Lapszabász körfűrészek pontossági beállításai
Minden gép hatékonysága és pontossága nagyban függ a felhasználás módjától, a beállítások finomításától és nem utolsósorban a megfelelő karbantartástól. Ezek közhelyek ugyan, de igazak.
Kezdjük az elején. Mihez képest és mit állítunk, kell-e egyáltalán állítani? A tervszerű megelőző karbantartás, vagyis a „TMK” egy meglehetősen érdekes fogalom. A fiatalabb „versenyzők” legfeljebb hírből hallottak róla, pedig egy termelő nagy kapacitású vállalkozás esetében a TMK megszervezésének elhagyása komoly költségekkel járó döntés.
A „legdrágább gép az, amelyik nem termel” elvet követve a probléma tovább súlyosbodik. Főleg most, hogy a pandémia következtében a korábbi megbízhatónak mondott alkatrészellátás is akadozhat. Ha viszont nem várjuk meg egy konkrét alkatrész, vagy komplett egység örök vadászmezőkre költözését, megkímélhetjük magunkat a komolyabb lelki és bankszámlánkat érintő traumáktól. A dolog ugyanaz, mint a kedvenc autónknál. Ha a szervizintervallumokat elhanyagoljuk, vagy nem figyeljük az autó jelzéseit, akkor hamar az út szélén találhatjuk magunkat. A helyzetet súlyosbítja, ha fontos találkozónk lenne, netán éhesek, szomjasak vagyunk, fáj a fejünk és szakad az eső. Vagyis az univerzum összeesküdött ellenünk, miközben annyi történt, hogy az egytonnás hideg, csupa fém munkatársunknak nem adtuk meg azt, ami jár. S ez nem más, mint a figyelem. Ismerős? A következő pár sor a már meglévő, de szervizháttérrel nem rendelkező, vagy hirtelen felindulásból elkövetett karbantartásokhoz nyújt segítséget. Természetesen nem gépspecifikus, ezért lesznek kallantyúk, gombok, technikai megoldások, melyek nem minden gépre passzolnak. Olyan ez, mint a német, vagy a francia autógyártás gyöngyszemei közti különbségek…

A kellemes illatú svájci olaj
ALAPBEÁLLÍTÁSOK FELJEGYZÉSE
Általánosságban elmondható, hogy pár beállítást fixálnunk kell, felmérnünk, hogy legyen viszonyítási alapunk. Ha van gépkönyvünk, az sokat segíthet. Külföldi honlapokról lehetőség van „manual”-ok letöltésére. Ezek nem minden esetben szolgáltatnak elegendő információt, de kiindulási alapnak tökéletesek. A gép telepítési tervén túl tartalmazzák a szükséges karbantartásokat, az alkatrészek listáját és a hibaelhárítást is. A robbantott ábrák sok esetben Móricka-rajzoknak tűnnek. Némely gépkönyv pedig az adott gépre érvényes, gyárban kalibrált alapértékeket adja meg az elméletileg tervezett helyett! Azonban lesz olyan beállítás, ami a kopásokból adódóan már nem releváns. Ezért a legjobb, ha magunk készítünk egy cheklistát, amihez lesz módunk visszanyúlni, ha valami nem klappol.
SZINTEZÉS
Minden gépet ajánlott szintezni. Erre a legjobb, ha századpontos digitális vízmértéket alkalmazunk. A szintező csavarok alá minimum 5 milliméter vastag, 200x200 milliméteres acéllemezt kell helyezni. Valakik a textilerősítéses gumilemezt is erősen ajánlják, hogy az esetleges vibrációkat elnyelje. A szintezést sosem a tolóasztalon végezzük, hanem a körfűrész öntöttvas asztalán. Zárójelben jelzem, hogy remélhetőleg az jól beállított. Van pár géptípus, melyek a szintezésre nagyon érzékenyek és a pontosságuk múlhat ezen az apróságon.

A buborék középen

Vagy mégsem?
TOLÓASZTAL
A tolóasztal a gépünk egyik legfontosabb és egyben legelhanyagoltabb egysége. Sok minden múlik rajta, s ha kezd akadni vagy zakatolni, akkor könnyen drága mulatság lehet a vége. FONTOS! Vannak olyan konstrukciók, amelyek tiltják a szán mozgó alkatrészeinek a kenését. Ezért győződjünk meg róla, hogy a miénkre mi vonatkozik. Más esetben két alternatíva áll fenn. Az egyik a WD 40, a másik a PTFE spray. Bár a WD 40 mindenre IS jó, egy másik anyagot ajánlanék helyette. Ez egy svájci fegyverolaj, a Brunoxtol. Kellemes illat, ápol, keni, amit kell – és taszítja a nedvességet. Cserébe nem olcsó, de sokáig elég és a 630-as Slaviát is újra használhatóvá teszi. A PTFE már más tészta. Ez az úgynevezett száraz teflon, mely száraz, felületi kenőanyag olyan fém- és műanyag mozgó alkatrészek kezelésére, melyeken nem kívánatosak az olaj- és zsírmaradékok. A száraz PTFE rendkívül alacsony súrlódási együtthatóval rendelkezik, de a felülethez jól tapad és ellenáll az időjárási hatásoknak. Olyan mozgó alkatrészek kenésére szolgál, melyek lassan mozognak és kis erőhatásnak vannak kitéve. Röviden, a nem éppen csíra- és pormentes műhelyünkben nem szed össze minden szennyeződést és nem képez belőle ragadós csimbókokat. A fentiekből következik, hogy a petróleumot és a nagyanyánk varrógépéhez rendszeresített műszerolajat messzire kerüljük el!

A gépasztalon történő nullázás
A kenés után már eldönthetjük, hogy a szán megfelelően siklik-e. Ha nem, akkor viszont óvnék mindenkit, hogy maga kezdje el a finomhangolását. Ezt bízzuk szakemberre!
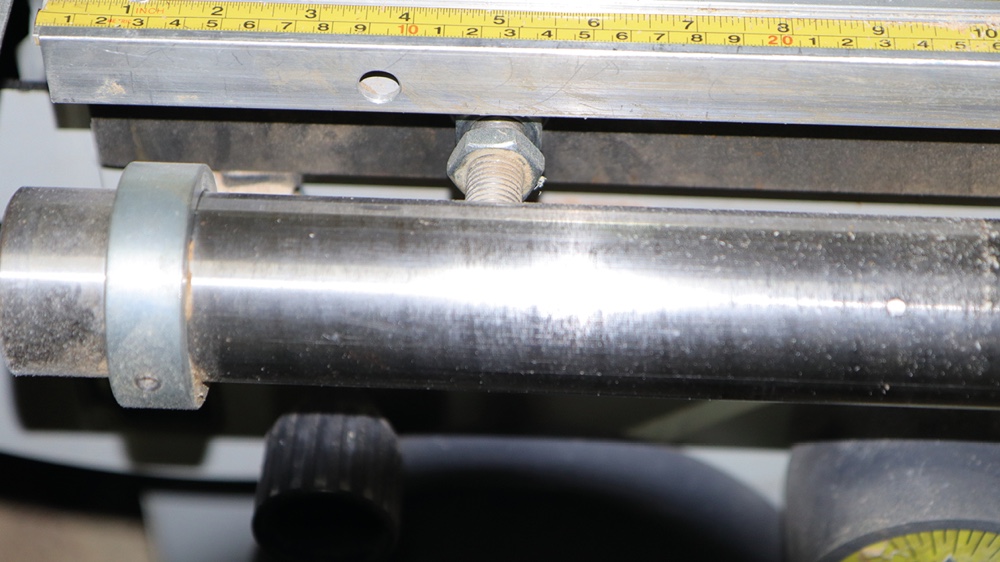
A tolóasztal magasságban az asztal fölött kell, hogy legyen. (Ezzel tudjuk biztosítani az alapanyag karcmentességét. Legalábbis ez van fő okként feltüntetve, de tudjuk, hogy van olyan szituáció, amikor a megmunkált anyag igencsak súrlódik az asztalon.) Ez maximum 0,5 milliméter. Ennek beállítása kétféleképpen történhet. Az egyik a hagyományos hézagmérős megoldás, ami elég körülményes, de kellő türelemmel meglehetősen pontos beállítást eredményez. Ajánlott két helyen mérést végezni: a körfűrészasztal elején és végén. A mérés menete a következő. A tolóasztalra egy vonalzót rögzítünk, amely a körfűrész asztalára nyúlik. A kettő közötti rést kell meghatároznunk, majd feljegyezni. Ha ez megvan, akkor el tudjuk dönteni, hogy a különbség mértéke alapján kell-e szintezni. A két szintezőcsavar távolsága nagyban befolyásolja a beavatkozás mértékét és szükségességét. Ha a csavarok közel helyezkednek el, akkor kis állítás is óriási különbséget generálhat. Ezért a csavarokat jelöljük össze a vázzal – egy alkoholos filccel, vagy dornizzuk meg.
A másik megoldás, hogy indikátorórával nézzük meg a szintkülönbséget. Ehhez kalibrálnunk kell a műszert az asztal síkjához. A mágneses talppal rögzítjük az állványt, majd kinullázzuk az órát. Ezután úgy helyezzük el az eszközt, hogy az állvánnyal a körfűrészasztalra fogatjuk, de az óra csap része a tolóasztalra mutat. Itt azonnal leolvasható század pontossággal a különbség értéke. Ezután a tolóasztalt mozgatva, lineárisan látjuk, ha esetleg az asztal görbe.


A két végpont közti különbség 5 század, de a magasság nincs a helyzet magaslatán
Célszerű a két módszert együtt alkalmazni, mivel több információhoz jutunk.
És még nincs vége. Két beállítás maradt, melyeket nem ajánlott felcserélni. A szán mozgásának párhuzamosnak kell lennie a körfűrészlap síkjával. Ha ez nem teljesül, akkor két problémába ütközünk. Az egyik, hogy a körfűrészlap hátsó éle további anyagot választ le a munkadarabból, vagyis zár a síkunk. Ez a nagyobb probléma. A másik, amikor nagyon nyit. Ez sem szerencsés, mert ilyenkor a vágás nem lesz merőleges, illetve a stellerrel sem leszünk párhuzamosak. Vannak, akik a pontosan párhuzamos és vannak, akik az enyhén (nagyon enyhén) nyitó beállítást tartják jónak. A lényeg, hogyha megtaláltuk a számunkra megfelelő beállítást, csak utána állítsuk a vinklit. Ehhez minél nagyobb méretű, merev lapot munkáljunk meg és átlózzunk ki.
LEHETNEK ITT IS GONDOK
Első körben fogjunk egy szimpatikus 1,5–2 méteres MDF-lapot. Ez lehet forgácslap is, de adjuk meg a módját. Készítsünk egy szélezést, hogy egyenes oldalunk legyen. Ez lesz a bázis 1. Itt már ajánlatos egy köztes ellenőrzést végezni. A lényege, hogy az egyenes egyenes-e? Ehhez használhatunk csapózsinórt, lézert, öleslécet, vízmértéket, bármit, ami hosszú és egyenes. Ha ez rendben van, akkor steller mellett vágjunk egy jó széles csíkot (minimum 1 méter). Azért a steller mellett, mert akkor biztos, hogy a tolóasztal pontatlanságát nem visszük a rendszerbe. Ezután két derékszöges vágást kell ejtenünk a tolóasztalon a szegmensvonalzó segítségével, majd átlózni. Ha a mért érték egy milliméteren belül van, akkor kicsit fellélegezhetünk, ha nem, akkor ne hozzunk hirtelen döntéseket. A megfelelő pontossághoz a szegmensvonalzót kell állítani. Ez Altendorfon egy körpályán mozgó hasítékkal korrigálható, Roblandokon egy hatlapfejű csavarral. A megfelelő irányba történő állítást mindenki meg fogja találni – az átlók közti különbséghez képest.
Fontos, hogy a vonalzó és az anyag éle és oldala tiszta legyen, s hogy az értékeket rögzítsük a tesztanyagon, hogy lássuk, mi történik a korrekciók során. Mivel egy tolóasztalon két pozíciója is lehet a szegmensvonalzónak, ezért mindkét helyen el kell végezni a beállítást, nehogy kellemetlen meglepetés érjen minket.

Gépasztalon történő kalibrálás, majd mérés a szerszám síkján
STELLER BEÁLLÍTÁSA
A steller párhuzamossága, nyitása, zárása ugyanazt a problémakört okozza, mint a tolóasztal esetében tárgyalt. A beállítás viszont lényegesen egyszerűbb. A stellerek zöme egy köszörült, tömör köracélon mozog. Ezt több nagy méretű csavar rögzíti a gépvázhoz. A beállítást próbavágással kezdjük. Agglomerált lapot alkalmazzunk, mivel az élében merevebb, így nem lesz nagymérvű a rugalmas alakváltozás. A levágott lapot helyezzük vissza az asztalra, ütköztessük. A szerszám hátsó élénél megvilágítással, illetve hézagmérővel ellenőrizhetjük a lap és a szerszám éle közti távolságot. Itt szintén a 0,5 mm legnagyobb érték az ökölszabály, de kisebbre is állíthatjuk. Kisebb értéknél előfordulhat, hogy a szerszám „belekapál” a már fűrészelt felületbe. Ez további problémát is okozhat, mivel a felfelé ható erők felemelhetik a munkadarabot.
Az utánállítást vagy beállítást a középső csavarok oldásával kezdjük, nehogy görbületet okozzunk a köracélban. Ezután a két szélső csavart kell kezelésbe venni. A próbavágások megfelelő tájékoztatást fognak nyújtani arról, hogy melyik irányba végezzük az állítást. Fontos, hogy a csavarok kontrázása megfelelő ellentartással történjen, mert az esetleges elmozdulások megváltoztathatják a már elért eredményeket. A középső csavarok meghúzását egy mérőléces ellenőrzés kövesse, amely a síktól történő eltérést hivatott kizárni. Ez utóbbihoz segítséget is kérhetünk, mivel a léc tartása, ellenőrzése több kezet is igényelhet.
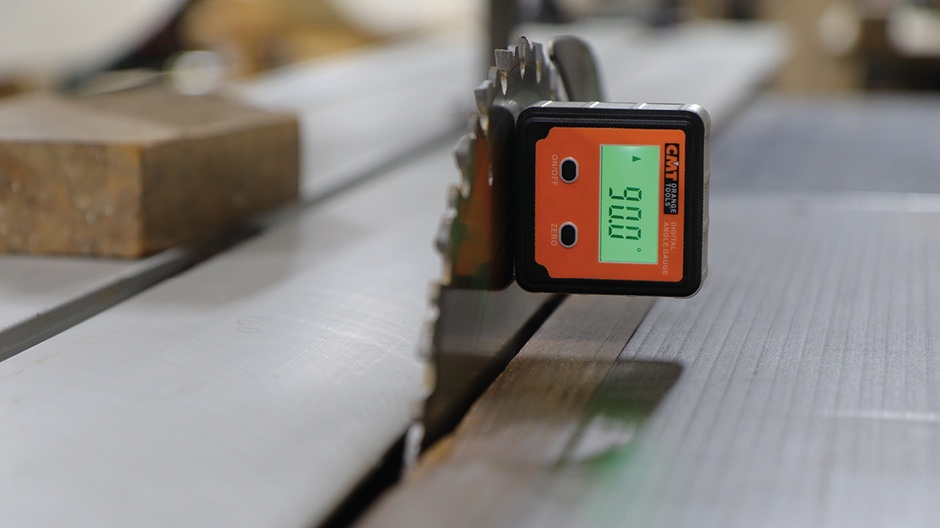
FŰRÉSZTENGELY MERŐLEGESSÉGE AZ ASZTALRA
Az újabb gépek már mind digitális kijelzővel készülnek, sőt sokuknál a döntést szervomotor végzi. Ez korántsem jelenti azt, hogy mindig minden annyi, amennyi. Ezért a következő egyszerű módszer alkalmas akár kontroll-, akár időszakos vizsgálatra. A mérés alapját egy mágneses mérőműszer jelenti, mely relatív mérést tesz lehetővé. A kijelző tized pontosságú.
Köracél az egyik szélső állítócsavarral
SKÁLÁK KALIBRÁLÁSA
A legtöbb gépen a mai napig mérőszalagos jelölőrendszer található. Ezek cseréje is indokolt lehet az idő előrehaladtával. Amennyiben a fenti beállítások megtörténtek, ezeket is ellenőrizni kell. A próbavágásokat követően a munkadarabokat megméjük és a skálákat a csavarok oldását követően beállítjuk. Természetesen visszaellenőrzés is szükséges, illetve az összehasonlítás alapját képező mérőszalagot nem árt kinevezni a műhely etalonmércéjének. Ne legyenek illúzióink: a digitális kijelzők esetében szükség van kalibrálásra olykor. Előny, ha a sokszor élezett lapok vágásréscsökkenését, vagy a szélesebb vágásréssel rendelkező lapok korrekcióját is el tudjuk menteni.


Kiinduló és köztes állapot. 6 század az ütése a lapnak. A kontrollmérés során kiderült, hogy a lapot kell kezelésbe venni
EGYÉB CSÚSZÓMECHANIKÁK
A steller csúszóját és a különböző csavarokat is célszerű kenőanyaggal ellátni. Itt is elsősorban a PTFE a javallott, mivel fára jutva nem fogja gátolni a felületkezelést. Ha van a tolóasztalra szerelt excenteres leszorító szerkezet, azt is befújhatjuk. Ezzel megkönnyíthetjük a zárás és nyitás olykor idegesítően nehézkes procedúráját. Fontos, hogy a függőleges rudat ne kenjük semmilyen súrlódást csökkentő anyaggal!
KÖRFŰRÉSZLAP AXIÁLIS ÜTÉSE
Kellemetlen, amikor a vágási felületen kisebb-nagyobb ciklois ívek jelennek meg. Ez bevonatos lapoknál fokozza a kipattogzódást is. Van nagyobb probléma is a lap oldalirányú ütésével. Ez a fogak egyenlőtlen kopása és a vágásminőség teljesítményének romlása. Ezért ezt is ellenőrizni kell. Ehhez szintén a mérőóra a legjobb választás.
Használatakor első lépés, hogy a mágneses talpat a gépasztalra rögzítjük, majd a műszert a rögzítőcsappal befogatjuk a foglalatba, s a körfűrészlap fog alatti területére pozícionáljuk a tapintócsúcsot. (Több műszer esetében ezek a tapintócsúcsok az alkalmazásnak megfelelően cserélhetőek). Ezek után a mérési határ beállítása és a számlap nullázása következik. A gépet a biztonság kedvéért áramtalanítsuk! Ezt követően a szerszámot alkoholos filccel jelöljük meg, és forgassuk körbe 360°-ot. A forgatás közben a mutatót figyelve leolvashatjuk a szerszám axiális ütését, aminek az értékének 0,05 mm körülinek kell lennie. Ha ennél több, akkor két probléma lehetséges: vagy a lap szenvedett olyan behatást, amitől üt (jellemzően kéküléses felületeknél nagyobb az eltérés), vagy a tengely és annak a csapágyazása hibás. Ez utóbbi kizárására egy (vagy több) kontrollmérést célszerű alkalmazni. Cseréljük le a körfűrészlapot egy ritkán használtra és végezzük el ismételten a mérést. Lehetőleg azonos magasságban mérjünk! Ha ekkor is hasonló értéket kapunk, akkor a tengely vizsgálata javasolt. Itt a tengely palástján kell a mérést elvégezni, annak is a rögzítőanya felőli oldalán. Ez esetben abszolút nem térhet ki a mutató.
Mi a helyzet akkor, ha a tengely rendben van? Már csak egy szereplő lehet a képletben és ez a támasztótárcsapár. Rögzítsük fel csak a belső, majd csak a külső tárcsát (ha ez lehetséges, mert vannak olyan konstrukciók, ahol a belső tárcsa nem egykönnyen szerelhető le) és „homlokról” végezzük el a mérést! Amennyiben kirívó értéket kapunk, akkor egy egyszerű síkköszörüléssel ez orvosolható. A körfűrészlapot az élezőműhelyek zömében tudják hengerelni, egyengetni, a tengely csapágycseréjét pedig bízzuk szakemberre, mert ez bizonyos konstrukciójú gépeknél meghaladhatja a képességeinket!
FIGYELJÜK A HANGOKAT
Most nem a belső zen hangokról lesz szó, hanem azokról a nem kifejezetten monoton zúgásokról, amit a gép üresjáratban hallat, azokról, melyek nem éppen megszokottak. Ezzel egy probléma van, nehéz őket leírni. Minden, ami kattog, csetteg, rág, periodikusan zúg, vagy csilingel, az nem a gép saját zaja. Nem kell izgulni, ezeket a hangokat felismerjük időben, mert nem odavalók. Ezután már csak a forrást kell kitalálni. Okok közé sorolhatjuk a csapágyak üzemórájának túllépését, amit a nagyobb terhelés rövidíthet. A csapágyak zárószimeringjének eliminálódását, a kenőanyag elvesztését és a szennyeződés bejutását is eredményezheti. Veszély az ékszíj kopása, szakadása (sok gépen Poly-V, vagyis hosszbordás szíjak vannak), ezeket is szükséges időközönként cserélni. A nem direkthajtású gépeknél a szíjtárcsák is lelazulhatnak és észrevétlenül keltenek vibrációt. Idővel „elgyalhatják” a reteszt és vihetjük gépműhelybe a tengelyt (ne hegesszük oda „pálcással” véletlenül sem, mert egyfelől alumínium, másfelől, csodásan felgyújthatjuk a műhelyt a cunderral). Ajánlott a gépeket fél- és egyévente tüzetesebben átvizsgálni, átvizsgáltatni, illetve ha van ilyen, a karbantartási tervet követni. Remélem, hasznos volt ez a nem túl rövid, de talán hasznos áttekintés. Ezeket a vizsgálatokat egy gépvásárlás esetében is könnyedén el lehet végezni és meghozni azt a döntést, amivel később együtt kell élnünk.
Forrás: targetmanufacturing.co.uk
Kapcsolódó dokumentum:
lapszabasz-korfureszek-pontossagi-beallitasai
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.