A hengercsiszolók reneszánsza

Közel 20 éve nem találkoztam klasszikus kivitelű hengercsiszolóval. Aki élőben látott már másfél méteres, háromhengeres fenevadat, az sosem felejti el. Ám kiszorította ezeket a kontaktcsiszolás. Napjainkban a hengercsiszolókat áttételesen a parkettacsiszolásnál alkalmazzuk, bár ott is elavult technológia a szalagos rendszerekkel szemben (tudom, most páran fanyalognak). Viszont 8–10 éve a hengercsiszolók reneszánszukat kezdték élni. Igaz, nem a kéttonnás változatok, hanem a kis és közepes műhelyek számára gyártott gépek.

A dolog érthető. Igaz, kompromis - szumokkal, de olyan gépet tudhatunk magunk mellett, amivel sík alkatrészeket tudunk viszonylag pontosan és gyorsan előcsiszolni, sőt akár köztes csiszolásra is alkalmasak. Technológiától függően, legfeljebb egy kis finom csiklandozás várhat majd a felületre egy jó képességű excenterrel. Sokan bizonytalanok a gépek vásárlásával kapcsolatban, ezért nézzük meg közelebbről a „dobcsiszolók” új világát.

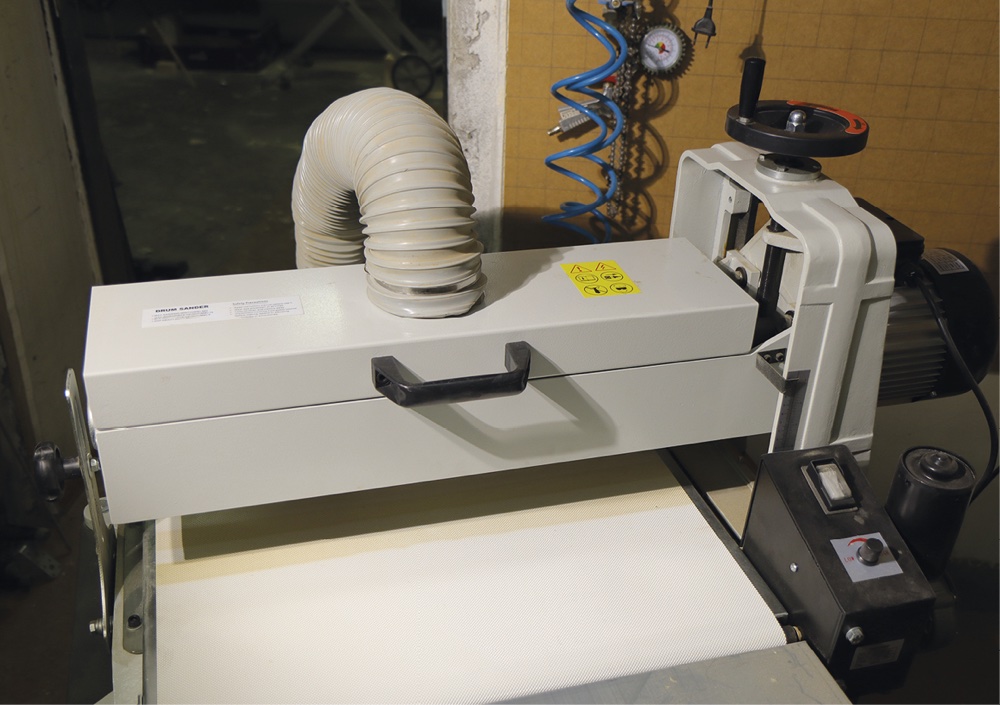 Fent a kiforrott megoldásokat felvonultató nevesített, lent a ténylegesen no name hengercsiszoló.
Fent a kiforrott megoldásokat felvonultató nevesített, lent a ténylegesen no name hengercsiszoló.
KINEK MIRE TELIK
Aki már megszokta a kontaktcsiszolók világát, annak a hengercsiszolók inkább visszalépést jelentenek, de aki még nem dolgozott „félautomata” csiszológéppel, annak ez a műfaj nagy előrelépés lehet. Közelítsük meg a témát a kontaktcsiszolók felől. Jelenleg ez a fajta csiszolási technológia jelenti a pontosság és a minőség csúcsát. Pontosság terén az egy tized milliméter alatti szórás az általánosan elfogadott érték. Csiszolhatunk tizedenként, de jobb gépekkel akár a fél, egy milliméter sem probléma. Csak halkan jegyzem meg, hogy egy közepes minőségű átlagos vastagoló gyalugép is 0,5 milliméteres szórást mutathat. Ezért a kontaktcsiszolókat a másodlagos keresztmetszeti megmunkálások közé is soroljuk, ha tömörfa alkatrészek pontos méretének kialakítása a cél.
De akkor mire lesz jó nekem a hengercsiszoló? A kérdés jogos, a válasz összetett. Amennyiben viszonylag sok kis keresztmetszetű alkatrészt gyártunk és ezek felületi minősége elsőrendű kérdés, akkor stratégiailag ezek a gépek egy jó ár-értékű befektetésnek számítanak. Ha egalizálni szeretnénk lapalkatrészeket, de ezek csak kis volumenben fordulnak elő és jellemzően adott időszakban, tehát idénymunkáról van szó, akkor is megfelelő. Én jó hatásfokkal csiszoltam 4 méteres BSH gerendákat vastagságban. A hengercsiszolók újbóli megjelenése nemcsak a gépgyártóknál érhető tetten, hanem a lelkes hobbisták által készített gépeknél is. Ennek egyik oka az egyszerű felépítés és az ennek köszönhető jó ár-érték arány. Rengeteg terv érhető el a világhálón, jellemzően az USA-beli asztalosok tollából.
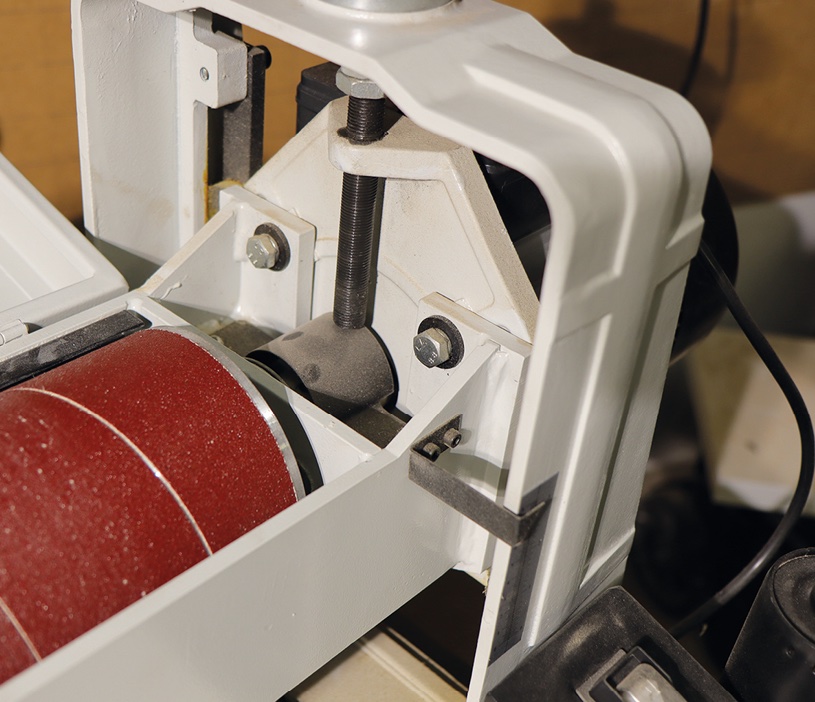
A stabilitás jegyében és a komfort hátrányára

Préselt lemez csapágyház? Ez egy valódi névtelen gép…
KONSTRUKCIÓS KIALAKÍTÁSOK: AZ EGYHENGERESEK
Általában kétféle konstrukcióval fogunk találkozni. Az egyhengeres kivitelűek konzolosak. Az olcsóbb gépek itt kapnak egy plusz rögzítési pontot, ami kicsit bonyolítja a fogásvétel beállítását.
A jobb konstrukciók egyik oldalán nyitottak. Ennek előnye, hogy közel dupla széles anyagot tudunk megmunkálni. Ez nem új keletű megoldás, kisebb kontaktcsiszolóknál már találkozhattunk ilyen megoldással.
A henger direkt hajtást kap és a motorok zöme valamilyen egyfázisú aszinkronmotor. Létezik olyan kialakítás, melynél a henger relatíve könnyen cserélhető, így lehetőség nyílik a gyors szerszámcserére és ezáltal a szemcseméret változtatására. A géptest és a henger befogatása öntvényből készül, két fő egységben. Egyik a magassági beállítást magában foglaló sínrendszerért és annak finomhangolásáért, valamint a gépvázhoz történő illesztésért felel, míg a másik a hengert és a meghajtást foglalja magában. A csapágyazás első ránézésre a második világháború préselt lemezből késztett német géppisztolyait idézi áttételesen. Viszont működnek, igaz, meglehetősen „randák”.

Konzolos kialakítású egyhengeres. A csapágyazás és az öntvények megmunkálása sokkal bizalomgerjesztőbb.
Az asztal már egy érdekesebb történet. Ez többnyire lemezből kialakított és a végein egy-egy kis átmérőjű görgő található, melyekre az előtoló szőnyeg van kifeszítve. Az előtolási sebesség 0–5 m/perc körül alakul. A szőnyeg egyenletes futásával azonban probléma adódhat. Ahogy nyúlik, deformálódik, óhatatlanul szükséges az utánállítás, hogy ne másszon le a hengerekről és ne sérüljön. Erre figyelni kell! Ami nagyon hiányzik ezekről a gépekről, az a tized pontosságú kijelzés. Ezt egyébként magunk is pótolhatjuk tízezres nagyságrendű elmozdulásmérő alkalmazásával. A csiszolószalag cseréje sem olyan nehézkes, mint amilyennek első látásra tűnik. A motorral szemközti oldalról kell a sablon alapján levágott és kialakított 76–78 mm széles (szabványos 75 mm-es szalaggal is működik) vásznat feltekerni, majd egy rugós csipeszbe rögzíteni. Sajnos, itt jön az első kellemetlen dolog. A csiszolószemcsék viszonylag hamar kopnak, illetve a gyanta is hamar tömíti őket. Hiába, a henger átmérője korlátozza a szalag élettartamát, mivel kicsi a kerülete. Ettől függetlenül meglepően jó és pontos a felület. Mindezt annak ellenére, hogy fél milliméteres fogásvételnél kisebbet nehéz beállítani. A saját no name távol-keleti gépemen a két szélen mért eltérés 0,2 mm volt, ami meglepően jó érték a konstrukciót tekintve. Igaz, az előtolási sebesség maximumát nem mertem még kipróbálni. Az elszívásra sem lehet panasz. 100 milliméteres csatlakozást kapunk az esetek döntő többségében és ez megfelelően működik is, amennyiben nem porszívót, hanem faipari forgácselszívót kötünk a gépre. A hosszú alkatrészeket a súly függvényében alá kell támasztani görgős bakkal. A gépek egyetlen gyenge pontja a henger két oldalára szerelt rugós leszorító.
Ezek erősebb rugókkal készülhettek volna. Más gépeken eltérő megoldásokat látok, tehát bizonyára itt is történik egyfajta termékfejlesztés. A motorteljesítmény 1,1–1,4 kW környékén mozog. Az átengedhető alkatrészek vastagsága 75 és 103 milliméter jellemzően. Sajnos, ez az érték kicsit alulmarad az optimálistól, de a fent említett kompromisszumok miatt elfogadható.


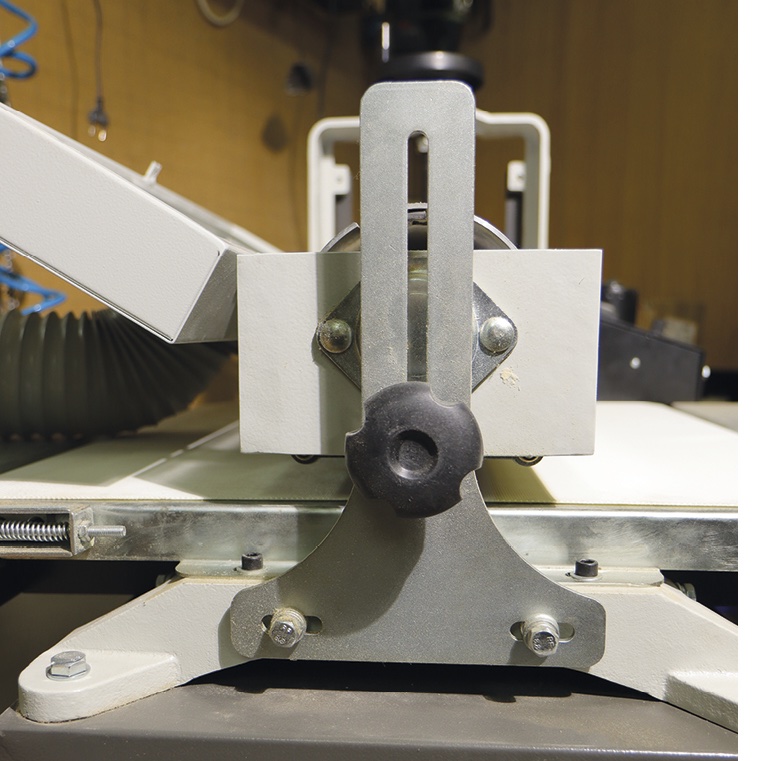
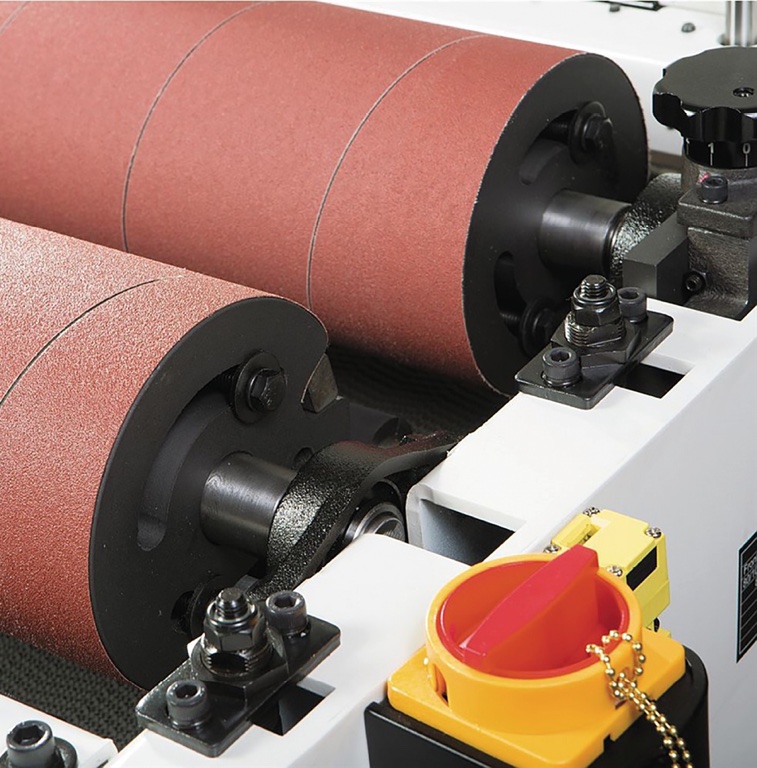
Az asztalnál lévő kis karral a párhuzamosság finomhangolható. Jól látszanak a kis átmérőjű leszorító hengerek. Az olcsó gépeken a rugócsere jobbá teszi a gép tulajdonságait.

A kéthengeres változatra robusztusabb felépítés a jellemző
A költségek lefaragását az öntvények mellett a hegesztett, de vastag lemez konstrukció teszi lehetővé.
KONSTRUKCIÓS KIALAKÍTÁSOK: A KÉTHENGERESEK
Léteznek szélesebb, kéthengeres változatok is. Sajnos ezek lényegesen drágábbak és ilyenkor el kell azon gondolkodni, hogy egy 10–15 éves használt, de megkímélt (?) állapotú kétaggregátos kontaktcsiszolóval tudunk-e együtt élni. A kettő nem említhető egy lapon. Más a karakterisztikájuk, más a fenntartásuk és a súlyuk is. De nézzük a kéthengeresek műszaki megoldásait. A nagyoló henger fix beépítésű és a második hengernél van módunk korrekciót állítani.
A konzolosok gyermekbetegségei itt már nem érhetők tetten. A gépvázhoz kapcsolódnak a csapágyak, így merevebb a konstrukció. Igaz, ezeknél a gépeknél a szélesség is sokkalta nagyobb. Eleve az előtoló asztallal állítható a magasság. Sok esetben láttam digitális kijelzést ezeknél a gépeknél, és a szőnyeg minősége is fényévekkel jobb és tartósabb benyomást kelt. A kezelőszervek is egy helyen találhatók.
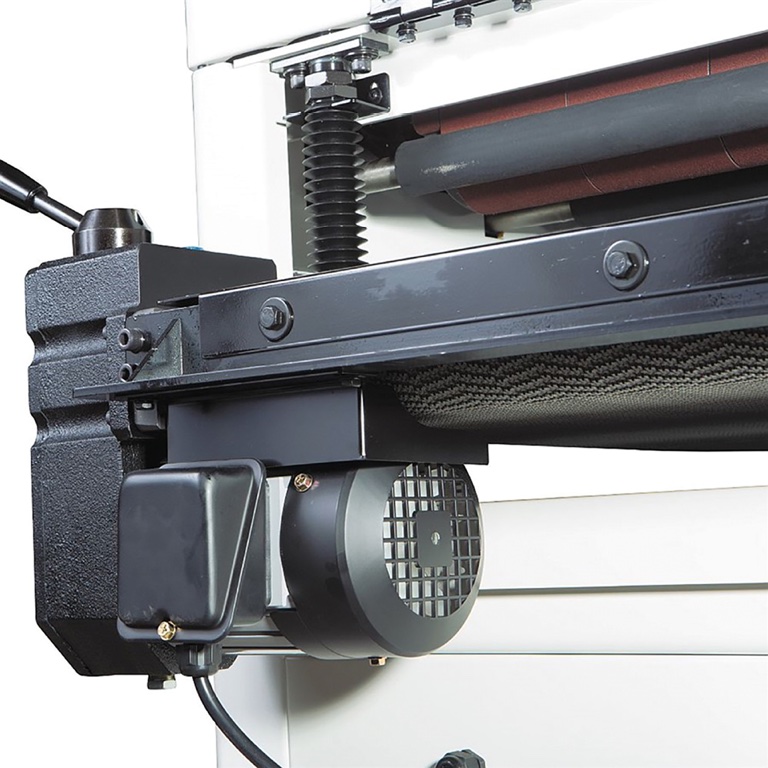
Nagyobb teljesítményű villanymotor és hajtóműház.

Merevebb asztalt és pontosabb, digitális kijelzőt találunk
Az előtolási sebesség jellemzően már nem fokozatmentes, hanem választhatunk a 2 és a 3 m/perc között.

A magassági állítással az asztalt mozgatjuk. Igaz, az állítás manuális.
Egy menetben az elő- és a végcsiszolás. Ezáltal termelékenyebb a gép.
A két hengert egyetlen aszinkronmotor hajtja, ami egyes kontaktcsiszolóknál is bevált konstrukció. A gépházba integrált elszívó burkolat is teszi a dolgát, bár viszonylag nagy „huzatról” kell gondoskodnia. A gépek kapacitására sem lehet panasz. 640–980 milliméter szélességben és megközelítőleg 130 milliméter magasságban tudunk alkatrészeket átengedni. Ennek megfelelően a motorok teljesítménye 4–7,5 kW-ig terjed.
A gépek súlya is optimális: 330 és 440 kilogramm környékén vannak a kéthengeresek.
ÖSSZEGZÉS
Az elérhető árú hengercsiszolók eljövetele nem ördögtől való. Amennyiben rendelkezünk némi stratégiai érzékkel a vállalkozásunk fejlesztésével kapcsolatban és olyan gépeket tudunk vásárolni, melyek újak, számlásak és megfelelő szervizháttérrel is rendelkeznek… Akkor ezek a csiszológépek rövid távon nagy segítségünkre lehetnek. Az olcsóbb konstrukciókkal ugyan kell kicsit ügyködni, de hamar hadra foghatóak és egy kisebb vállalkozásban komoly segítséget nyújthat az asztalosoknak. Idővel kitermelhetjük vele egy komolyabb gép árát és mivel a felépítésük, szerkezetük nincs túlbonyolítva – akár magunk is könnyedén karbantarthatjuk a garanciális időn túl. Fontos, hogy az előcsiszoláshoz nyitott szórású csiszolóanyagot alkalmazzunk elektrosztatikus felvitellel. A hengerekre papírt és vásznat is rögzíthetünk. Előbbi esetében a hordozóréteg „F”, utóbbinál „J” hordozóréteggel rendelkezzen. Ilyen például az „1919 siawood+” vagy a „2920 siawood X” csiszolóanyag.
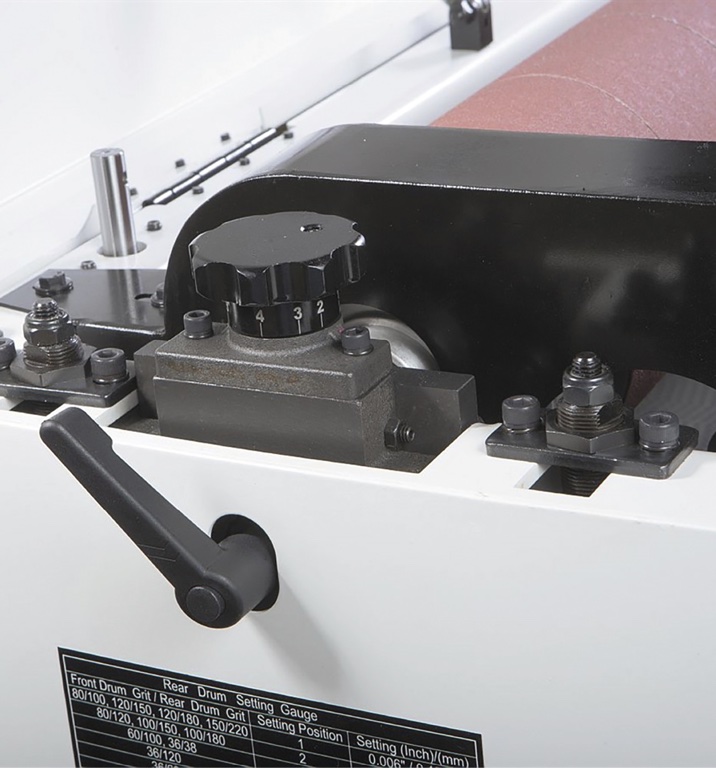
A hátsó henger fogásvételének állítómechanizmusa
A kéthengeres konstrukcióknál a második hengerre már ajánlott a zárt mechanikus szórású anyagok alkalmazása, mivel ezek kevésbé agresszívak, szebb felületet adnak. A gépek nem rendelkeznek oszcilláló képességgel, ezért finiselés mindenképpen szükséges lesz, de az előcsiszolás fáradalmait jelentős mértékben leveszik a vállunkról. Táblásítás esetén például ezekkel a gépekkel kicsit „felborzolhatjuk” a felületet, eltüntethetjük a gyalugép durvább ciklois íveit és szebb fugolást kaphatunk.
Forrás:
https://www.woodcraft.com
https://www.igmtools.hu
https://productadvisor.com
Kapcsolódó dokumentum:
a-hengercsiszolok-reneszansza
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.