A nyílászárók gyártási technológiájának lehetőségei

Sokszor kapom a kérdést, hogyan álljak neki az ajtók, vagy ablakok gyártásának. A helyzet amennyire egyszerűnek tűnik, legalább annyira összetett. Fontos, hogy a nyílászárók fejlődése és készítése nem egy egész estés mozi, sokkal inkább egy többévados sorozat, ahol az események több szálon futnak. Azt is érdemes kihangsúlyozni, hogy az elmúlt pár évtizedben a nyílászárókkal kapcsolatos kutatás-fejlesztés miatt – s mert a végfelhasználói környezet is megköveteli – hihetetlen fejlődés történt, amiből a laikus adott esetben csak nagyon keveset vesz észre. Ennek többé-kevésbé az az oka, hogy az ablak külleme messziről nézve nem sokat változott. Egy keret és benne üveg…

A nyílászárók alatt két nagy csoportot értünk. Az egyik a homlokzati nyílászárók, melyek lehetnek ablakok, erkély- és bejárati ajtók. A másik nagy csoport a beltéri ajtóké, de ezen belül is vannak specializálódott változatok. Ilyenek például a tűzgátló és a hangszigetelő ajtók – ám ezekről most legyen is elég ennyi. Ezeken kívül is akad bőven téma! Vágjunk is bele!
MILYEN GÉPEKRE LESZ SZÜKSÉGEM, HA HOMLOKZATI NYÍLÁSZÁRÓKAT SZERETNÉK KÉSZÍTENI?
A választ sajnos – nem túl elegánsan, de – kérdéssel kell kezdenem. Korszerű vagy műemlék az adott szerkezet? Ezt még lehet tovább cincálni, de a lényeg, hogy ez egy fontos és tisztázandó kérdés, mivel a műemlék vagy műemlék jellegű nyílászárók gyártása egy más műfaj, ezért ezt szintén nem tárgyaljuk. Ha korszerű hőszigetelt fa nyílászárót szeretnénk gyártani, akkor szintén ki kell találni, hogy milyen stratégiával szeretnénk ezt megvalósítani. Nulláról akarjuk felhúzni a technológiát és van anyagi fedezet is, vagy a meglévő technológiák átszervezésével? S ha azt látjuk, hogy van benne potenciál, akkor fejlesztünk?

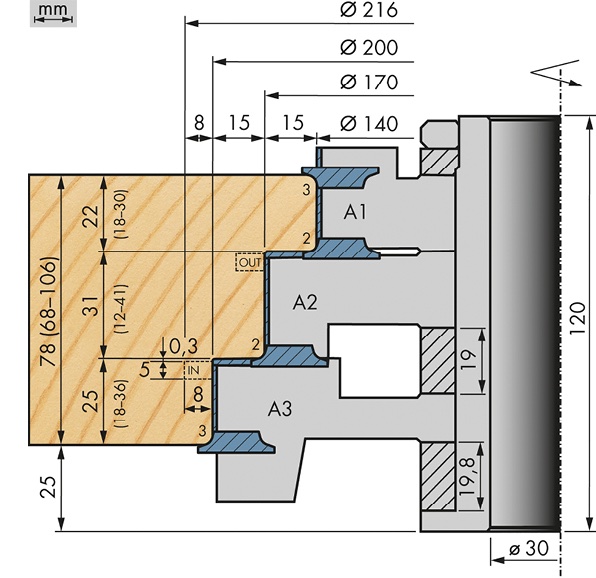
Kapcsolt gerébtokos ablak, korszerű kivitelben.
Bármilyen piacra szeretnénk betörni, minden esetben végezzünk piackutatást, hogy van-e egyáltalán keresnivalónk az adott területen. A piackutatás nem feltétlenül bonyolult dolog. Azonban nem elég feltérképezni, hogy van-e fizetőképes kereslet egy adott termékre, azt is vizsgálni kell, kik a versenytársak, s hogy mi miben tudunk jobbak lenni. Mára a minőség (ez egy eleve behatárolhatatlan fogalom, viszont ha valaki meghallja, egyből bizalmat kelt…) alapvetőnek számít, ezért olyat is nyújtani kell, amit más nem, vagy drágábban, esetleg hosszabb idő alatt tud teljesíteni. Azt se felejtsük el, hogy a világ bizonyos értelemben beszűkült. A világháló segítségével nemcsak idehaza lehetünk sikeresek, hanem gyakorlatilag bárhol. Persze, a külföldre történő termékgyártás, értékesítés is tartogathat veszélyeket. A legfontosabb, hogy megérzésre ne fejlesszünk olyan technológiát, ami nem biztos, hogy megtérül. Ezért van szükség piackutatásra és stratégiai tervezésre. Nagy szavaknak tűnnek, de már egy mikrovállalkozás is komoly veszélybe kerülhet egy rossz döntés miatt.
Azt tudnunk kell, hogy a nyílászárógyártás egy telített piac. Eleve 60–70 százaléka műanyag alapokon nyugszik, és ez a szám tovább nőhet a jelenlegi világpiaci helyzet miatt. A faablakokkal, -ajtókkal szemben van egy komoly gátló tényező, ami úgy ivódott be a köztudatba, mint a tv-maci fogmosási szokása. Kitörölhetetlenül. Ez pedig a faablakok folyamatos karbantartása. Hiába 20 éve megoldottak a korábbi évszázados problémák, hiába lehetséges jobb műszaki paraméterű nyílászárók készítése, hiába tudunk nagyobb, szebb emelő-toló erkélyajtókat készíteni… A műanyagnak jobb a PR-ja. Pedig egy prémium műanyag nyílászáró, ami hasonló tulajdonságokkal bír, sok esetben drágább, mint egy fából készült társa. Természetesen megvan az a réteg, melyeknek fontos a fa. Akik nem vesznek lapraszerelt bútort. Tehát van remény…

Kontraprofilos szerszámkészlet a Feldertől.
Felder bejáratiajtó-garnitúra dupla falccal.
ÉVENTE MAXIMUM 10 CSALÁDI HÁZ ABLAKAIT KÉSZÍTENÉM. HOGYAN NE VESZÍTSEK ÜGYFELET A BÚTOROS, VAGY EGYÉB MUNKÁIM MELLETT?
Ha ismerkedni szeretnénk az ablakgyártással, vagy kis volumenben gondolkodunk, akkor az egyik legköltséghatékonyabb megoldás a kontraprofilos szerszámkészlet beszerzése. Kisebb fajlagos költséggel jár – és itt nemcsak a szerszámkészletre gondolok, hanem az azokat működtető gépekre is. A szakma megosztott a kontraprofilos szerkezetekkel kapcsolatban, pedig sok helyen sikerrel alkalmazzák és teljesen életképes. A hazai Metner-konstrukció mellett az osztrák Felder is gyárt kontraprofilos szerszámkészletet. Az egyik legnagyobb előnye, hogy a csapozószerszámok kis átmérője miatt kisebb tömeggel rendelkeznek. Ezért kisebb marógépekkel, akár meglévő 30-as tengelyátmérőkkel is kényelmesen és biztonságosan tudunk dolgozni. A másik, hogy a keretek összeragasztása sem igényli a nagy keretpréseket. Ezeknek a szerszámoknak az ára is barátibb, s a tévhitekkel ellentétben, a műszaki paramétereket is rendre teljesítik. Ahhoz, hogy bejáratiajtó-tokot tudjunk készíteni, többnyire bővítésre van szükség, de ez gyártónként változó. A Felderhez egyébként vízvető visszamaró is beszerezhető, ami függőleges tokosztó esetében életmentő.

Felder F 900 Z
Tehát eddig csupán (nem szeretném alábecsülni a költséget) a szerszámkészletre költöttünk. Ha szerencsénk van, akkor egy frontcsapozókocsival is felszerelt, nem kisipari marógéppel is rendelkezünk. Nyilván a keresztmetszeti megmunkálás gépei és egy lapszabász körfűrész is szükségeltetik, ahogy az előtolómű is megkönnyítheti a profilozást. Kell-e más is? A felületkezelés eszközein kívül egy ablakos szegbelövő, szilikonkinyomó, szerelőasztal és pár alapvető kisgép szerepel a listán. A felületkezelést ki is szervezhetjük, bár ezzel lehetnek gondjaink.
KÖZEPES BEFEKTETÉS, GYÁRTÁS NAGYOBB VOLUMENBEN
A kontraprofil ebben az esetben is járható út. Ha csapos kötésben gondolkodunk, akkor két alternatíva közül választhatunk. Az egyik a multiszerszámos megoldás. Lényege, hogy egy olyan marószerszámkészletet kapunk, ahol a különböző csapozási és profilozási feladatokra a szerszámcsoportokat minden egyes átállásnál magunknak kell összeállítani. Ehhez van egy gyártói összeállítási segédlet, ahol a kívánt művelethez megkapjuk a szerszámok és a hézagoló gyűrűk sorrendjét. Ebből három dolog következik. Egyrészt a műveletek között kicsivel tovább tart a szerszámcsere. Olcsóbb a szerszámkészlet, mivel a szerszámcsoportok osztoznak bizonyos elemeken. Nem egységes a kopás – ezt sokan elfelejtik, bár meg kell jegyeznem, hogy a korszerű élanyagok és az optimalizált szerszámkiosztás miatt ez a probléma elenyésző. A szerszámköltség alacsonyan tartása mellett van két kimondatlan előnye is ezeknek a készleteknek. Nemcsak homlokzati nyílászárókat tudunk készíteni, hanem egyéb marási műveletekre is felhasználhatjuk ezeket a marószerszámokat. A csapozókésekkel tudunk hagyományos csapokat, csapréseket is készíteni, de kis gondolkodással beltéri, utólag szerelhető tokot is készíthetünk. A másik, hogy bizonyos korlátok mellett a szerszámkészlet több frízvastagsághoz is alkalmassá tehető a későbbiekben.
A másik megoldás, hogy több, előrefűzött szerszámcsoportból álló szerszámkészletet vásárolunk. Itt többnyire egy tucat, meglehetősen nehézsúlyú versenyzőt kell a marótengelyre fel- és leszerelni. Viszont az átállási idők lerövidülnek, mivel a szerszámcsoportok eleve adottak. Mindkét csapos megoldásnál jól alkalmazható marógép a nehézmaró. Ezek olyan kombinált marógépek, melyek a hagyományos asztalos marógépekből és az egyoldalas csapozó marógépekből lettek ös - szeházasítva. Frappáns megoldás, mivel egy maróorsón osztozik a két művelet, ezáltal helytakarékosnak is mondható. A mai prémiumkategóriás ablakgyártó marógépek olyan kényelmi szolgáltatásokat nyújtanak, mint a gyors és fáradtságmentes műveleti átállás (nem egy esetben motoros stellerkiemelés). Ezen túl programozható ütközők, vezetővonalzó, tengelymagasság, előtolási sebesség stb. Gyakorlatilag egy viszonylag kis helyigényű, gyors és pontos beállításokra képes programtárral rendelkező, termelékeny berendezésről van szó. Nyilván, megvan az áruk is.

Szerszámcsoportok pihenése…
Ha költséghatékonyan szeretnénk megvetni a technológia gyökereit, kezdésnek beszerezhetünk profilozáshoz egy csapozókocsi nélküli nehézmarót és egy másikat csapozókocsival. Ez a fajta felállás gyorsabbá és hatékonyabbá fogja tenni a gyártást. Nyilván két teljesen egyforma konstrukciójú gépet is beszerezhetünk, illetve a csapozókocsis nehézmaróval is megoldható a szerkezetek marása. Pénztárca, hely és kapacitás kérdése az egész. A fenti technológia nagy hátránya, hogy még két marógéppel is viszonylag lassú – és két emberért kiált. Előnye, hogy közvetlen felügyelet alatt van a gyártás és a minőség-ellenőrzés, s hogy a munkafolyamatok közben elvégezhetők és szükség szerint korrigálhatók a beállítások, ha netán problémát észlelünk.

SCM formula t-70f és t-60f a sokrétű mindenesek.
Ezekben az esetekben is még elegendő lehet az egyengető, vastagoló gyalugép. Egy kontaktcsiszológép megléte, vagy beszerzése sok esetben jelentős minőségjavulást is eredményez. A keretprés már elkerülhetetlen – és jó, ha hidraulikus. Mivel sok ablakot szeretnénk készíteni, sok beszegező lécet fogunk gérelni, ezért jó befektetés lehet egy páros gérfűrész beszerzése. A szerelőasztalok és vasalatszerelő gépek beszerzése is logikus lépés. Ami nagyban meggyorsítja és termelékennyé teszi a gyártást, az a keresztmetszeti megmunkálás átszervezése egy négy-, vagy ötfejes gyalugépre. A gyártás volumene indokolja, hogy a sokféle termék már a tervezési, ajánlatadási stádiumban is követhető legyen. Ezért szoftveres támogatás is elkél.
CNC ABLAKGYÁRTÓ SAROK – KÖZPONTOK
Az épületasztalos-ipart sem hagyhatták érintetlenül a digitálisan vezérelt szerszámgépek. Kezdetben csak NC-sarokközpontok, majd számítógép-vezérelt társai kezdték el „bonyolítani” az életünket. Ezt azért írom, mivel rengeteg apró dolgon múlik, hogy egy ilyen gép maximális hatásfokkal tudjon dolgozni. Márpedig ezeket a gépeket egész műszakos munkára fejlesztették ki. Leegyszerűsítve, egy ablakgyártó sarokközpont egy két munkaállomással szerelt többtengelyes marógép. Lehetőség szerint a csapozó oldalra a kéttengelyes konstrukciókat preferáljuk. Igaz, hogy drágább, viszont a meglehetősen nehéz szerszámok cserélgetése a tokról szárnyra történő átállásnál felér egy komolyabb testi és lelki traumával. Többféle konstrukciós megoldással lehet találkozni. Mindegyiknek van előnye és hátránya – nehéz kijelenteni, melyik lesz számunkra a legjobb. Az adott géphez megfelelő, fűzött szerszámcsoport beszerzése már problémásabb lehet. Itt mennyiségi és filozófiai oldalról is meg kell közelíteni a problémát. A legtöbb sarokközponton a rámák körbemarásához plusz egy ellenforgású szerszámcsoportra is szükség van, tehát ezt mindenképpen számításba kell venni.

SAC F4 ablakgyártó sarokközpont. Mára nem létező gyártó a mai napig kedvelt, de nem kompromisszummentes gépe.
A szerszámvásárlásnál vegyük figyelembe, hogy az élanyag lehetőleg cserélhető lapkákból álljon, s ne forrasztott lapkás kivitelű legyen. Ez a korszerű marófejeknél már alapvető, de használt készleteknél nem. A cserelapkás kivitel előnye a gyors és műhelyszinten megoldható karbantartás. Tehát, ha a munkaéles állapot végét feszegetjük, vagy csorbulás, esetleg lapkatörés történik, nem szükséges leállni a termeléssel és várni az élezőműhelyben elvégzendő, adott esetben napokig tartó karbantartásra. Egyszerűen „házon belül” megoldható a csere.
A filozófiai oldal már más kérdés. A mai napig programozok és adok szaktanácsot egy mediterrán eredetű géptípusnál. Mára már leálltak a gyártásával, a szoftver pedig már akkor elavult volt, amikor több mint 10 éve „összeismerkedtünk”. Azonban a mediterrán gépépítési filozófia és például egy német, vagy osztrák szerszámkészlet összeházasítása kellő odafigyelés nélkül hamar shakespeare-i drámákat szülhet, miközben a gyártó földijével soha semmilyen probléma nem volt. Ez nem azt jelenti, hogy a szerszámgyártók nem tudnak jó szerszámot gyártani. Az ok annyira banális és közben dühítő, hogy hihetetlen. A szerszámcsoportok felhelyezésének a sorrendje a kulcsa mindennek. De, sajnos a gépeknek is vannak korlátai, ám ezt most nem boncolgatnám. Ha sok ablakot szeretnénk gyártani, melyek nem alakosak, akkor ez a jó választás. Mára az áruk is jócskán zuhant. Karbantartásuk sem bonyolult, bár ha a PLC-oldalon elkezdődnek a problémák, lehet, hogy mélyen kell a zsebünkbe nyúlni. Számolni kell olykor egy-két induktív jeladó, szenzor, vagy végálláskapcsoló örök vadászmezőre költözésével. Illetve vannak olyan szituációk, amikor a gép nem akarja a kalibrálást elvégezni magán, valamint az áramszüneteket sem szereti a rendszer.

Az összes csapozószerszám egy helyen. Egyszerre félelmetes és lenyűgöző, ahogy ez a tömeg elkezd forogni…
Fontos, hogy a számítógépes oldal karbantartásával szinte senki sem foglalkozik. Pedig az adatmentésen túl olykor nem ártana magát a PC-t is lecserélni. Egy 10 éves, poros környezetben dolgozó Windows XP operációs rendszert futtató merevlemezes számítógép nem más, mint egy időzített bomba. Tekintve, hogy a programozás finomhangolása akár 10–20 óra is lehet, nem árt, ha ellenőriztetjük a számítógép műszaki állapotát. Ellenkező esetben a megírt és kifizetett programokat kezdhetjük elölről megíratni. Egyik ügyfelemnél a BIOS chipkészlet CR2032-es akkumulátora okozott folyamatos problémákat, mivel a dátumozást rosszul kezelte. Ez által a gép keretprogramja rendre rossz programokra hivatkozott. Az akku ára egy gömb fagyi, cseréje viszont negyedóra volt, mivel az egész vezérlőkonzolt szét kellett csavarozni. Ne hanyagoljuk el a karbantartásokat!
A sarokközpontok nem mindenhatók. Ez azt jelenti, hogy alakos, íves ablakokat, de szög alatt lévő osztókat sem tud mindegyiken készíteni. Sőt, a legtöbb csak derékszögű konstrukciókat tud kezelni. Ezért a csapozókocsis nehézmaró szinte itt is kötelező darab, hogy az egyedi termékeket is gyártásba tudjuk adni. Probléma a technológiával, hogy az alapanyag rengeteget utazik és a több méteres előtolómű esetleges nem lineáris meghajtásából (döcögés), valamint a kétoldali megvezetésekből felületi hibák, sérülések keletkezhetnek. Ezeket a későbbiekben ellenőrizni és javítani kell. Sajnos, a nagy volumen miatt ezt nehéz megvalósítani. A gép energiafelhasználása is nagyobb. Hiába időzített a tengelyek indulása, sok esetben még akkor is dolgoznak a tengelyek, amikor forgácsolás érdemben már nem történik. Ráadásul egy tengelyen több szerszámcsoport is helyet foglal, ami nagyobb tömeget és így üresjáratban is nagyobb energiát emészt fel.

Weinig Conturex: a fríz bemegy, a szerkezetkész alkatrész kijön.
Szintén elmondható, hogy a többfejes gyalugép és a hidraulikus félautomata keretprés elengedhetetlen. Ezeket kiegészíthetjük egy frízcsiszoló géppel és egy szabászgéppel is. A szoftveres támogatás szintén nélkülözhetetlen.
CNC MEGMUNKÁLÓ KÖZPONTOK
Lehetőség van az úgynevezett alkatrészben történő megmunkálásra. Nyilván mind közül ez a legdrágább megoldás, azonban a nyílászárók alkatrészein nemcsak a kötések és a profilozás kerül kialakításra, hanem az összes furatolás, egyéb megmunkálás. Nagy előnye a szinte teljesen automata gyártás mellett, hogy az alapanyag egy helyben áll és azt a megmunkáló szerszámok táncolják körbe. Ezért a felületi sérülések és az egyenetlen előtolásból származó megmunkálási hibák nem jelentkeznek.

Hagyományos csapos kötés CNC-megmunkálás alkatrészben.
Itt már nagyon mélyen kell a zsebünkbe nyúlni. Nemcsak a keresztés hosszfuratolásokat, hanem az egyéb beeresztéseket, nútolásokat, fecskefarkmarásokat vagy akár speciális sarokkötéseket is kiváló pontossággal, teljesen automatikusan és rendkívüli gyorsasággal munkálja meg az adott alkatrészen. Lehetőség van akár négy- és öttengelyes megmunkálásra is. Mivel a gépek puffertárolóval és vonalkódos vagy QR-kódos alkatrész-azonosítással is elláthatóak, a kezelőszemélyzet száma csökkenthető. Ahogy a szerszámátállási idő is lényegesen rövidebb. További előny, hogy a zárt rendszer miatt a por- és forgácselszívás hatásfoka is nagyobb, ezáltal a műhelyek levegőminősége is könnyebben kordában tartható. Megfelelő szerszámkészlettel a külső profilok is elkészülnek, ezért a keretek ragasztása után további forgácsolásra nincs szükség.

Leitz PlugTec. Szárny alkatrészek a megmunkálás végeztével.
Láthatjuk, hogy „van itt minden, mint a búcsúban”. A kívánt cél eléréséhez több alternatíva is a rendelkezésünkre áll. Fontos kihangsúlyozni, hogy a gyártási technológiát a magunk lehetőségeihez kell adaptálnunk. Itt a műhely adottságaira éppúgy gondolok, mint a gépek elhelyezésére. Amennyiben nem csupán az ablakok gyártása a fő profil, bonyolódhat a gyártás a közös használatú gépek tekintetében. Ezért ez is egy megoldandó feladat lesz. Ahogyan az új gyártmányokkal kapcsolatos apró finomhangolások is nagy szerepet kapnak. Az ablakés ajtógyártás több szempontból is kényes terület, már csak a tervezett hosszú élettartam miatt is. A több szakaszból álló gyártási folyamat több különböző területet érint. A keresztmetszeti megmunkálás, majd a marások után a felület-előkészítés, aztán a felületkezelés következik, majd a vasalat- és üvegszerelés. Mindegyik terület megköveteli a hatékonyságot és a precizitást, valamint a naprakész technológiai és anyagismereti tudást.
Forrás:
https://hu.feldershop.com
https://jankoablak.hu
https://www.w-equipment.com
https://www.weinig.com
https://www.leitz.org
https://www.bm-online.de
Kapcsolódó dokumentum:
a-nyilaszarok-gyartasi-technologiajanak-lehetosegei
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.