Dolgozni csak jól és szépen...szárazfából érdemes!
A természetes alapanyagok közül a legtöbb eltérő tulajdonsággal a faanyag rendelkezik anizotróp (fizikai tulajdonságai különböző irányokból mások), higroszkópos (nedvszívó), mindezek mellett rostiránnyal is rendelkezik. A faanyag e számos tulajdonsága közül az egyik legmeghatározóbb, hogy a fatest vizet képes felvenni és vizet képes leadni, és e folyamat során a tulajdonságai is változnak. Éppen ezért kiemelten fontos, hogy az általunk készített munkadarabok már száraz fából készüljenek, hiszen csak így tudunk minőségi munkát előállítani.

Vákuumszárító
MI TÖRTÉNIK A SZÁRADÁS SORÁN?
A faanyagban kétféle formában található víz: szabad vízként a sejtek üregeiben, a szállítóedényekben, valamint kötött víz formájában a sejtek falában. A fa kidöntése után elsőként a szabad víz távozik a fatestből, majd a rosttelítettségi határt (30%-os nedvességtartalmi fok) elérve a kötött víz mértéke is elkezd csökkenni a sejtfalakban. A száradás során, a fa felületén a nedvesség páraként lép ki a levegőbe és a faanyag belső részeiből a víz tovább áramlik a külső felületek felé.
Ez a folyamat mindaddig tart, amíg a faanyag nedvességtartalma egyensúlyba nem kerül a külső környezet páratartalmával, azaz kialakul az egyensúlyi fanedvesség. Ezt a folyamatot értelemszerűen a külső körülmények nagymértékben befolyásolják. A természetes szárítás során a száradás folyamata tulajdonképpen az időjárás, a páratartalom, a szélmozgás, a napsugárzás függvénye.
Mesterséges szárítás során ezek a külső tényezők általunk befolyásolhatók, így mi irányíthatjuk a száradás folyamatát. Mindkét szárítási technológiának megvannak a maga jellemzői. Jelen cikkünkben a mesterséges szárításhoz kapcsolódó technológiák kerülnek áttekintésre. Fontos hangsúlyozni, hogy a faanyag nedvességtartalmát tervezhető időkereteken belül csak a mesterséges szárítási módok segítségével tudjuk egy bizonyos nedvességtartalmi fok alá csökkenteni.

Kondenzációs szárítóberendezés
A MESTERSÉGES SZÁRÍTÁS ÁLTALÁNOS JELLEMZŐI
A szárítás ebben az esetben szárítóberendezésekben (szárítókamra, szárítóalagút) történik, és a külső paramétereket műszaki berendezésekkel (pl. ventilátor, hőpumpa, kompresszor, mérőszonda, számítógép) tudjuk alakítani. Természetesen a külső körülmények ilyen módú alakítása nagy energiabefektetéssel és így magas üzemeltetési költséggel jár.
Azonban a végeredménye előre programozható, hiszen a faanyag fajtájától, vastagságától, vágási irányától és a kiinduló nedvességtartalmi foktól függően egy előre meghatározott szárítási menetrend segítségével a természetes szárítás időtartamához képest a száradás folyamata jelentősen lerövidíthető. E folyamat hosszát a szárítás technológiája nagymértékben befolyásolja.
KONVEKCIÓS SZÁRÍTÁS
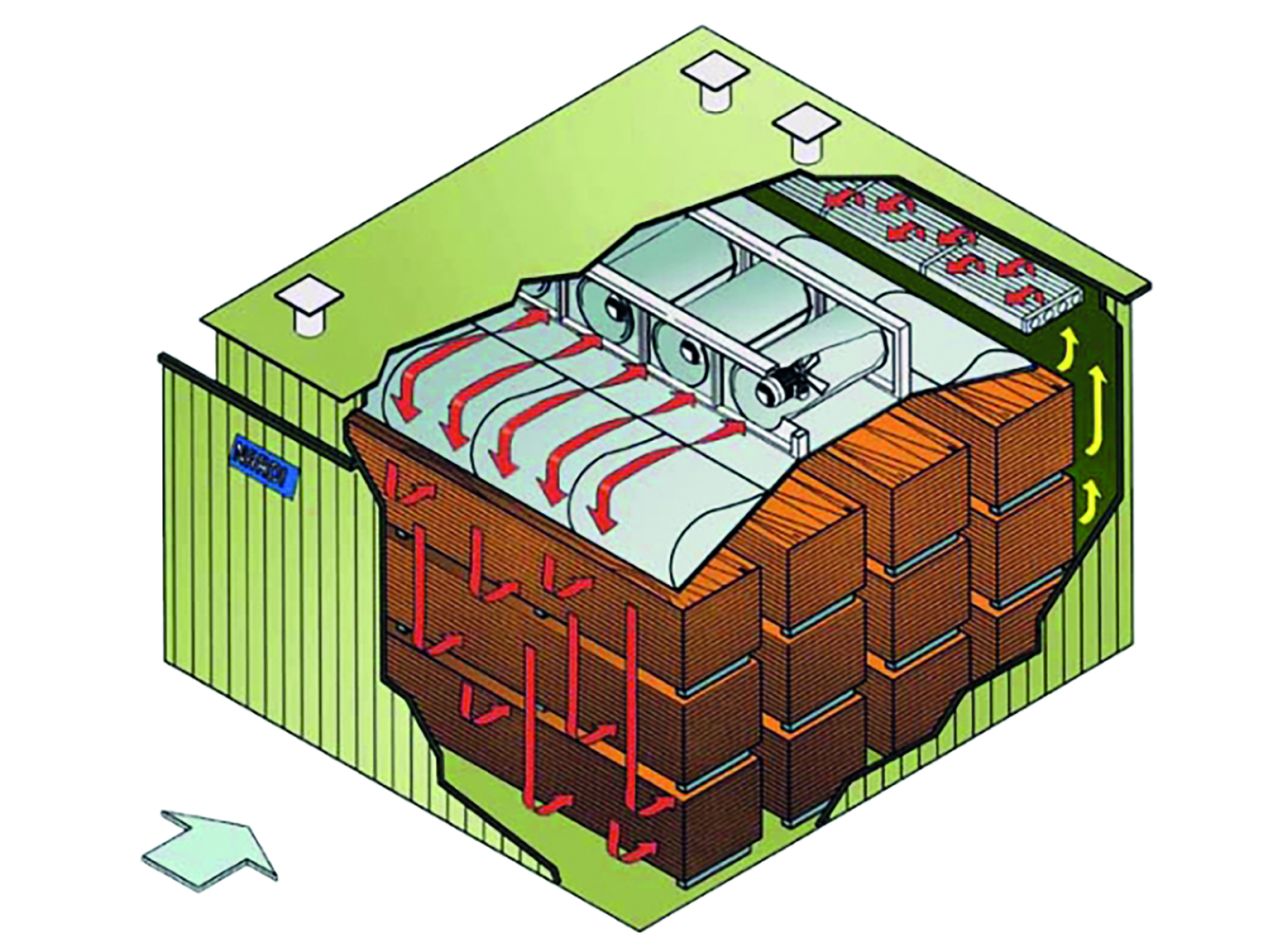
A konvekciós szárítás a légcsere elvén működik, melynek során a faanyag felületével vízgőz-levegő keverék találkozik. Ez a keverék egy ventilátor segítségével állandó mozgásban van (légáramlás), s így a nedvességgel telített levegőt eltávolítja, a helyébe pedig szárazabb levegőt juttat. A telített levegő egy részét a szárítási menetrendnek megfelelően a szabadba vezetjük ki, s a helyére a folyamat során friss levegőt juttatunk.
A technológia esetében tehát biztosítjuk, hogy a faanyag megfelelő hőmennyiséggel találkozzon, valamint, hogy a száradás során kilépő nedvesség eltávolításra kerüljön. Ennél a technológiánál a szárítást három szakaszra bonthatjuk:
- felfűtés (a szárítási hőmérséklet eléréséig tart, ekkor még telített állapotban van a levegő);
- száradás (ahol három fázist különböztetünk meg. 1. fázis: a rosttelítettségi határ elérése; 2. fázis: a felületeken kialakul az egyensúlyi állapot; 3. fázis: a teljes keresztmetszetben kialakul az elérni kívánt végleges fanedvesség);
- kiegyenlítés (a faanyag nedvességtartalmának azonos értékre hozása az anyag teljes vastagságában).
Konvekciós szárítóberendezés
E technológiánál elmondható, hogy a szárítás 30–100 oC között történik, és akár 6%-os nedvességtartalmi fokra is csökkenthető a fában lévő víz mennyisége. Előnyként jelenik meg, hogy a legtöbb fafaj ebben a formában nagy mennyiségben és gyorsan szárítható, mivel a szárítás során magas hőmérsékletet lehet elérni. Hátránya, hogy a magas és egyben gyors szárítás következtében jelentősen megnő a szárítási hibák kialakulásának veszélye, úgymint a belső repedések kialakulása, a kérgesedés, a sejtzsugorodás, az elszíneződés, a teknősödés és a gyantakiválás.
KONDENZÁCIÓS SZÁRÍTÁS
Itt szintén a levegő a szárítóközeg, s akárcsak a konvekciós szárításnál, itt is a meleg levegőt juttatja a rendszer a faanyaghoz, a telített levegőt pedig elszállítja a fa felületéről. A különbség csupán az, hogy a telített levegő nem kerül ki a rendszerből, hanem zárt körfolyamaton keresztül – egy hőkicserélő segítségével – a nedvesség kondenzvíz formájában kicsapatásra kerül a vízgőzt tartalmazó levegőből.
A száraz levegő ezután tovább halad, ismét felmelegítésre kerül s így jut vissza a faanyaghoz. Ennél a technológiánál a szárítás 25–50 oC között zajlik és 12–10%-os nedvességtartalmi fok érhető el vele. Előnyként jelenik meg, hogy kíméletes szárítást biztosít vastagabb lombos és trópusi fafajok esetén is. Mivel a hővisszanyerés zárt rendszerben zajlik, így ez a szárítási forma gazdaságosabb energiafelhasználást biztosít.
Legfőbb előnyként pedig azt említhetjük meg, hogy az alacsony hőmérséklet és a hosszabb száradási folyamat következtében a száradás kíméletesebb lesz, és kevesebb hibalehetőséggel jár, mint a kondenzációs szárítás esetén. Amennyiben nagyüzemi szempontok alapján tekintünk a hosszabb szárítási időre, akkor ez akár hátrányként is megjelenhet, hiszen amíg a faanyag a szárítóban van, nem tudjuk alapanyagként feldolgozni.
Figyelembe kell azt is venni, hogy ha a kíméletes szárítás során a fa felületéről nem kerül elég gyorsan eltávolításra a nedvesség, akkor ez elszíneződést is okozhat – különösen a kékülésre hajlamos fafajok esetében.

A berakodást segítő sínes rendszer
VÁKUUMSZÁRÍTÁS
Amíg az előzőekben ismertetett szárítási technológiáknál a levegő-vízgőz keverék biztosította a szárítást, ebben az esetben egészen más eljárással találkozunk. A vákuumszárítás alapját az a zikai törvényszerűség adja, hogy a légköri nyomáscsökkenés következtében a víz forráspontja jelentősen lecsök- ken. Tehát alacsonyabb nyomáson, alacsonyabb hőmérsékletre van szükség, hogy a fában végbe menjen a száradás.
A vákuumszárítás folyamatát az alábbi négy szakaszra bonthatjuk: 1. Felfűtés és melegítés; 2. Vákuum létrehozása; 3. Kondenzáció; 4. A kondenzvíz elvezetése. A vákuumszárítás beindításához a faanyagot elegendő 40–50 fokra felfűteni, majd a vákuum létrehozása után indul meg a szárítás folyamata. Ez történhet folyamatos, illetve szakaszos eljárás keretében.
Folyamatos eljárásról akkor beszélünk, amikor a faanyag rétegei közé fűtőlapok kerülnek elhelyezésre, és ezek adják át a hőt a faanyagnak. A szakaszos eljárás esetében a melegítés áramló levegő segítségével történik. E szárítási mód során a nyomást visszaállítjuk normál légköri nyomásra és ventilátorok segítségével meleg levegőt keringtetünk a faanyag körül. A vákuumszárítás kíméletes, ugyanakkor gyors szárítást biztosít; a fatest belső részei is egyenletesen száradnak, így nagy sűrűségű, vastagabb lombos faanyagok is eredményesen száríthatók.
Hátrányt jelenthet az, hogyha nagyobb szárítási kapacitást akarunk elérni, akkor több szárítóberendezésre van szükségünk, ami magasabb beruházási költségeket jelent. A technológia sajátosságából adódik az a speciális helyzet, hogy olyan henger alakú nyomásálló tartályokra van szükség, amely 900 N/cm2 falfelületi nyomást is elbír a vákuumszárítás során.

Kondenzációs szárítás folyamata
NAGYFREKVENCIÁS SZÁRÍTÁS
E szárítási mód elve az elektromossághoz kapcsolódik, melynek során a nedves faanyagot kondenzátorok által előállított nagyfrekvenciás erőtérbe helyezik el. Ebben az erőtérben a vízrészecskék rezgésbe jönnek, s így felmelegszenek. E szárítási eljárás folyamán értelemszerűen ott lesz a legnagyobb a felmelegedés, ahol a legtöbb víz van, ebben az esetben a faanyag belső rétegeiben.
A nedvesség belülről kifelé haladva a fa felületén távozik, legtöbb esetben a bütün keresztül. Az intenzív szárítás során gyelni kell arra, hogy a behelyezett fűrészáru nedvességtartalma 40% alatt legyen, elkerülve a szárítási hibákat. Ugyanakkor olyan faanyagok szárítását javasolt végezni ezzel a módszerrel, melyek szerkezetük következtében a vízgőzt könnyebben áteresztik: pl. nyár, nyír, juhar, bükk, fenyőfélék esetében.
Az eljárás előnye, hogy gyors szárítást biztosít (a szárítási idő akár 50–60-szor is rövidebb, mint a konvekciós szárítás esetén), a nedvességtartalom a teljes keresztmetszetben közel azonos lesz, nagy sűrűségű, vastagabb faanyagok is jól száríthatók vele (a szárítás során nem alakul ki kérgesedés sem). E szárítás segítségével nemcsak hosszú árut, hanem nagyobb mennyiségű rövid árut is száríthatunk egyszerre.
Hátrányként jelenik meg a magas üzemeltetési költség, a kezdő nedvességtartalomra történő fokozott gyelem, valamint az, hogy a szárítás jellegénél fogva a gyűrűs likacsú lombos fák könnyebben károsodnak, így inkább csak fenyők és álgesztmentes, szórt likacsú fák szárítására alkalmas a nagyfrekvenciás szárítási technológia.

Nagyfrekvenciás szárító
MIÉRT IS VAN SZÜKSÉGÜNK MESTERSÉGES SZÁRÍTÁSRA?
Az első és egyben legfontosabb szükséglete a szárításnak a méretstabilitás biztosítása, hiszen, ha a felhasználási területen nem megfelelő nedvességtartalmú anyaggal dolgozunk, a későbbi száradás folyamán repedések, felületkezelési hibák jelenhetnek meg – gondoljunk csak a keretszerkezetű betétes, lungos ajtókra, vagy zsalugáteres árnyékolókra.
Emellett a megfelelő szárazság biztosítja a faanyag tartósságát is, hiszen egy nedves faanyag a farontó gombák támadásainak mindig fokozottabban van kitéve – a penészgombák általában a 30% feletti nedvességtartalommal bíró faanyagot támadják meg. Ahhoz, hogy a fát a farontó rovarok ellen is védeni tudjuk, felületkezelni is kell, amelyet szintén csak megfelelő szárazságú faanyag esetében tudunk megtenni – bár a szijácsbogár a szobaszáraz faanyagban is megtalálja életben maradásának feltételeit.
Továbbá száraz faanyagra van szükségünk a feldolgozhatóság szempontjából is, hiszen a nedves faanyagot nem tudjuk szépen forgácsolni, és nem vagyunk képesek megfelelő ragasztást sem kialakítani nedves fa esetén. Természetesen nem feledkezhetünk meg az időről, mint tényezőről sem: a mesterséges szárítás során a szárítási idő jelentősen lerövidül, és előreprogramozott végeredményt tudunk elérni e technológia alkalmazásával.
Mindezeket figyelembe véve, kijelenthetjük: szép és minőségi munkát csak megfelelően kiszárított anyagból tudunk készíteni, amelynek előállításához a mesterséges szárítás technológiája továbbra is elengedhetetlen marad.
Felhasznált szakirodalom:
Veres Réka: Faipari anyagismeret, Szega Books Kft., 2013.
Vadasné Szilágyi Éva: Faipari anyagismeret, Műszaki Könyvkiadó, 2011.
Taskovics Péter: Faipari anyagismeret, Műszaki Könyvkiadó, 2004.
Dr. Takáts Péter: Szárítás és gőzölés (egyetemi jegyzet), NYME – Faipari Mérnöki Kar, 2000.
Kapcsolódó dokumentum:
mesterseges-szaritasi-technologiak-a-faiparban-dolgozni-csak-jol-es-szepen-szaraz-fabol-erdemes
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.