Szabni, vagy nem szabni?

A tapasztalatom az, hogy amikor körfűrészgépet választ, nagyon sok információt kell mérlegelnie az asztalosnak. A körfűrészek jelenléte a műhelyekben szinte kötelező érvényű. Rengeteg művelet végezhető rajtuk, olyan is, amit én – finoman fogalmazva – nem tartok egészségesnek. Sajnos, az oktatásban nem kellő mélységben foglalkoznak a témával, s a kezdők is sok esetben csak egy, maximum két szemszögből nézve rendelkeznek kellő információval a lapszabász körfűrészgépek témakörével kapcsolatban. Ezek közül az egyik a birtoklási vágy, hogy KELL. Aztán a munkák során szerzett tapasztalatok alapján alakul ki egy nézet, egyfajta filozófia, hogy mit, mire, hogyan alkalmazunk.

Lehet, hogy most a kedves olvasó egy olyan írásra számít, ahol a nagyipari technológiát boncolgatjuk, azonban korántsem erről lesz szó. A következő írásom az elmúlt 25–30 év körfűrészgép-alkalmazását boncolgatja az asztalos oldaláról szemlélve. Mivel a témában nem nagyon találunk szakirodalmat, ezért tekintsük ezt egy kísérletnek, amely az okokat és a következményeket veszi sorba.
LAPSZABÁSZATOK KIALAKULÁSA
A lapszabászat szó hallatán mindenkinek több dolog ugrik be. A rendszerváltást követően alakult kisebb-nagyobb asztalos vállalkozások, valamint a közületek is hozzájuthattak olyan, addig szinte elérhetetlen anyagokhoz, mint a laminált forgácslap, a rétegelt lemezek, esetleg a táblásított lapok. A kereskedések hamarosan azt is felismerték, hogy nem elég csupán eladni az alapanyagokat, hanem egyéb szolgáltatásokat is nyújtaniuk kell. Az egyik ilyen szolgáltatás lett a szabászat. A laminált lap méretre vágása sosem volt túl bonyolult feladat – első ránézésre. Adott egy valamilyen körfűrészgép, valamilyen körfűrészszerszám és megvolt a kellő akarat is. Ily módon nagyobb probléma nélkül lehetett és lehet pontos méreteket kialakítani.
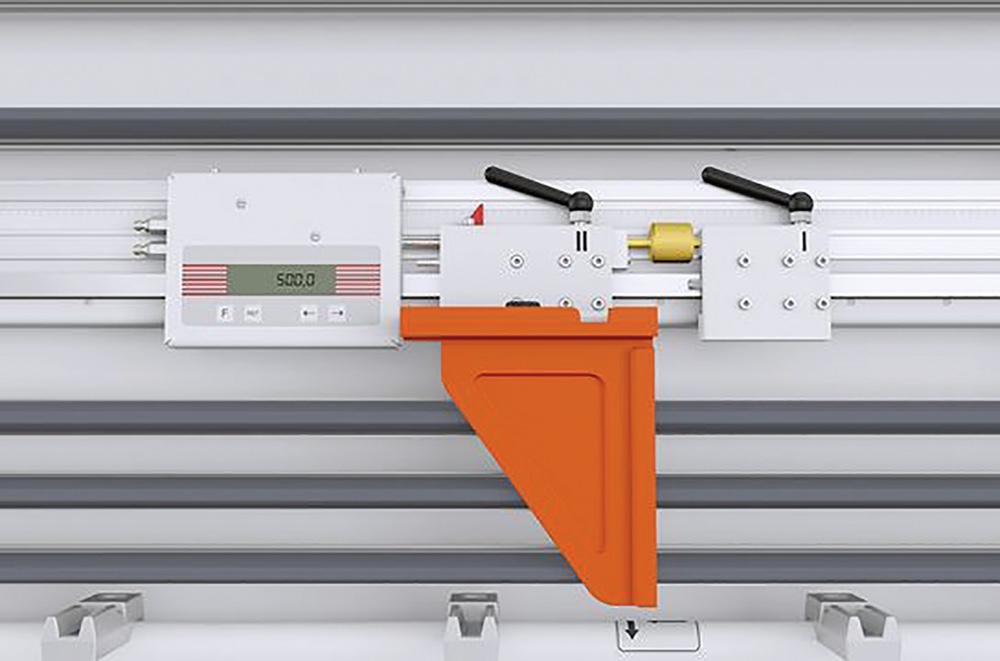
Vertikális lapszabászgép digitális ütközővel
Egy „kisebb” probléma azonban mindmáig fennáll. Ez nem más, mint a kipattogzódás kérdése, ami a laminált forgácslap tulajdonságaiból adódik. A körfűrészlap a laminált lap alsó részén kisebb-nagyobb felületi darabokat ránt magával és ezzel esztétikai hibákat okoz. Egy induló bútorasztalos-vállalkozás egyik legnagyobb problémája a megfelelő technológia megszerzése a kipattogzódás-mentes vágásra. A szabászatok csak a kétezres évek elején bővítették a szolgáltatásaikat az élzárással, erről egy másik cikkben olvashatnak. Aki nem rendelkezett megfelelő körfűrésszel, annak egy lapszabászat a mai napig a lehetőségeinek meghosszabbítását jelenti, hiszen a munka részét a szabászatok végzik el. Bár az elmondások alapján néhol vannak problémák az elkészült alkatrészek méreti, alaki és élzárási vonatkozásában. S már vissza is kanyarodtunk az alapokhoz. Előbb-utóbb szükség lehet egy lapszabászat elvégzésére alkalmas körfűrészre.
RÉGI KOROK RÉGI MEGOLDÁSAI
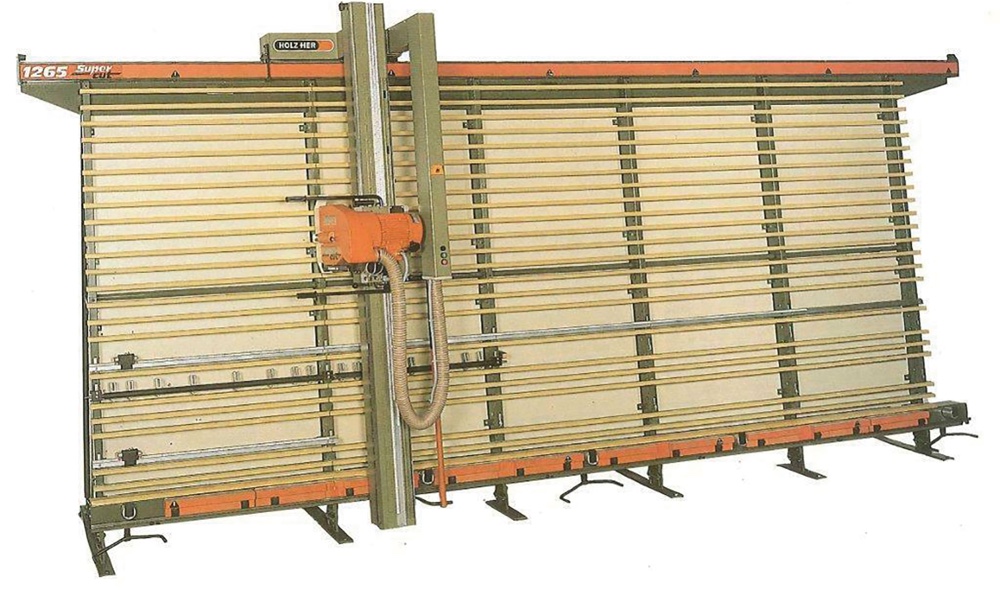
De térjünk kicsit vissza a kilencvenes évekhez. Nagyon sok szabászat akkoriban függőleges lapszabászgépeket vásárolt, melynek több oka is volt. Az egyik a relatíve kis ár, az olcsó fenntartás és az elrendezésből fakadó könnyed kezelhetőség (élében könnyebb a lapanyagok anyagmozgatása). Ezeknek a gépeknek az egyik legnagyobb előnye a helykihasználás. A legtöbb faipari alapgép esetében „az anyag mozog és a gép áll” az elterjedt filozófia (természetesen meglehetősen morbid lenne, ha egy hatmázsás vastagoló gyalugép rohangálna körbe egy huszadsúlyú pallót), de a vertikális körfűrész ebből a szempontból kivétel. A táblát ráemelik a tartógörgőkre, majd a sínrendszerre épített aggregát szépen teszi a dolgát, a gépkezelő irányításával. A függőleges elhelyezésnek több szempontból is van létjogosultsága napjainkban is. A lapanyagot kön - nyebb állítva kezelni. Amennyiben többféle színt tartunk a műhelyben és azokat is állítva raktározzuk, egyszerűsödik az anyagkiválasztás, a raktárkezelés és az anyagmozgatás. Nyilván ez kisebb mennyiségnél működik hatékonyan.
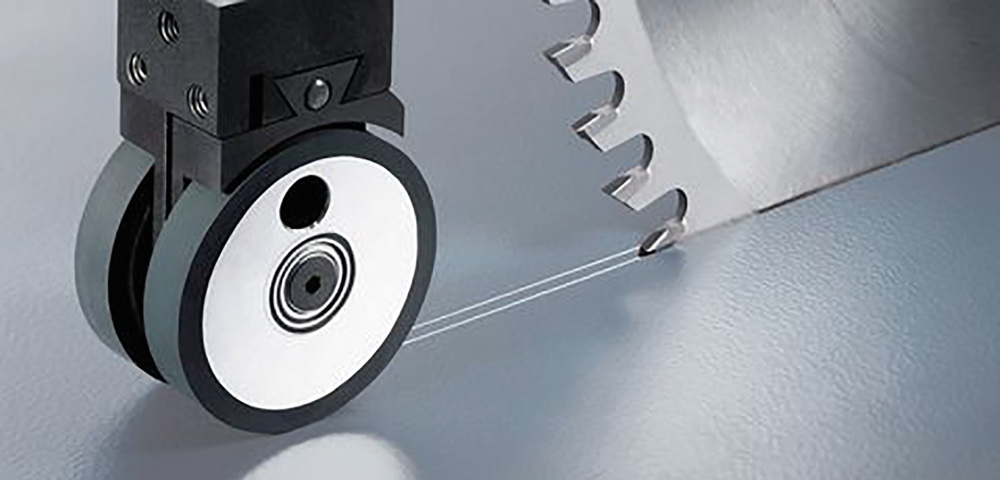
Az előkarcolás szemléltetése
Ha rakatban tároljuk a különböző anyagokat, az helyet foglal – és az egymásra helyezett lapok szétválogatása is már problémás. Sok erőt igényel és a lapok sérülése is gyakoribb. A vertikális tárolás és feldolgozás kisebb sérülési faktort jelent, mivel semmilyen szennyeződés nem marad az asztalfelületen. Egyedül a keményfa tartókat kellett, kell olykor cserélni, de ez is nagyon ritka.
A már említett kipattogzódás nélküli szabászatot többféleképpen oldották meg a konstruktőrök. Az egyik az úgynevezett előkarcoló egység beépítése volt. Ez egy állítható keményfémbetétes fix késeket tartalmazó eszköz, mely a körfűrészlap vágásrésének megfelelően beállított. A másik elterjedt megoldás, hogy vagy egyszerűen a forgácsolási iránnyal megegyezően kis mélységben elővágták az anyagot, majd ellenkező irányban átvágták. Ezt abban az esetben is alkalmazták, ha éppen nem volt az előkarcoló a helyzet magaslatán. Frappáns megoldás, ez tény.
A harmadik és egyben a korszerűbb megoldás, amikor külön elővágó körfűrészlap is részt vesz a megmunkálásban. Ennek azonban ára van. Az aggregát bonyolultabb, nehezebb lett, illetve a bejárt utat is növelni kellett, hogy az adott lapméretet az elejétől a végéig, alulról a tetejéig képesek legyünk végigvágni.
Az első két konstrukció további előnye, hogy „normál” vágásra is alkalmazható, azaz ha olyan anyagot szabunk, ahol a kiszakadás nem számít, vagy nincs bevonat a hordozón, egy menetben vághatunk és az elővágó, vagy karcoló nem kopik. Natúr forgácslapok, farostlemezek, rétegelt lemezek esetében ez időben óriási előnyt jelentett, jelent. De valamiért a vertikális szabászgépek felett eljárt az idő. Nagyon kevés helyen találkozni velük. Ha találkozunk is, akkor valamilyen másodhegedűs szerepet szántak nekik. Ilyen a munkalapok, vagy hátfallemezek szabása. De érdemi, pontos munkát nem bíznak rájuk. Változnak az idők, pedig helykihasználás és ár-érték arányban igencsak jó választásnak mondhatók. Igaz, ha nagy mennyiségben kell lapszabászatot végezni, akkor nem a vertikális gép a legjobb választás, illetve kicsit szokni kell a gép logikáját. A gerincsérv viszont ezen gépeknél minimális kockázatot jelent.
Ami a vertikális lapszabászgépek előnye, az egyben a hátránya is. Nem nevezhető univerzális gépnek, mivel fűrészáru vágására szinte alkalmatlan. Az átvágási kapacitása is kicsi, de ha ezek a hátrányok nem elegendőek, akkor azt is meg kell említeni, hogy nútolni, falcolni is képtelenek. Márpedig ezek a műveletek sok esetben nagyon is fontosak.
ÉS JÖTT A LAPSZABÁSZ KÖRFŰRÉSZGÉP
Az asztalos körfűrészgépekkel történő lapszabászat sohasem okozott problémát. A már említett kipattogzódás azonban itt is fennáll. A konstruktőrök egy igen elmés megoldással tették lehetővé a kisés közepes műhelyek számára a házon belüli minőségi szabászatot. A főlap elé egy úgynevezett elővágót építettek be. Ennek lényege, hogy a főlap szélességénél 0,1–0,1 mmrel szélesebb rést vágjon. Mindezt megspékelve azzal, hogy ellentétes irányba is forog. Így a forgácsolás iránya a lapba mutat és nem a lapból kifelé. Persze ehhez egy sor problémát is generáltak, melyekről később írunk.

A KÖRFŰRÉSZGÉPEK KASZTJAI
Egy klasszikus asztalosműhelyben a körfűrészgépek a szabászat és a pontos méretre történő kialakítás fontos eszközei. Minden fontosabb műveletre fejlesztettek gépet. A daraboló fűrészeknek rengetegféle megoldásával találkozhattunk régebben és sok esetben még ma is. Az egészen elvetemült és veszélyes inga-, paralelogramma, vagy radiálfűrészeken túl a korszerű, alsó elrendezésű leszabó körfűrészekig van itt minden.
A hasító körfűrészek robusztussága mellett az asztalos körfűrészek precízek és sokoldalúak. Ezek a gépek azonban ma már sok esetben feleslegesnek mondhatók. De mi okozta a paradigmaváltást?
Az elmúlt tíz évben az a trend figyelhető meg, hogy egyetlen géppel igyekszünk megoldani minden feladatot. Több-kevesebb sikerrel, de a lapszabász vagy formatizáló körfűrészek ezekre a komplex feladatokra alkalmasak. Nyilván nem egy „mindent tudó” gép megalkotása volt anno a cél, de az igények növekedésével a lapszabász körfűrészek váltak a műhelyek egyik alapgépévé, melyek ötvözték magukban a különböző műveletekre kialakított alapgépeket. Kivételt képez a fűrészáruk és szálanyagok darabolása.

A magyar fejlesztésű Etalon függőleges lapszabászgép előkarcoló egysége
MAJDNEM MINDENT TUDNAK, DE SOKSZOR MÉG TÖBBET IS
Az ellentmondásos kijelentés hamarosan értelmet nyer, csak pár dolgot kell tisztáznunk. Nyilván ezeket majdnem mindenki tudja, de összeszedve a körülményeket és a jelenleg zajló változásokat a világban és az iparban, más fényben fogjuk látni a „közepes vasak” létjogosultságát. A már említett különböző gépek egyetlen gépvázba történő integrálása nem feltétlenül volt tudatos a gépgyártók részéről. Az asztalosok kezdték el úgy használni a gépeket, amire talán nem is gondoltak a konstruktőrök. Asztalos körfűrészen laminált lapot vágni lehet, de minőségben nem lesz megfelelő és méretbeli korlátokkal is számolni kellett. De egy lapszabász körfűrészgépen pallót, deszkát szélezni, hasítani, szeletelni, netán vállazni, csapozni, nútolni, falcolni… Vadnak tűnhet, hiszen a gép neve nem tükrözi ezeket a lehetőségeket.

Néha cserélni kell a léceket
Kimondva-kimondatlanul, egy öreg, pontatlan lapszabász körfűrész is jobb, mint egy leszabó-hasító-asztalos körfűrész kombináció. Ha másért nem, akkor a helykihasználás és a karbantartás szempontjából is. Ha pedig ez a gép még pontos is, akkor laminált lapot, vagy dekoros, furnéros lapokat is meg tudunk munkálni. A gyártók is felismerték ezt a potenciált. Mára olyan funkciókkal kényeztetik a vastagabb pénztárcájú ügyfeleket, mint a két irányba dönthető tengely, vagy az elővágó „elrejtése”, esetleg a folyadékhűtés, vagy a teljesen digitális vonalzó-beállítás. Ez nem azt jelenti, hogy egy 10–15 éves, jól megkonstruált gép mára elavult. Sokkal inkább azt, hogy egyetlen gép veszi át a három különböző funkciójú gép szerepét. Természetesen ennek ára van és itt nem kifejezetten a gép beszerzési, üzembe állítási költségeire gondolok. Jól tudjuk, hogy a többfunkciós gépekkel komoly kompromisszumokat kell kötnie a felhasználónak. Elsősorban a funkciók közötti átállás és ezzel együtt a korábbi műveletnél történt beállítások elvesztése a fő probléma. Ezen felül még azt is számításba kell vennünk, hogy ha több munkatárssal együtt dolgozunk, akkor a különböző műveletek egyidejűsége hátráltatja a munkafolyamatot. Egy munkaterületre van korlátozva 2–5 akár teljesen eltérő technológia. A legjobb példa erre a kombinált gyalugépek esete. Ha egyengetünk, nem tudunk vastagolni és fordítva. Márpedig előfordul, hogy gyorsan kellene egy pótalkatrészt egyengetnünk, de éppen be van állítva a gép egy adott méretre, s mi nem igazán szeretnénk ezt elállítani. Igaz a PANHANS 546 10-es egyengető-vastagoló gyalugép ezt a problémát konstrukciójából adódóan kiválóan megoldotta. A többfunkciós gépek létjogosultsága abban leledzik, hogy a funkciók számához mérten az áruk kedvezőek – és kis helyet foglalnak. Ezért kisebb műhelyek, kezdő asztalosok egyik kézenfekvő megoldása ezen gépek beszerzése. Ráadásul, ma már rengeteg olyan innovációt is megkapunk, melyek korábban csak a nagy és professzionális gépek sajátja volt.
DE MI A HELYZET A LAPSZABÁSZ KÖRFŰRÉSZEKKEL?
Gyakorlatilag ezek a gépek nem korlátozódnak csak a lapanyagok pontos és minőségi megmunkálására. Az asztalosok hamar felismerték, hogy a körfűrészlap cseréjével természetes fát ugyanúgy meg tudnak munkálni, mint bármilyen agglomerált lapot. A 3,2 méteres tolóasztallal szerelt gépeken a szélezési műveletek könnyedén elvégezhetők, de a különböző szögvágások, vagy hasítási, szeletelési műveletek is könnyen gyorsan abszolválhatók. Ami viszont nagy különbség a többfunkciós gépekhez képest az az, hogy a gépen maximum szerszámcserét kell eszközölni, vagy pár független kiegészítőt felszerelni. Vagyis az átállás a legrosszabb esetben is pár perc. Innentől kezdve a lapszabász körfűrészgép az egyik legsokoldalúbban alkalmazható faipari géppé vált a műhelyekben. Ehhez az kellett, hogy a lineáris mozgástechnológia megfelelő szintre lépjen. Minden nagyobb gyártó megalkotta a maga szánrendszerét, amely a lapszabászok egyik legfontosabb ismérve.
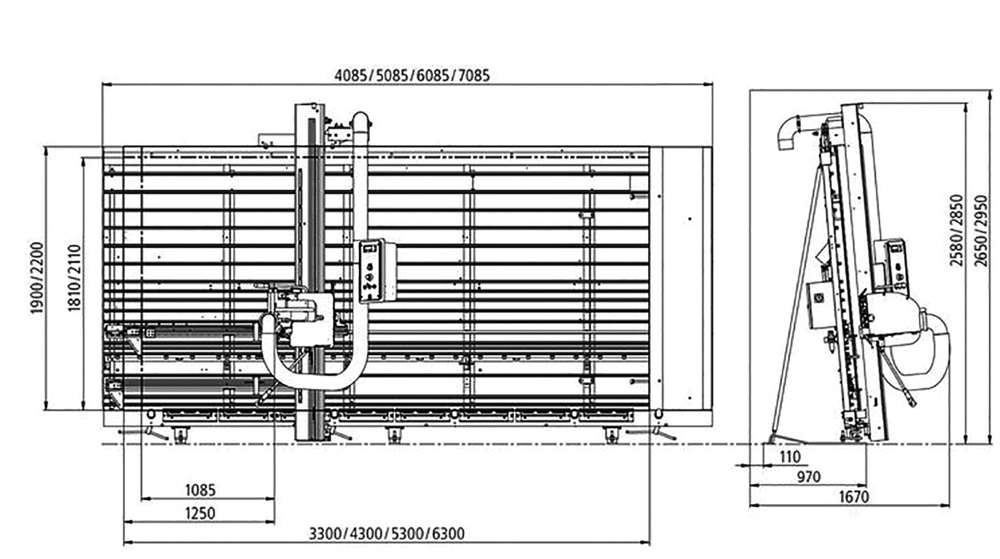
MI ENNEK AZ ÁRA?
Lényegében a helyszükséglet. Egy 3,2 méteres tolóasztallal felvértezett gép hosszában 7–8 métert foglal el a műhelyből, míg széltében 3,4–4 méterre van szüksége. Ez utóbbi a gép fizikai szükséglete a szegmensvonalzóval, de ha hosszabb anyagot szeretnénk keresztbe vágni, inkább 5–6 méter hellyel kényeztessük a masinát. Ebből következik, hogy 48 m2 viszonylag üres placcra lesz szükségünk, hogy a gépet körbe tudjuk táncolni, s ne kelljen folyamatosan attól tartanunk, hogy kuglibábokként dőlnek össze a rakatok, vagy „cefrét csócsáló háziállatokként” bukdácsoljunk a gép hatásvonalában fetrengő egyéb alkatrészek között.
48 m2! 3–4 tagú családok élnek ekkora panellakásban, de két nagy méretű SUV is elszállásolható egy ekkora garázsban a tetőboxokkal, valamint az összes gumiszettel, kerékpárokkal, hűtőládával együtt, a tartalék V8-as blokkról a sarokban már nem is szólva. És mi egy gépet rakunk ide. Micsoda pazarlás... Persze, az asztalos észjárása fifikás, mivel nemcsak síkban, de térben is gondolkodik. Ezért bizonyos praktikákkal tudja úgy szervezni a műhely életét, hogy az említett munkaterületet hasznosan ki tudja használni. Gondolom, sokan láttunk már olyan Z320-at vagy KF 700-at, aminek az egyik fele konkrétan a falban volt… Nem optimális, de még elfogadható (feltéve, ha a szervek ezt normálisnak ítélik).
A fűrészelés egyébként az egyik legolcsóbb és legtermelékenyebb technológia, ami a faiparban előfordul. Egyvalamire kell odafigyelni. A megfelelő szerszámhasználatra és annak állapotára. Na meg az anyag megmunkálásából származó baleseti kockázatra.
A lapszabászgépeket többféle méretben gyártják. Akár egész táblát szeretnénk szabni, akár csak kisebb alkatrészeket, megtaláljuk a megfelelőt. Két fontos méretet szokás megemlíteni. Az egyik a tolóasztal mérete, a másik a főlap átmérője. Nevezhetjük ezeket összességében kapacitásnak is.
Egy klasszikus asztalosműhelyben a körfűrészgépek a szabászat és a pontos méretre történő kialakítás fontos eszközei.
NEM CSAK A LAMINÁLTHOZ
Ha rendelkezünk lapszabász körfűrésszel, az nem determinál minket arra, hogy csak és kizárólag laminált lappal dolgozzunk. Sokkal inkább szélesednek a lehetőségeink. Eleve nagy felfekvési felületet kapunk, ezáltal az alapanyag asztalon tartása is könnyebb, biztonságosabb. Ezen felül olyan szögvágásokat is végezhetünk, amelyek korábban nehézségekbe ütköztek. A hosszméretek kialakítása is nagyobb pontossággal és biztonsággal történhet. Ami egyedül korlátoz minket, az a gyakori lapcsere. A régebbi gépeken a hagyományos finommenettel ellátott csavaranya a domináns. Érdekesség, hogy egy ’98-as Altendorf gép tengelycseréjével már megkapjuk a kúpos radiális szorítást. De már léteznek szerszám nélküli szerszámbefogók is. A Format4 kappa 590 gép esetében többé nem kell az elővágó lapot kiszerelni, ha a fő körfűrésznél nagyobb fűrészlapátmérővel kívánunk tovább dolgozni! Az gombnyomásra „leparkolja” az elővágót, így biztosítva helyet a nagyobb átmérőjű fűrészlapok számára. Ez hatalmas előny, hiszen az átvágási kapacitásunkat így tudjuk gyorsan kiaknázni. Ha még hozzávesszük, hogy egyre gyakoribbak a fokozatmentesen vezérelhető fordulatszámú motorok… Akkor tovább növeltük a komfortot, hiszen nem kell a gépvázban az ékszíjakkal bíbelődni.
Az elővágóval szerelt gépek hosszabb utat járnak be
TOVÁBBI LEHETŐSÉGEK
A kombinált gépekről már részben esett szó – és a lapszabász körfűrészek esetében is történt egy házasítás. A frigyben a körfűrészt és az asztalos marógépet köszönthetjük egy párként. Elsőre fura párt alkotnak, mert nem sok a közös a felekben. De ez pont jó. Nincsenek érdekellentétek, mivel a természetes fa fűrészelését viszonylag ritkán követi a marási technológia, illetve fordítva is igaz ez az állítás. Az más kérdés, hogy a körfűrész az univerzitásából kifolyólag gyakran alkalmazott géptípus.
A TOLÓASZTAL JELENTŐSÉGE
A két gép összebútorozásának egyik okát megbeszéltük, de a másik talán a legfontosabb. Az érdekházasság valódi alapja a tolóasztal. Képzeljünk el egy olyan asztalos marógépet, amely akár háromméteres tolóasztallal rendelkezik. Olyan lehetőség ez, melynek kihasználása csak a násznépen múlik. Nyilván nem kapunk teljes értékű csapozó marógépet, de ez is jóval több, mint amit elvárhatunk egy alap asztalos marógéptől.
ÖSSZEGZÉS
A lapszabász, vagy formatizáló körfűrészek a mai asztalosipar meghatározó gépei lettek. A bevonatos, vagy natúr agglomerált lapok megmunkálására kiélezett gépekből mára egy sokoldalúan alkalmazható alapgép került a géptípusok palettájára. A mai piaci helyzetben a különböző alapanyagok megmunkálásánál a leírt tulajdonságok mind azt erősítik, hogy ezeket a műhely legsokoldalúbban alkalmazható gépévé avanzsálják.
Forrás:
Etalon.hu
fagepszer.hu
holzherasia.com
plexiglass.biz
felder-group.com
Kapcsolódó dokumentum:
szabni-vagy-nem-szabni
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.