A furnérozás ragasztói
A furnérozás már az i. e. III. évezredben Egyiptomban kialakult faipari technológia. A szép rajzolatos fák hiánya, de az irántuk való vágy hozta létre. És milyen csodálatos az ember! Ma is ezért használunk furnérokat, hogy sokkal értékesebb és esztétikusabb látszatát keltsük valamilyen bútornak, nyílászárónak, burkolatnak, járófelületnek, faeszköznek (hangdoboz, hangszer, járműbelső), mint amit a teljes szerkezet biztosíthatna. Tökéletes igazolásai ezen elvnek a képeken látható műremekek, amelyek a gyömrői HAJLÍTOTT FA MANUFAKTÚRA mestereinek keze által születtek. A svartni szó is gyakran előkerül a furnérozási munkák emlegetése során, hiszen magának a szónak a jelentése már nem a korabeli német „bőrdeszka”, hanem falemez, vastagabb szín- vagy vakfurnér.

Különböző hordozókat használunk végtermékeinkhez. Egyes hordozókat szintén ragasztással állítunk elő. Gondoljunk csak arra, hogy táblásított anyagokra vagy hajlított szerkezetekre milyen gyakran teszünk furnért. Mind a furnérok összeállítása, mind rögzítése a hordozókra ragasztóanyagokat igényel, amelyek a használt technológiától és körülményektől függenek. Természetesen a megfelelő furnér kiválasztása sem egyszerű, hiszen gyakran olyan íveket kell hajlítanunk, amelyek akármilyen fajtájú fából készült és akármilyen szerkezetű borítással megvalósíthatatlannak tűnnek. Kis turpissággal és természetesen a fák ismeretével el tudunk készíteni egészen extrém ragasztásokat!
Kezdjük azzal, hogy a hordozóknak mindig megfelelő felülettel kell rendelkezniük. Ne legyenek benne hibák, rések, mert a vékony furnér a felragasztása után követni fogja ezek vonalát. Hordozónak használhatunk szinte bármit (fa, fatermék, fém, üveg, műanyag), mert a modern ragasztók lehetőséget adnak a kivitelezésre.



GYANTÁK, POROK
A szintetikus ragasztók megjelenése előtt gyantával, enyvvel készültek a furnérozott felületek. Ha nem áll rendelkezésre préselési lehetőség és esély van a hibázásra, akkor mindenképpen az ún. „meleg enyv” a javallott. Itt van lehetőség visszamelegítéssel (pl. vasalóval) az utólagos javításra, míg az ún. „hideg enyvek” esetén nem. Azzal ami leragadt, az már úgy marad!
Hátránya a csontenyvnek a nehéz kezelhetőség, hosszadalmas előkészítés, anyagvastagság és lassú teljes kötés.




Mai napig használjuk a köznyelv által hőprésragasztónak nevezett urea-karbamid gyantákat. Általában por alakban érhetők el, de léteznek folyékony emulziók is. A szigorodó környezetvédelmi szabályok miatt egészen alacsony formaldehid-tartalmú termékek vannak a piacon (Resin 401 és S805). Hátrányuk, hogy mindenképpen kell olyan folyamat, amely során hőt közlünk a ragasztóval (hő-, nagyfrekvenciás prés).

Kísérleteztünk, hogy kizárólag hideg préseléssel milyen eredmény érhető el. Kb. 6 órán túl létrejön kötés, de az erőssége lényegesen kisebb, mint hő hatására. A porverziókat vízzel keverjük, általában 2 rész ragasztópor + 1 rész víz arányban. Ez azonban nem szentírás. Változtathatjuk az arányt minimálisan és egyéb anyagot is keverhetünk bele. Nagyszerűen működik a rozsliszttel lágyított keverék. (Ez az ajánlott az IF20 furnérokhoz.) Ennek erősségét D3 osztályú PVAc ragasztó maximum 20%-os belekeverésével megerősíthetjük. Egészen különleges erősségű ragasztó hozható létre, ha a klasszikus por + víz alaphoz 20% PVAc-t adunk. Fel kell hívni a figyelmet, hogy nem mindegyik D3 PVAc alkalmas erre. Ha az nem kellőképpen hőálló, akkor a keverék magasabb, 70 °C felett már tökéletlenül működik.

A megfelelő porgyanta a legbiztosabb, legszebb terítéket biztosító furnérélragasztó gépek anyaga. Az így készült terítékek olyan hibaforrásoktól mentesek, mint az átütés az összetételnél, vagy a papírszalag ragasztójának maradványa.
A megfelelő porgyanta a legbiztosabb, legszebb terítéket biztosító furnérélragasztó gépek anyaga.
A képek a gyöngyösi Wel-Mátrép Kft.-nél készültek, akik piaci sikereiket a hibátlan terítékeiknek és jó ragasztóválasztásnak köszönhetik.


PVAC (FEHÉR RAGASZTÓ)
Napjainkban ez a ragasztófajta, amely a legelterjedtebb. Mind a kisiparban, mind a nagyiparban. Sokan tartanak még tőle, mert nehezen fogadják el, hogy a mai csúcsminőségű „fehér ragasztók” a faipar szinte minden területén bevethetők, ahol van lehetőség préselésre akár hidegen, akár melegen. Természetesen sok tényező csökkentheti a hatásfokot. Gondolunk itt arra, hogy a hordozó és a borítás előkészítése mennyire fontos. Amennyiben a hordozó felülete egyenetlen, akkor nem egy fizikailag összenyomhatatlan töltőanyag ragasztóba keverése a megoldás, hiszen azonos szárazanyag-tartalom mellett a töltőanyag rontja a ragasztás minőségét vagy egyes technológiáknál anomáliákat okoz (pl. nagyfrekvenciás préseknél a ragasztó égése vagy káros gázképződés). Ezért kardoskodunk a megfelelő felület-előkészítés mellett. Nem utolsósorban a végtermék szépsége és minősége nagyban függ ettől! Gyakorlatilag bármilyen vízállósági osztályba sorolt ragasztó használható annak fényében, hogy mit várunk el a végterméktől. Mivel a különbség a költségben egységnyi felületre lebontva jelentéktelen, ezért érdemes a magasabban minősített ragasztókat használni. Például a WOODMAX WR13.50 D3 besorolású PVAc ragasztóval idompréselt rétegelt lemezt gyártanak 200 °C körüli hőmérsékleten és 300 bar nyomással. A késztermék szakítópróbái során kiderült, hogy erősebb a kötés, mint a korábban használt 2K gyantával. És nem elhanyagolható, hogy a megengedett formaldehid-kibocsátás mindössze 10%-a a mért érték! Ebből a tényből következtethető, hogy kevés olyan hétköznapi furnérozási feladat van, aminél ez az anyag kudarcot vallhat. (A WOODMAX ragasztócsalád mindegyik tagja D1-től D4-ig alkalmas furnérozásra hideg és meleg préselési technológiákkal!) Lehetőségünk van arra, hogy színezzük a ragasztót és így a megkötött ragasztási vonalak színesen jelenjenek meg.



Az intarziakészítés a furnérozás egyik nagy szakértelmet és nagy pontosságot igénylő formája. Sokan nyúlnak vissza a klasszikus csontenyvhez ilyen esetben. Álljon itt egy példa, hogy milyen nagyszerű munka végezhető PVAc ragasztóval. Gulyás Ferenc szentesi mester mind az egyedi hordozókat, mind a furnérozást, mind az intarziázást a fentebb említett WOODMAX ragasztókkal készíti. A végtermék magáért beszél!
A furnérozásnál meghatározó, hogy milyen hordozót és milyen technológiát használunk. Ezek gyakran kizárnak bizonyos ragasztókat a lehetőségek közül.
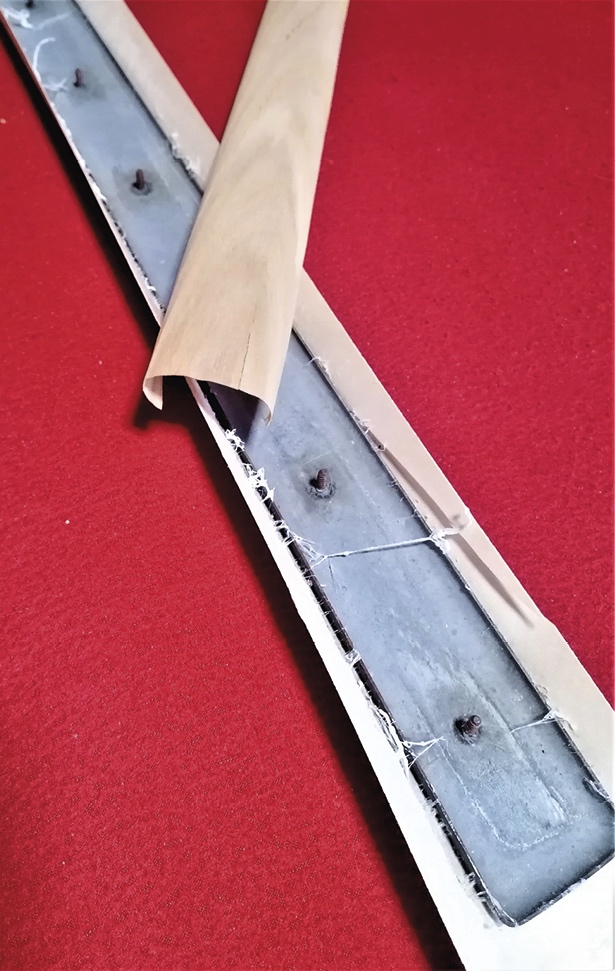
Megfelelő ragasztóval és sablonnal hideg préselési eljárással magunk is készíthetünk íves, hajlított alkatrészeket furnérból, svartniból. A PVAc ragasztók előnye, hogy nedvesen még van lehetőségünk a korrigálásra, illesztésre. A megkötés után jóval erősebb, a nyíróerőknek jobban ellenálló terméket kapunk, mint kontaktragasztó használatával. Ez a különböző ragasztók tulajdonságai miatt alakulhat így! A sablonos eljárás tökéletes megoldás a lépcsők, korlátok és ezek kiegészítőinek gyártásánál.



KONTAKTRAGASZTÓK, HOT MELTEK ÉS ÉPÍTÉSI RAGASZTÓK
A furnérozásnál meghatározó, hogy milyen hordozót és milyen technológiát használunk. Ezek gyakran kizárnak bizonyos ragasztókat a lehetőségek közül. Például ahol nincs lehetőség préselésre, ott mindenképpen kontakt jellegű ragasztót kell használni. Ezek lehetnek vizes vagy oldószeres kontaktok, bizonyos hot meltek (forró olvadó ragasztó) és építési ragasztók. A két utóbbi viszonylag ritkán kerül elő. Csak nagyon speciális esetben használjuk őket. A hot meltek szerepe igen fontos az élfurnérozásban, élzárásban. A legtöbb EVA kopolimer és PO (poliolefin) élzáró granulátum alkalmas élfurnérhoz. A reaktív vizes diszperziós PUR egy- és kétkomponensű ragasztók a nagyon magas költségek és komoly gépigényük miatt nem tudtak ebben a faipari műveletben tért nyerni.
Az építési-szerelési ragasztók tulajdonképpen speciális tulajdonsággal bíró anyagok, amelyek általában kimondottan erős kezdeti nedves tapadással rendelkeznek. Ezt a furnérozásnál akkor tudjuk kiválóan kihasználni, ha nincsen lehetőség préselésre és nehéz pontosan illeszteni a hordozóra, esetleg módosítani kell a megkötés előtt.

A kis felületeken vagy nem fa jellegű hordozókon a leggyakrabban használt ragasztók, az ún. kontakt-ragasztók. Működési elvük alapján megtapadnak a ragasztandó felületeken, majd összeillesztés után a ragasztó molekulái közötti kohéziós erő fixálja a kötést! Hátránya, hogy nagyon pontosan kell előkészíteni a két oldalt, mert az összeragasztás pillanatában már a mozdítás, igazítás szinte lehetetlen. Olyan felületeknél, ahol komoly hajlításokkal kell dolgozni, ott a furnért valamilyen módszerrel előformázzuk.
A furnérozás nagyon sokáig fennmaradó technológia lesz, hiszen az ókori Egyiptom óta nem változott az ember igénye a szép rajzolattal bíró fafelületek iránt. Az egyre modernebb ragasztók egyre extrémebb felhasználási területeket nyitnak meg. Az M.L.S. Magyarország Kft. a furnérozáshoz szükséges megfelelő ragasztó- és kiegészítő anyagokkal (csiszolás, javítás, felületkezelés), valamint technológiai segítséggel rendelkezésére áll a szakiparnak. Együttműködve egyedi módszerek kidolgozásában is partnerek vagyunk!
Kapcsolódó dokumentum:
a-furnerozas-ragasztoi
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.