Az elfeledett technológia

Sokszor szegezik nekem a kérdést, hogy milyen csiszológépet vásároljunk. A helyzet egyre bonyolultabb, mivel sok az új alapanyag és a szerkezetek is többféle technológia alkalmazását követelik meg. Ha úgy érezzük, hogy a kézi kisgépek adta lehetőségeink beszűkültek, akkor érdemes elgondolkodnunk azon, hogy belépjünk a nagyvasak világába.

A csiszolás az a művelet, melyet jellemzően az emberek többsége nem igazán kedvel. Legalább is, amíg nem értjük meg a lényegét, addig biztosan nem. A „megvilágosodást” követően sem lesz az álommunkák netovábbja, de talán jobban fogjuk értékelni. Ezek után már csak három „apróbb” dolog miatt szoktuk utálni. A berendezések és a kellékanyagok ára, a folyamat lassúsága és nem utolsósorban a keletkező por miatt. Nincs rá szó, sem több szóból álló kifejezés arra, hogy mit érez egy asztalos a csiszolás szó hallatán. A csiszolás anyagai és kis túlzással az eszközei sem sokat változtak (persze a gépek igen) 10 ezer év alatt. A csiszolásról ráadásul külön régészeti korszakot neveztek el. Ez az újkőkor vagy csiszoltkő-kor(szak) (idegen nevén neolitikum, a kőkorszak utolsó része. Az akkoriban készült tárgyak oly magas színvonalon készültek, hogy bizony elpirulnánk. Igaz, hogy a rohanó világ akkoriban nem igazán fenyegette elődeinket – és az idő, mint fogalom is gyerekcipőben járt.
Ami változott, az a csiszolóanyagok előállításának módja, minősége és a velük végzett munka tervezhető végeredménye. A csiszolást több szakma is alkalmazza, legfeljebb más formában. Ami továbbra is közös problémánk, hogy ez továbbra is egy kezdetleges, alacsony lemunkálási teljesítményű forgácsolási eljárás. De akkor miért „szenvedünk” vele? Miért költünk százezreket kisgépekre, milliókat hatalmas monstrumokra? Mi teszi különlegessé a csiszolást, ami miatt folyamatosan fejlesztünk, keresünk, kutatunk? A válasz egyszerű. A csiszolással szinte minden anyagféleség megmunkálható. Legyen az üveg, műanyag, acél, márvány, gránit, alumínium, fa, vagy fahelyettesítő anyag. Mindezt sokoldalúan és a lehető legjobb felületi minőségben, amit ember produkálni tud gépi (olykor kézi) eszközökkel.
A SZERSZÁM, AMI IGAZÁBÓL SEGÉDANYAG?
A csiszolószerszám (?) megfogalmazásnál már meg is akadhatunk. Ha gépi köszörülésről van szó, akkor olyan szerszámféle a csiszolókorong. Nagy, nehéz, szilárd és rendelkezik valamilyen felfogató rendszerrel (csap, vagy furat). Ha azonban a csiszolópapírokról, vagy vásznakról, szivacsokról esik szó, ritkán tekintünk rájuk szerszámként. Pedig „a csiszolás-köszörülés szabálytalanul sokélű szerszámmal végzett forgácsolás” áll a meghatározásban. Bonyolítsam? Szemcseszórás! A szerszám nem más, mint közönséges kvarchomok (vagy szódabikarbóna, üveggyöngy, fűrészpor, sörét…), a hordozó pedig nagynyomású levegő. Ez az együttállás nem igazán hozza az ortodox szerszámokkal kapcsolatos sztereotípiákat. Összefoglalva, amit mindenki tud, de sosem mertük kijelenteni: a csiszolószerszám voltaképpen rengeteg apró szemcse valahol. Tartályban, zsákban, korongban, kőben, szalagon, de mind a sok ezer apró szemcse rendszerbe szervezve.

AMIT NEM TUDUNK FORGÁCSOLNI, AZT CSISZOLJUK
Ugyan kijelentettük, hogy a csiszolás forgácsolás. Azonban nem a hagyományos szóhasználatban, hiszen megszámlálhatatlan élről beszélünk és a szerszámcsere sem túl bonyolult. Bár a csiszológépek okozta balesetek is komoly sérüléseket okozhatnak, nem tartoznak a „harapós” végtagleszaggatós műfajba. Igaz, egy szalagcsiszoló géppel akár darabolni is lehet, de szerszámcserénél nem szokta elvágni a bőrt – és még csak nehéznek sem mondhatóak. A gépi forgácsolás alatt jellemzően a fűrészelést, gyalulást, marást szoktuk érteni. A forgó főmozgású gépek jellemző problémája a ciklois ív okozta egyenetlenség és a faanyagban található szálfordulásokból eredő szálkiszakadás. Ezeket csiszolással eltüntethetjük, illetve kiküszöbölhetjük.
A probléma az idővel van. Míg egy hagyományos vagy korszerű (itt a spirálkéses szerszámokat, vagy a RipTec-technológiát értem) gyalutengellyel probléma nélkül fogathatunk 3–5 millimétert, addig egy valamirevaló kontaktcsiszoló is ennek tizedére képes, fele előtolási sebességgel.
Egy jó papucs akár százezres tétel is lehet
A csiszolási technológiákat jellemzően a felületkezeléssel és a felületelőkészítéssel szoktuk egy lapon emlegetni. Mivel a felületkezelés teremti meg az adott termék karakterét, tartósságát és egyúttal az eladhatóságát, ezért itt kell bizonyos tévhiteket eloszlatni. Csiszolni sokféleképpen lehet, a gond továbbra is a hatékonysággal és az idővel van. Minden technológia közül a csiszolás a legszűkebb keresztmetszet. Az alkatrészek feltorlódása itt a legjellemzőbb, igaz ez minden csiszolással kapcsolatos technológiára érvényes. Azonban nem csak a felület-előkészítésnél van jelen a csiszolás, hanem a síkok kialakításánál és a másodlagos keresztmetszeti megmunkálásnál is.
A JOLLY JOKER, AVAGY A KESKENYSZALAGÚ CSISZOLÓGÉP
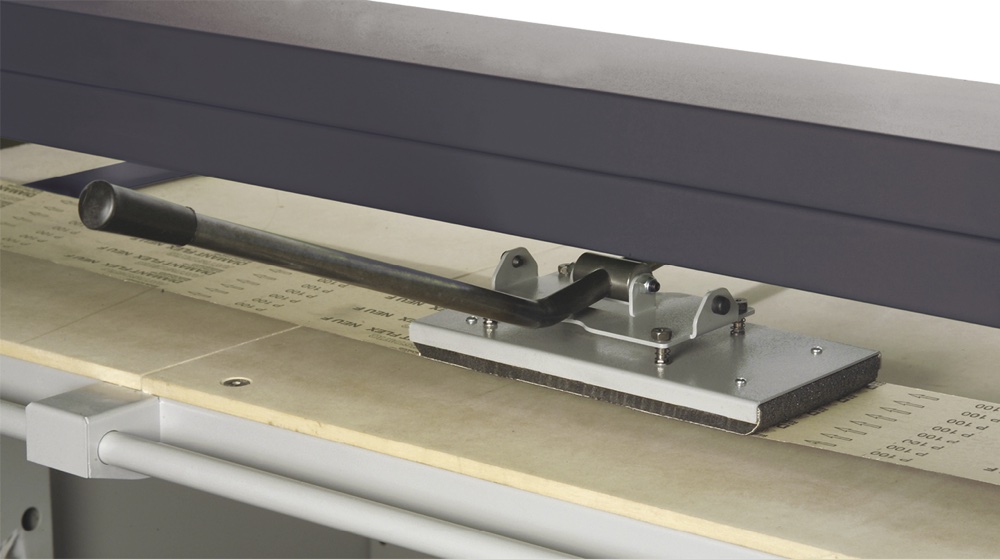
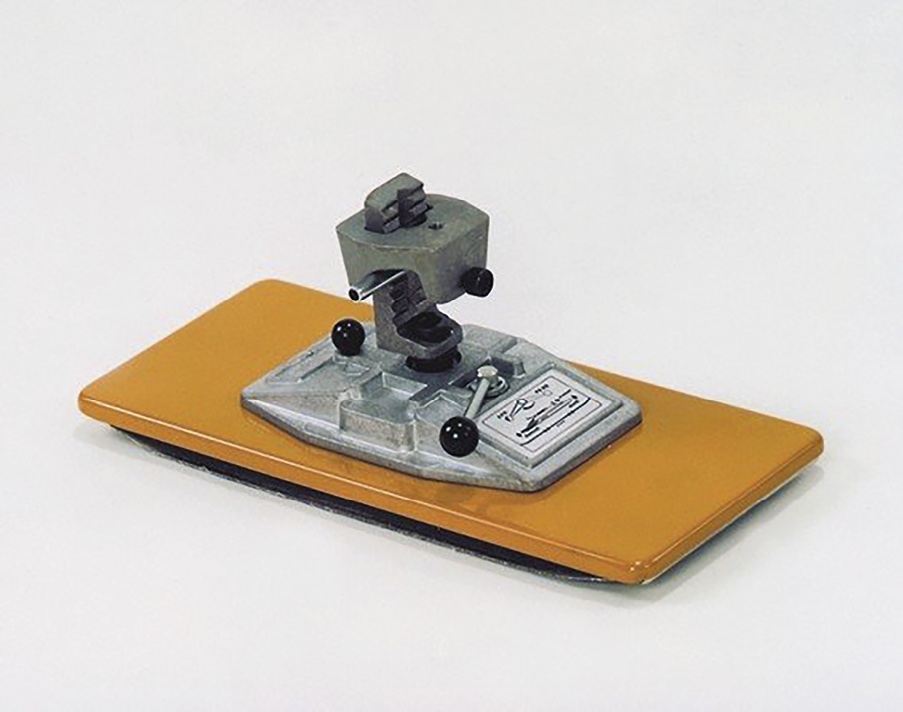
Egyből tisztázzuk, hogy keskenyszalagú csiszológépből háromféle is van. A hagyományos asztalos szalagcsiszolók, a gerendás és az élcsiszolók. Jelen írásom az elsővel foglalkozik, mivel ez az egyik leghatékonyabb és szinte minden asztalos műhelyben megtalálható alapgép. A hagyományos szalagcsiszolók használata kis gyakorlást követően egyszerű, bár nagy odafigyelést igényel a kezelőjétől. Nem ritka, hogy házilag készítik el, bár ilyenkor a csiszolópapucs rendszerint elmarad és a kézi papucsot alkalmazzák. A kézben tartott csiszolófa nagy előnye a teljes mértékben kontrollált csiszolás. Közvetlenül érezzük a kifejtett nyomás hatását és látjuk az eredményét. Hátránya, hogy igencsak fárasztó tud lenni, de még így is sokunk ezt részesíti előnyben. Az integrált csiszolópapucs ezzel szemben minden esetben tartja a síkot, egyenletes nyomást lehet vele kifejteni az erőkar és a súlyozás révén (létezik pneumatikus rendszer is). Egyedül a széleknél kell óvatosnak lennünk, mert ha a papucs felületének a felénél több nyúlik túl az anyagon, akkor bebillenhet és lecsípjük az anyag végét. Alkalmazása polírozásnál elengedhetetlen, ha sík felületekről van szó.

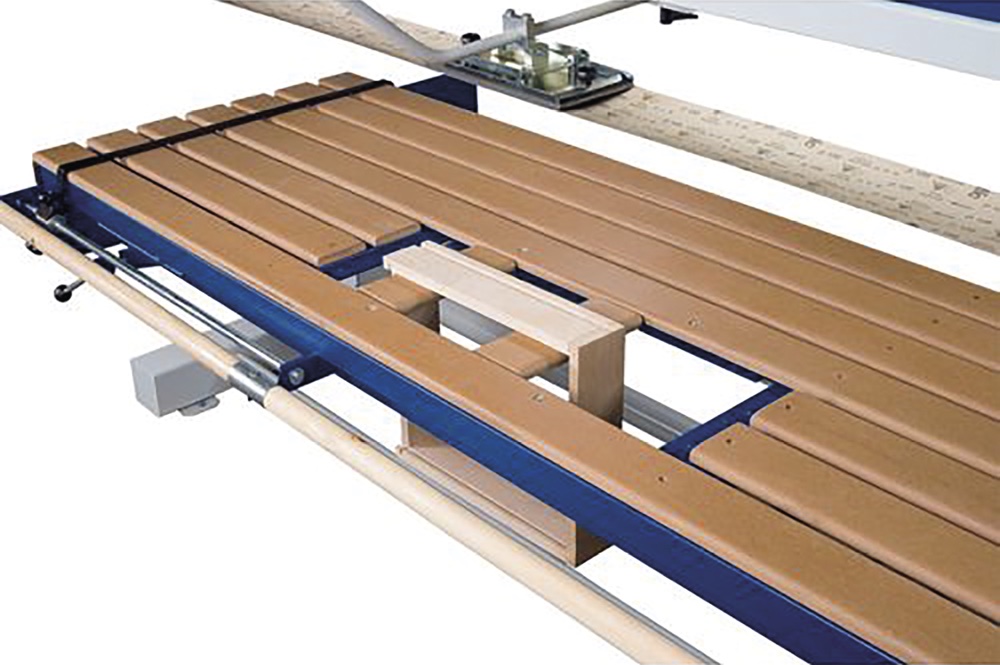
A legtöbb esetben a szalagcsiszolót lapalkatrészek elő-, köztes és végcsiszolására alkalmazzuk, pedig sokkal több rejlik a gépben. A gyártók már régóta készítenek olyan asztalokat, melyeknek a közepe kiszedhető és akár fiókkávákat, dobozokat is helyezhetünk a nyílásba. Ezzel kiterjeszthetjük a gép kapacitását és hatékonyabban tudunk komplett alkatrészeket megmunkálni.
SZEGÉNY EMBER VÍZZEL FŐZ
Az említett csiszolásokon túl akár élléceket, túlnyúlásokat is egalizálhatunk. Az egalizálás alapgépe a kontaktcsiszológép, de árát és fenntartását tekintve nem mindenki számára elérhető. Még bérmunkában sem, az említett szűk keresztmetszet figyelembevétele miatt.
Ilyenkor jön jól egy hagyományos szalagcsiszoló gép. Az egalizálás eléréséhez ezekben az esetekben ajánlott merev kézi papucsot alkalmazni (a grafittalpat is hanyagolhatjuk). Természetesen a gyakorlat hiányát itt sem lehet erővel pótolni. A legjobb, ha a lécezésre merőlegesen végezzük a csiszolást. Igaz, ez abban az esetben a legcélravezetőbb, ha a csiszolást a lapanyag furnérozása követi. Ez a megközelítés két esetben a leghasznosabb. Az első, ha nem rendelkezünk kontaktcsiszolóval.
A másik, ha rendelkezünk, de a lécezési technológiánk nem eléggé kiforrott és a léc túlnyúlásai nem egyenletesek az alapsíkhoz képest. Természetesen a lécek túlnyúlásainak vannak egyéb más technológiái. Ezek jellemzően marást, fűrészelést, gyalulást jelentenek. Azonban a már említett kiszakadások komoly utómunkákat eredményezhetnek. A marással, fűrészeléssel történő visszamunkálással ezen felül további problémák is lehetnek: az adott gép leterheltsége, beállítása és az alkalmazott szerszámok fajlagos költsége, illetve a körbelécezett alkatrészeknél az említett gépek sokszor már csak a munkadarabok méretéből fakadóan is problémás kezelhetősége (bebillenés).
A rostra merőleges csiszolás egyik nagy előnye a jelentősen kisebb forgácsolási energia és a jó lehordási teljesítmény. Ezt mindenképpen figyelembe kell venni, mert hamar megszaladhat a kezünk, illetve a szalag belevághat a lécbe, amely szépen belevezeti a szalagunkat a maganyagba. Ez az alkatrész újragyártását eredményezheti.

A felső asztalon olykor éleket csiszolunk (karóra nélkül!)

Amennyiben nincs módunk kontaktolásra, akkor a durvacsiszolást (rablást) követően egy finomabb átcsiszolást kell végeznünk (P80). A kérdés, honnan tudjuk, hogy egyenletes lett a csiszolás? (Ez akkor válik rendkívül fontossá, ha hidraulikus présgépet alkalmazunk a furnérozáshoz, hiszen ezek nagyon érzékenyek az eltérő lapvastagságokra.) Igazából már a csiszolást megelőzően a maganyagot megfirkáljuk és azt használjuk indikátornak, hogy hol történt csiszolás. A vastagsági szórás 0,1–0,5 milliméter között lehet tartani, kis gyakorlattal. Hangsúlyoznám, hogy ez egy olyan megoldás, ami nagyobb műhelyekben, nagyobb gyártási volumen mellett már nem hatékony. Inkább kisebb műhelyek számára nyújthat megoldást.
Kontaktolás esetén nem tudunk nagyot tévedni, viszont jelentősen meggyorsítható a csiszológép beállítása, illetve a munkafolyamat. Attól sem kell tartani, hogy a változó léctúlnyúlás miatt a maganyagot nem a rétegek síkjától eltérően csiszolja meg a gép. Sokszor láttam már olyan asztallapokat, amelyek nyomokban középréteget is tartalmaztak. Látszólag ez nem okozhat problémát, hiszen a lapok síkban és méreten vannak. Viszont az eltérő rétegrend miatt akár vetemedés, deformálódás lehet a végeredmény, amely akár a késztermék garanciális javítását is magával vonhatja.
Nyilván a legjobb, ha a lécezésre nagyobb hangsúlyt helyezünk, illetve olyan élzáró gépet vásárolunk, amely támogatja a természetes fa lécek „felrakását”, szintbemunkálását.
A MINDENEVŐ
A szalagcsiszolókban az a nagyszerű, hogy könnyedén illeszthetők az adott alkatrész tulajdonságaihoz. Vastagsághoz az asztalt kell csupán beállítani. Lehetőség van nem párhuzamos oldalakat is csiszolni, azonban ilyen esetekben a keskenyebb oldalt alá kell dúcolni. Természetes fa, vagy furnérozott lapok csiszolása ugyanúgy lehetséges. Egyetlen nagy hátránya ezeknek a gépeknek, hogy a keretek csiszolása a keresztszálba csiszolás miatt nem lehetséges. A szerszámcsere könnyen és gyorsan végezhető, sőt a csiszolószalag végtelenítését megfelelő türelemmel akár magunk is elvégezhetjük.
A faanyag csiszolásán kívül, lakkot is csiszolhatunk, illetve megfelelő forgácsolási sebesség mellett akár polírozhatunk is. Ez utóbbira kevés hatékonyabb gépet találunk.
FORGÁCSOLÁSI SEBESSÉG
A csiszolási műveletekhez a legtöbb esetben két forgácsolási sebességet ajánl a szakirodalom 9 és 25 m/s-ot. Ennek megfelelően a gépeket legtöbbször úgynevezett Dahlander-motorokkal szerelték. Ezek olyan kettős tekercselésű aszinkron villanymotorok, melyek egy átkapcsolással felezni tudták a fordulatszámot. Sajnos, ha a 25 m/s-os forgácsolási sebességet vesszük alapul, csak 12,5 m/s-ot kapunk, ami bizonyos lakkoknál már fokozott hőtermelést és felület-minőségromlást eredményez. Ma már rendelkezésre állnak azok a korszerű frekvenciaváltók, amelyek segítségével bármely aszinkron villanymotor fokozatmentesen szabályozható és az adott művelethez illeszthető. A korszerű gépeken is ezzel oldják meg a fordulatszám-szabályzást, nyomatékvesztés nélkül. Így elhagyható a drága áttételezés és a többpólusú motorok alkalmazása. A legjobb az egészben, hogy ezek a frekvenciaváltók utólag is beépíthetők a régebbi, vagy akár az újabb gépekbe is. Ezzel egyúttal kiterjeszthetjük a gépünk tudását és sokkal rugalmasabban tudjuk az adott művelethez illeszteni.
GÉPVÁLASZTÁSI SZEMPONTOK
Mint említettem, a gépek felépítése nem sokat változott. Talán a legfontosabb, hogy a szalagvezető tárcsák elhelyezése konzolos legyen, mivel így hosszabb alkatrészek is megmunkálhatók lesznek. Ehhez természetesen vagy átfordítást, vagy eltolást kell alkalmazni. Hogy a csiszolóasztal mekkora legyen, azt a várható legnagyobb alkatrészre kell méretezni. Általánosságban elmondható, hogy 2750x1000 milliméteres asztal bőven elegendő. A már említett asztalközép kihasználása is egy fontos momentum, de a felső asztal megléte, melyen kisebb éleket tudunk csiszolni, az sem hátrány.
Az asztal könnyed futása és a viszonylag könnyen karbantartható asztalemelés, -süllyesztés is fontos. Ne feledjük, hogy poros környezetben fogunk vele dolgozni, amit a nem megfelelően „elzárt” menetes orsók, vagy láncos megoldások egy idő után nehezen tolerálnak. Sok gépnél alkalmaznak motoros magasságállítást, én ezt sok esetben hátránynak és feleslegesnek tartok. Azonban a magasság meghatározását segítő skálát több gépen elhagyják. Igaz, a pótlása nem ördöngösség.

Egy érdekes kiegészítése lehet a gépnek a vákuumos anyagrögzítés. Ez két esetben is hasznunkra válhat. Az egyik, amikor nem tudjuk a hosszú alkatrészt ütköztetni, mivel az túlnyúlik az ütközőn. A másik, amikor síkgörbe, alakos alkatrészt kellene szálirányba rögzítenünk.
A másik hasznos kiegészítő, az elszívó burkolatba helyezett pneumatikus lefújató, ami kis fúvókák segítségével időről időre kitisztítja a szalag szemcséi közé került szenynyeződéseket. Nyilván a gyantát nem fogja, de minden mást igen. Sőt, adott esetben a lazán kötődő csiszolószemcséket is leválasztja, melyek így nem fognak anomáliákat okozni a felületen.

HÁTRÁNYOK
A keskenyszalagú csiszológépek régóta szolgálják a kis- és közepes műhelyek igényeit. Az asztalosok igazi virtuózai ezeknek a gépeknek, bár kezdetben mindenki átesett a tűzkeresztségen, amikor a megfelelő mozgáskoreográfiát próbálták megtalálni. Sajnos azonban van pár korlátja is ezeknek a gépeknek. Az egyik a méretük. A műhelyből alsó hangon is 8–10 négyzetmétert foglalnak el. Szerencse, hogy alattuk, felettük is tudunk pakolható polcokat kialakítani. Igaz, ezeknél a polcoknál a megtelepedő porral számolni kell.
Nagyobb probléma az elszívó burkolatok hiányosságaiból eredeztethető gyenge elszívás. Ezt több gépen beépített elszívóval fokozzák. A probléma ezeknél, hogy a ventilátor sok esetben a fő motorról kapja a hajtást, ami a csökkentett fordulatszám esetében már nem végzi kellően a dolgát. Ezért fontos, hogy a burkolat kialakítása mind elszívásnál, mind pedig szalagcserénél megfelelően támogassa a munkát. Minden csiszológép esetében elmondható, hogy a megfelelő elszívásról és szűrésről gondoskodni kell, mivel a keletkező porszemcsék komoly munka-egészségügyi kockázatot jelentenek, valamint a különböző felületeken megtelepedett por rendkívül tűzveszélyes is.
A csiszolandó anyagok területén is van némi korlátja a gépnek. Lényegében sík, vagy közel sík anyagokat tudunk szálirányban megmunkálni (kereteknél már megáll a tudomány), illetve a csiszolás minősége a rajtuk dolgozó szakemberen múlik. Alakos alkatrészekhez, profilokhoz ez a géptípus korlátozottan alkalmas. Persze, azért vannak extrém kreatív megoldások, amikor furnérozott íves műszerfalhoz készített az asztalos egy szerkezetet, de ez már nem a szakirodalmi témába illik.
ÖSSZEGZÉS
Leszámítva az említett hátrányokat egy rendkívül hatékony, kis karbantartási igényű univerzális géptípusról beszélhetünk, melyek kicsit kezdenek háttérbe szorulni. Itt is érvényes az az ökölszabály, hogy a gép hatékonysága az alkalmazott szerszámtípussal növelhető. Ne feledjük, hogy ezekkel a gépekkel síkokat lehet létrehozni és tartani. A csiszolószalag hosszúsága miatt csökken annak felmelegedése, ezáltal tartósabb is a szerszám.
Forrás:
www.braun-maschinen.de
www.langzauner.at
http://www.csitekmester.hu
www.holz-metall.info/
https://upload.wikimedia.org/wikipedia/commons/7/78/Schurenkeesverhouden.jpg
Elma Verhouden, Public domain, viaWikimediaCommons
Kapcsolódó dokumentum:
az-elfeledett-technologia
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.