Cserelapkás „szörnyetegek” a CMT-től
Léteznek olyan faanyagok, amelyek síkba munkálása szó szerint szinte lehetetlen. Ez alatt azt értem, hogy alakiságuk, vagy dimenziójuk nem teszik lehetővé a hagyományos elsődleges keresztmetszet kialakítását. Egyszerűen fogalmazva nem tudjuk őket sem egyengetni, sem vastagolni.

Pár kolléga most biztos felhördül, hogy ki az az elvetemült, aki egész pallóból, vagy deszkából szeretne dolgozni. Fel kell hasítani, aztán fugolunk, ragasztunk…
Csakhogy egy jó ideje van egy stílus, ami pont ezt a szakszerű hozzáállást nem engedheti meg magának. És ez az epoxigyantával kombinált faművészet. Talán ez a legjobb elnevezés erre.
Egész iparág állt rá erre a stílusra. Aki most áll neki ennek a munkának, hamar korlátokba ütközik. A fent leírt problémára létezik egy jó megoldás. Valaki fa-CNC-nek nevezi, valaki a fémmegmunkálásból adaptált elnevezéssel síkolásnak. Én ez utóbbi elnevezést használom és alkalmazom, bár nem epoxi vonatkozásban.
A módszer lényege, hogy a „betörni” kívánt faanyagot rögzítjük egy sík felületen, majd két sínnel kiszintezzük, beállítjuk a síkot. Ezek után egy felsőmarógéppel, végigpásztázzuk a felületet. A felsőmarót egy merev kalodában kell tologatni és a kalodát a sínre merőlegesen elmozdítani, a marószerszám átmérőjénél kicsivel kisebb lépésekben.


Ez az elmélet! A gyakorlat az, hogy az X,Y tengely létrehozása nem jelent problémát. Felsőmaró is akad a műhelyben. De a felsőmaró szerszám az, ami a legtöbb esetben hátráltatja a mutatványt.

Egy profi megoldás, profi maróval (Festool OF 2200)
Ugyanis olyan szerszámra van szükség, amely viszonylag nagyméretű. Ezáltal termelékeny és nagy elmozdulásokkal tudunk dolgozni. Az sem hátrány, ha a szerszám élanyaga kedvező a természetes fa megmunkálásához, esetleg tompulása esetén azt a műhelyben újra munkaéles állapotba tudjuk hozni.
Erre kínál megoldást a CMT!


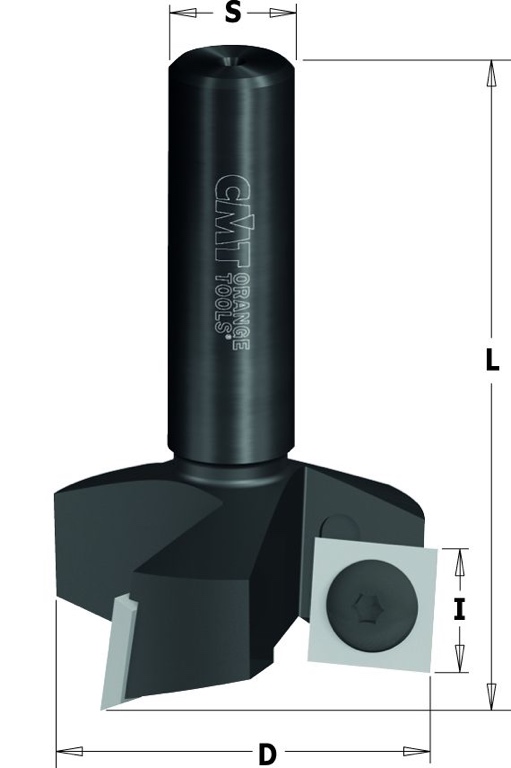
A 663.502.11 számú, 12mm es szárbefogású, 6+3 élű (6 főél és 3 mellékél) szörnyeteg 50,8 mm élkörátmérőjű. A lapkák HW 14x14x2 es méretűek és 4-4 éllel rendelkeznek. Ha kopást tapasztalunk, elegendő egyet fordítani rajtuk, és mehet tovább a munka.
A szerszám 1” magas, ami azt jelenti, hogy egy lépésben akár 25,4mm mély és 50,8 mm széles nútot is tudunk marni. Ha van hozzá olyan marógép, ami ezt bírja is teljesítménnyel.
A legjobb az egészben, hogy az élanyagnak és az élanyag elhelyezésének köszönhetően a lemunkálás 5-10 mm fogás esetében is gyorsan megy (lényegében a szerszám hántol). A felület pedig sima. A keresztsín belengését azért nagy fesztávon bele kell kalkulálni.
További előnye ennek a kialakításnak, hogy rönkszeletek is nagy hatékonysággal munkálhatók meg, beégés nélkül.
A CMT kínálatában két másik szerszám is érdekes lehet. A 66300511-es 38 mm, míg a 66300411-es 60 mm élkörátmérőjű. Mindegyik 12 mm-es szárral és három késsel dolgozik.
A kések 2-2 élt használnak egy időben, tehát 1 átforgatási lehetőségünk van, ha eltompul. Itt HWM 12x12x1,5-ös lapkákat fogad a szerszámtest!
Természetesen ezekkel a szerszámokkal a hagyományos marási technológiák éppúgy megvalósíthatók, mint „normális” társaikkal. Falcolás, de akár csapok is készíthetőek velük.
Fontos! Ezek a szerszámokat eredetileg CNC megmunkáló központok számára fejleszették, de sok külföldi portál ajánlja az itt leírt alkalmazásra.
Forrás:
2g-utensili.it
paginutensili.com
littleloveliesbyallison.com
imgur.com
cmtorangetools.com
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.