Milyen brikettálót válasszunk?
Első körben a következő kérdésekre kell a választ megkeresni:
 |
| Hidraulikus rendszerű brikettálógép |
1. Milyen alapanyag keletkezik?
2. Mekkora volumen az, amit brikettálni szeretnénk?
3. Mekkora tőkével rendelkezünk?
Alapanyag
Egy műhelyben alapvetően háromféle hulladékot külön - böztetünk meg a mérete szempontjából. A termelés során keletkezik fűrészpor, forgács és darabosfa. Ha a százalékokat nézzük, nagyjából ez a következőképpen alakul. Egy egységnyi alapanyagból 2–4% fűrészpor, 8–10 % forgács és 15–25% darabosfa hulladék keletkezik, attól függően, hogy mennyire a késztermék dimenziójához tudjuk megválasztani a feldolgozandó fűrészáru méretét.
A példánkban tegyük fel, hogy csak saját hulladékukat brikettálják. A műhelyben naponta 1 m3 keménylombos (cca. 800 kg/m3 sűrűségű) fűrészárut dolgoznak fel. Ekkor kb. 200 kg darabos fahulladék, 80 kg forgács és 30 kg fűrészpor keletkezik. Ha ezen adatokat vesszük alapul, továbbá egy műszakot, heti 5 munkanapot és évi 50 munkahetet felételezünk, akkor a következő eredményeket kaptunk.
|
A hulladékmennyiségek százalékos arányát figyelembe véve a darabos hulladék a legnagyobb volumen. Brikettálás szempontjából a faforgács és a fűrészpor megfelelő méretű, azonban a fahulladék aprítással (max. 8–10 mm-re) továbbfeldolgozást igényel. Az aprítógépekből kikerülő apríték mérete még a legtöbb esetben túl nagy a közvetlen brikettáláshoz, ezért utódarálás szükséges a megfelelő dimenzió eléréséhez. Ezen kiegészítő berendezések beüzemelése tovább növeli a beruházás költségét, de a rendelkezésre álló darabos hulladék feldolgozásával nagyobb mennyiségben, hatékonyabban állíthatunk elő brikettet. Elég csak arra gondolni, hogy a legkisebb kapacitással bíró brikettálógépet is nehéz alapanyaggal ellátni egy kisebb vállalkozásnak, ha csak a fűrészport és forgácsot használja fel.
 |
| Nagy teljesítményű, mechanikus rendszerű brikettálógép |
A jó minőségű brikett előállításához fontos a megfelelő nedvességtartalmú alapanyag. Az ideális fanedvesség 10–15% között van, ha ennél magasabb, akkor azt már szárítani szükséges mielőtt a brikettálásra kerülne a sor. Bútor- és épületasztalos-ipari termékeknél már a feldolgozandó fűrészárunál fontos az alacsony nedvességtartalom, ezért az itt keletkező hulladékot már nem kell további szárításnak alávetni. Szárítás csak a fűrész- és ácsiparban keletkező nedves hulladéknál szükséges.
Brikettálási mennyiség
Miután tisztába tettük az alapanyag kérdését, egy másik nagyon fontos tényezőt kell tisztázni. Nevezetesen azt, hogy csak a termelés során keletkező hulladékkal akarunk valamit kezdeni, vagy az értékesítésre is hangsúlyt kívánunk helyezni. Ekkor szó lehet olyanról is, hogy kiegészítő tevékenységként megállapodásra jutunk a környéken működő faipari vállalkozásokkal és a többi műhely hulladékát is mi brikettáljuk.
Egy konkrét példán keresztül megvizsgálhatjuk, hogy melyik az a berendezés, amelyik a számukra optimális paraméterekkel bír.
| Az előbbi számítást folytatva tételezzünk fel egy átlagos állapotot, és vegyük egy kisebb, 15–60 kg/óra névleges teljesítményű brikettáló teljesítményének középértékét, 40 kg/órát. Ezzel gondolhatnánk, hogy meg is találtuk az ideális gépet. Azonban ne feledjük azt is megvizsgálni, hogy a berendezés alkalmas-e a folyamatos üzemeltetésre. A 40 kg/órás-at ugyanis napi 8 órában kellene működtetni ahhoz, hogy a kellő teljesítményt képes legyen produkálni. A legtöbb kisebb kapacitású berendezés ugyanis a kialakításánál fogva túlmelegedésre hajlamos, így üzemszünet beiktatására van szükség. Ez azt eredményezi, hogy egy nagyobb kategóriába tartozó közepes teljesítményű (pl. 60–120 kg/óra), már olajhűtővel rendelkező brikettálógépet kell választani. Az alapanyag mennyiségét és a jellemzőit (puha- vagy keményfa, fűrészporarány) figyelembe véve tételezzük fel, hogy óránként 90 kg-os átlagos teljesítményt produkál ez a berendezés. Az éves brikettálandó mennyiséget (77 500 kg) nézve kiderül, hogy éves szinten kb. 860 óra alatt képes az asztalosüzem brikettálni a keletkező hulladékát. Napra lebontva ez 3,5 óra munkavégzést jelent. Egy kicsit túlméretezésnek tűnhet, de így üzembiztosan használhatják a brikettálójukat. Emellett még annak a lehetősége is fennmarad, ha esetleg tovább nő az éves hulladék mennyisége, akkor a fennmaradó szabad kapacitást kihasználva tovább növelhető a brikettálható mennyiség. |
Éves szinten a számítási példa eredményeként az összes hulladék mennyisége: 77 500 kg. Ehhez úgy tudunk megfelelő brikettálógépet választani, ha a keletkező éves mennyiséget elosztjuk a rendelkezésre álló munkaórák (kb. 2000 óra) számával, és feltételezzük, hogy egy brikettálógép folyamatosan, a nap 8 órájában működik. Az óránkénti brikettálási igény a következőképp alakul: 77 500 kg /2000 óra = 38, 75 kg/óra. Ne feledjük, hogy az alacsonyabb sűrűségű anyagokból (pl. puhafa, faforgács) kevesebb brikett gyártható óránkét, a nagyobb sűrűségűekből (félkemény- vagy keményfaforgács, fűrészpor) a névleges teljesítményt felső határa felé becsülhetjük. A brikettálógépek kiválasztásakor és több gép összehasonlításakor soha ne a megadott felső határral számoljunk, hiszen az előállított brikett mennyisége erősen függ az alapanyag jellemzőitől.
A piacon különböző kialakítású berendezésekkel találkozhatunk, de működési elvét tekintve alapvetően kétféle kialakítást – hidraulikus és mechanikus – különböztethetünk meg. A hidraulikusan tömörítő brikettálókból létezik olajhűtő nélküli kisebb kapacitású és olajhűtővel ellátott közepes kapacitású berendezés. A hidraulikát mellőző mechanikus brikettálógépek pedig az ipari termelést kiszolgáló nagy teljesítményű berendezések. Az egyszerűbb, kisebb teljesítményű hidraulikus, olajhűtő nélküli típusok folyamatos (napi 8 órás üzemre) nem alkalmasak. Ha mégis közel folyamatos üzemben akarjuk működtetni azokat, akkor olyat kell választani, amelyiknek a brikettálóegysége hűtőrendszerrel ellátott, illetve a szerkezeti kialakításánál fogva (mechanikus rendszerű) a keletkező hő kevésbé hátrányos a működés szempontjából.
Ez az a pont, ahol el kell azt is döntenünk, hogy melyik utat válasszuk. A gép kihasználtságára koncentrálva vagy csak a saját hulladékunkat akarjuk brikettálni. A hidraulikus brikettálóberendezések alkalmazása elsősorban azok a kisebb termelésű üzemek részére ajánlottak, ahol a brikettálómennyiség 200 kg/óra alatt van. Azonban ekkor is meg kell vizsgálni, hogy az adott berendezés fel van-e szerelve hűtőrendszerrel vagy sem. Az olajhűtő nélküli típusoknak szükségük van állásidőre, különben a túlmelegedés miatt a brikettálóegység károsodhat. Egy másik kategóriát jelentenek a mechanikus elven működő brikettálógépek.
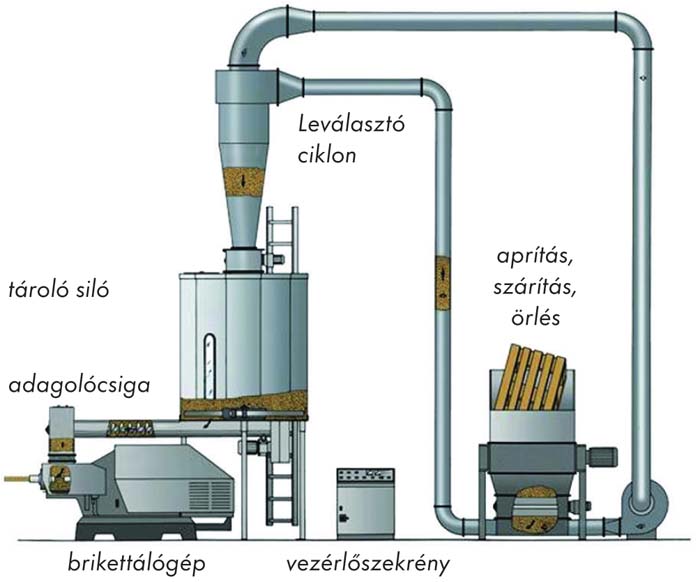 |
| Komplett brikettálórendszer |
A mechanikus brikettálók jellemzően nagyobb, óránként 300–2500 kg közötti termelési kapacitásra képesek. Ezeket már akkor érdemes beszerezni, ha a tevékenységi kör eltolódik a brikettálás irányába. A mechanikus brikettáló lényegében egy excentrikus prés. A folyamatos forgást végző lendkerékhez csatlakozó dugattyú egy kúpos hüvelyen keresztül préseli briketté az alapanyagot A mechanikus brikettálókban a brikettáláshoz szükséges nyomást kizárólag az eltérő kúposságú, ezáltal eltérő ellenállású préshüvely beépítésével lehet szabályozni. Az elvárt termékminőség eléréséhez ezért különböző típusú alapanyagok esetén eltérő kúposságú préshüvelyek szükségesek. Nagy mennyiség feldolgozása esetén hosszú távon a mechanikus brikettáló kedvezőbb megtérülést biztosít a hidraulikus brikettálókhoz képest.
Rendelkezésre álló tőke
A brikettálógépek teljesítményének optimális kiválasztása azért is fontos, mert a beruházás költségei jelentősen függenek tőle. Ha csak a keletkező fűrészport és forgácsot kívánjuk brikettálni, akkor elegendő lehet egy kisebb teljesítményű olcsóbb berendezés. Ha a kapacitást növelni akarjuk, akkor a fahulladékot is érdemes brikettálni, ehhez azonban már aprító, aprítékfinomító berendezés vásárlása is szükséges, és érdemes elgondolkodni az olajhűtővel ellátott hidraulikus brikettálógépeken. Ipari mennyiségű brikett előállításához már mindenképp a mechanikus rendszerű berendezések ajánlottak és igazán hatékonyan csak komplett technológiai sorban (aprító-finomító-szárító-brikettáló) gondolkodva működtethetők. Ezen brikettálósoroknak a beruházási költsége már komolyabb volumenű, ezért a megtérülési idő akkor lesz optimális, ha a brikettálásra koncentrálunk, kihasználjuk a gép nyújtotta teljesítményt folyamatos műszakot alkalmazva.
Pászti Lajos
Forrás: www.brikettalo.hu
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.