok már nem is rendelkeznek fogakkal: a munkát ezen rendkívül kemény anyagok szemcséi végzik el. Ezek a fűrészlapok gipszkartonlapok, cementkötésű lapok, üvegszál-erősítésű anyagok, kerámia és mindennemű acél vágására alkalmasak leginkább.
FOGOSZTÁS, SZERSZÁMTEST
A fogak sűrűségére a nemzetközi gyakorlatban a TPI-számot használják (Tooth Per Inch, azaz a fogak száma/inch), ami az 1 inch (25,4 mm) hosszon található fogak számát jelöli. Az angoltól eltérő európai nyelvterületen a fogcsúcsok közötti távolságot adják meg, mmben kifejezve. A fogosztás szerint a fűrészlap lehet:
- durva (3–4 mm / 8–6 tpi) az egyenes vágásokhoz;
- közepes (1,8–2,5 mm / 10–14 tpi) a nagyobb ívű vágásokhoz;
- és finom (1,2 mm / tpi) ahol az ív rádiusza 2,5 cm vagy annál is kisebb.
Adott esetben a megmunkáló szerszám testének mérete is igazodik a fogszámokhoz. Az egyenes vágáshoz a széles (8 mm), kissé vastagabb (1,25–1,5 mm) fűrészlap a megfelelő, egyben ez biztosítja a derékszögességet is a lapsík és a vágás éle között – jó esetben. Ívek vágásához azonban keskenyebb (6 mm) és vékonyabb (1 mm) fűrészlap való.

Az eltérő fogalakok jelentős különbséget mutatnak vágáskor
ATTÓL, HOGY ÉLES, MÉG NEM BIZTOS, HOGY JÓ: FOGKIALAKÍTÁSOK
A fogak száma mellett a dekopírfűrészlap fogainak alakja és elrendezése is jelentős szerepet játszik a vágásában. A fogkialakítások megmutatják, hogy milyen minőségű vágási élt várhatunk el egy fűrészlaptól.
MART FOGKIALAKÍTÁS
A terpesztett fogakkal ellátott szúrófűrészlapok inkább tépik a faanyagot, semmint szelik, ami a fűrészelésben gyorsabb haladást, de durvább vágásképet eredményez. Egyébként elmondható, hogy ezek a mart fogú pengék hosszabb élettartammal bírnak, így jól használhatók a nagyobb sűrűségű, keményebb (fa)anyaggal történő munkavégzéseknél. A fűrészlap tipikus geometriája a következőket foglalja magában:
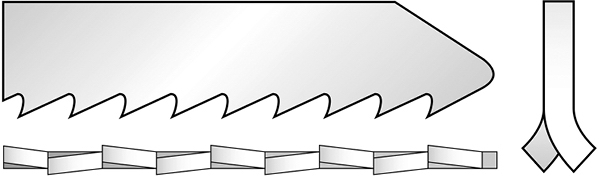
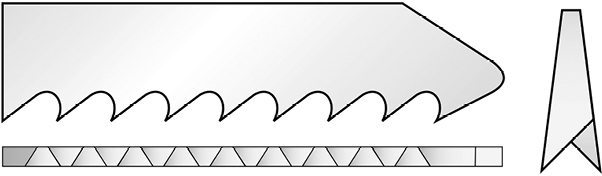
1. ábra
Mart fűrészfogak oldalra terpesztett fogállással. A fogak váltakozva, balra és jobbra vannak kihajlítva (1. ábra). Ez markáns és gyors vágást tesz lehetővé, de meghatározó lesz a felszíni kiszakítás. Akkor előnyös a használata, ha gyors, haladós vágást szeretnék, és nem különösebben fontos az, hogy a vágáskép durva lesz (pl. épületszerkezeti munkák).
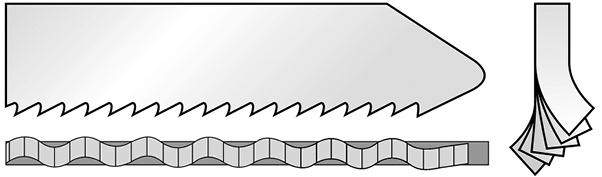
2. ábra
Mart fűrészfogak hullámos fogállással. Itt a fővágás hullámos alakzatot vesz fel, ami viszonylag finom, egyenes vágást eredményez elsősorban forgácslap, rétegelt lemez, műanyag, alumínium anyagokban (2. ábra).
KÖSZÖRÜLT FOGKIALAKÍTÁS
A fogak keresztirányban történő köszörülésével a rostok szakítása helyett metsző tulajdonságot mutatnak ezek a belső fogélezésű fűrészlapok.
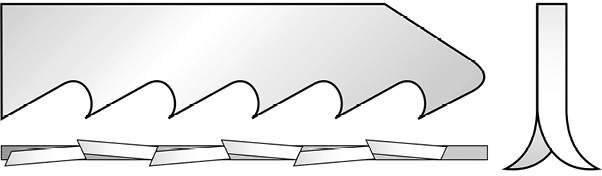
Köszörült, egyenes fűrészfogak köszörült hátszöggel. A fővágás egyenes, a fogak vágóélei ferde szögben érkeznek az anyagba, továbbá a hátszög is köszörült (a fűrészlap a gerinc felé kúposodik), így sokkal tisztább vágásképet kapunk (3. ábra).
3. ábra
4. ábra
Köszörült, terpesztett fűrészfogak. A dőlt szögű fogak elvágják a fa rostjait, miközben a terpesztett fogállás extra nagy vágási sebességet biztosít (4. ábra). A fejlesztések eredményeképpen további speciális fogkiképzésekkel is találkozhatunk, amivel nemcsak a vágásképet javíthatjuk, hanem a dolgunkat is könnyebbé tehetjük a munka során.
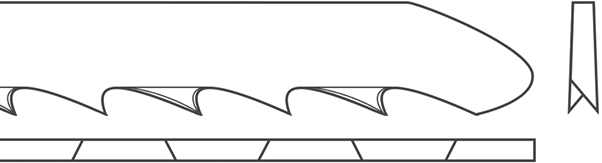
5. ábra
Fordított fogállás. Még a legfinomabb fűrészlap is okoz némi kiszakadást a vágási vonal felső éle mentén. Az ok egyszerű: előtolás esetén a fűrészlap nem csupán le- és felfelé, hanem orbitális, azaz ovális pályán is mozog, így a felfelé irányuló vágásnál szakíthat.
Ha fontos a tiszta, kiszakadás/kitöredezésmentes vágáskép és csak a munkadarab színe felől tudunk vágni, akkor a fordított fogállású szúrófűrészlap a megoldás. (5. ábra). Hívják még reverse lapnak, R lapnak vagy lefelé vágó lapnak is. Fontos! Ha ilyen, fordított fogú fűrészlapot használ, akkor ki kell kapcsolni az előtolást!
Speciális formákkal és fogkiképzésekkel könnyebb az egyedi esetek megoldása
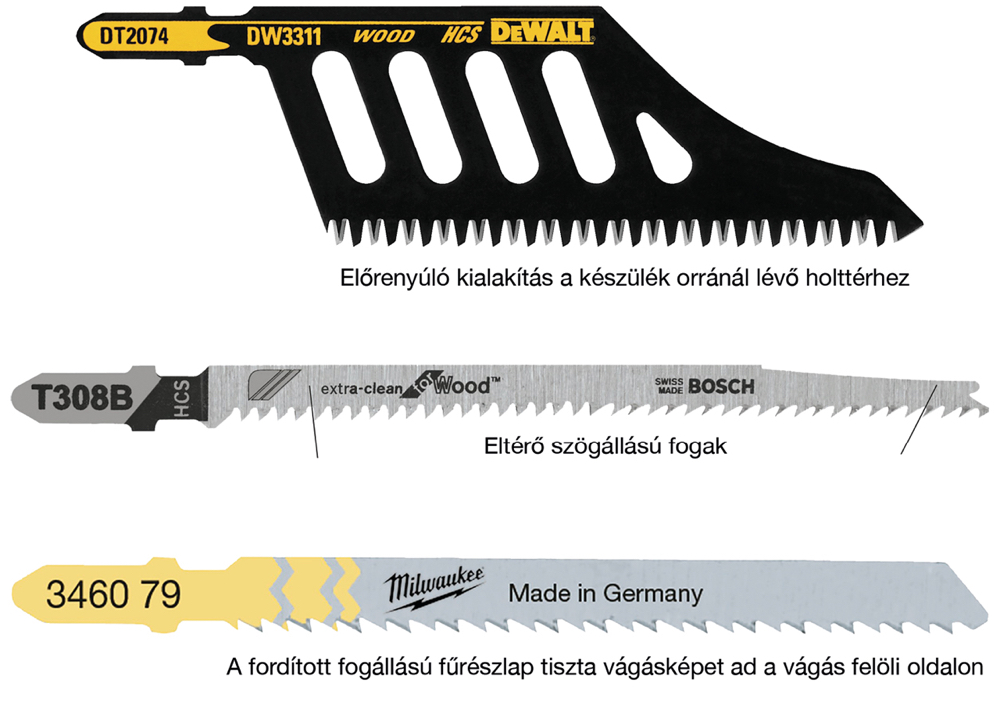
Eltérő szögállású fogak. A nagyobb szögű, horgosabb fogak a fűrészlap végén helyezkednek el, ahol ez az agresszívebb kialakítás gyorsabb vágást eredményez a 2,5 cm-nél vastagabb anyagoknál, a szár közelében lévő fogak ugyanakkor tisztább vágásképeket adnak a felszínre történő kilépéskor.
Progresszív fogkialakítás. Ezeknek a fűrészlapoknak olyan a kialakításuk és az anyaguk (jellemzően bimetál), amivel szögek, csavarok és egyéb fémszerelvények átvágására is alkalmassá válnak – a fa vagy bútorlap megmunkálása közben.

Bimetál progresszív fűrészlap fémhez, fához egyszerre alkalmazható
FŰRÉSZLAPCSÚCS: AKÁR FEJEST IS UGRIK
Gyakran van szükség a felülről történő kivágásokra – legyen szó akár mosogatótálca, akár asztaltetőbe helyezhető, szögletes alapú eszközök helyének kialakításáról. Azt persze tudjuk, hogy a vágás megindításánál furatot kell készíteni a fűrészlap behelyezéséhez. Nos, a modern szúrófűrészlapok lehetővé teszik a közvetlen behatolást (fejesugrást) az anyagba; nincs szükség előzetes lyukfúrásra. Amire viszont ilyenkor figyelnünk kell: a gépet megdöntve, a talp elülső élére állítva kell a vágási vonaltól beljebb eső területre helyezni és indítás után fokozatosan belemeríteni a felületbe. Zárszóként: ha nem találjuk a megfelelő szúrófűrészlapot kedvenc kereskedésünkben, biztassuk a tulajt vagy az árubeszerzőt a szélesebb árukínálatra, vagy magunk nézzünk utána az interneten. Kis erőfeszítéssel meglepő eredményekhez jutunk.
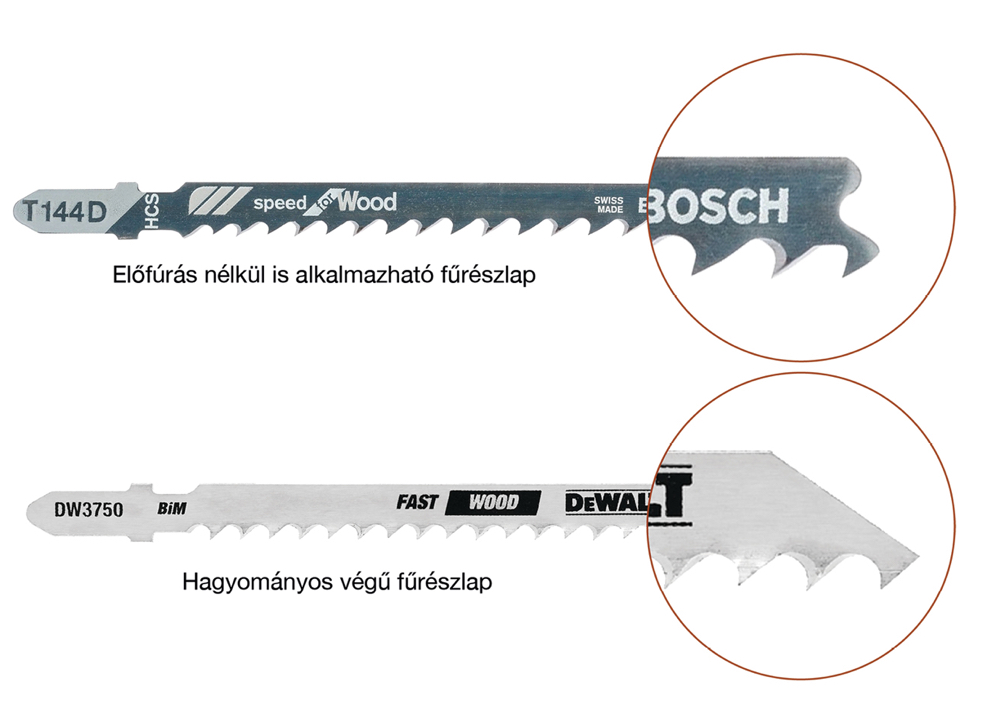
Az egyedi fejkialakítással előfúrás nélkül kezdhetjük a kivágást
Képek
knowledge.axminstertools.com
www.dewalt.com
www.boschtools.com
www.milwaukeetool.com
www.mps-saegen.de
Kapcsolódó dokumentum:
a-jo-a-rossz-es-a-csuf
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.