Fény és csillogás

Polírozott bútorfelületek
Minden terméktől elvárjuk, hogy ne csak szerkezetét tekintve legyen jó, hanem külsőleg is esztétikus formát mutasson, számunkra is tetszetős legyen. Különösképpen vonatkozik ez az asztalosipar termékeire, melyeknek szépségét a gondos felületkezelés, az ízléses szín és fény hivatott kiemelni.
MI IS AZ A POLÍROZÁS?
Olyan finomcsiszolás, melynek során a felület apró (mikron méretű) egyenetlenségei már nem az előcsiszolásnál megszokott módon: leválasztásra, hanem „elhajlításra”, elsimításra kerülnek. Így lesz a felület igazán fényes és szép. A ma divatos, letisztult formavilágú, festett bútorfrontok esetében ez különösen fontos technológiai lépés.
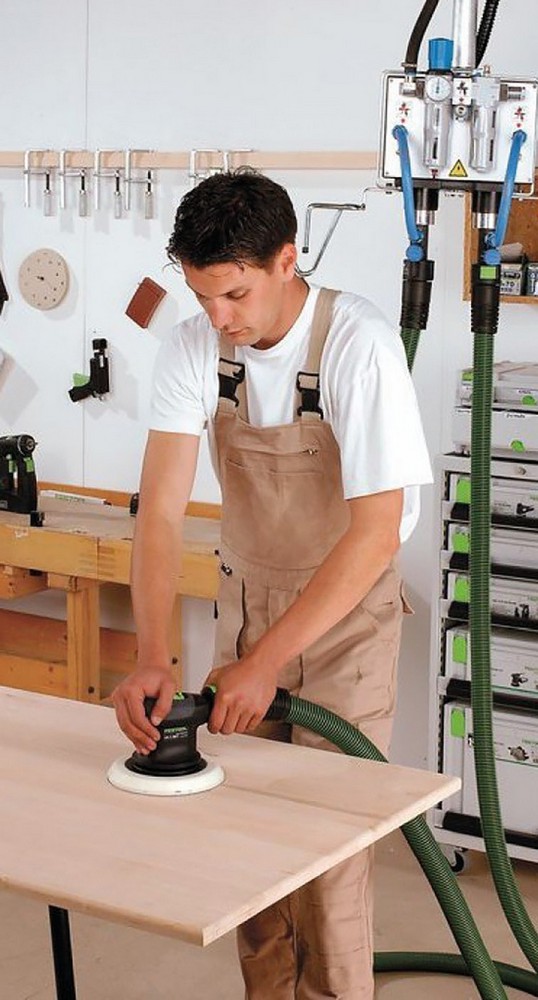
A megfelelő felület-előkészítés rendkívül fontos, ehhez az excentercsiszoló kiváló partner
Polírozásra sokféle gép alkalmas, de lényeges a megfelelő teljesítmény és az adott művelethez alkalmas fordulatszám. A legegyszerűbb polírozásra alkalmas eszköz a fúrógép, de nagyobb felületekhez mégsem szokták alkalmazni, mivel használata kényelmetlen, és teljesítménye általában nem elégséges a nagyobb átmérőjű szerszámokhoz. Az állítható fordulatszámú sarokcsiszoló gépekkel már sokkal jobb minőség érhető el, hiszen használata kényelmesebb, és beállítható az adott művelethez szükséges fordulatszám is. Az egyenes csiszoló is jól használható, főleg nehezebben hozzáférhető részek csiszolása és polírozása során előnyös. Az elektromos, valamint a sűrített levegővel működő gépek egyaránt tökéletesen alkalmasak a feladatra, elsősorban az adott műhely körülményei döntik el, melyik technológiát érdemes választani.
A megfelelő fényes felület elérése érdekében a legfontosabb lépés az előkészítés: a felület előcsiszolása. Erre a célra főleg a fémiparban és a járműjavításban terjedtek el a lamellás csiszolótárcsák és korongok. A faiparban az előcsiszolás igen összetett feladat, egyrészt nagygépeken (keskeny szalagos, henger- és kontaktcsiszoló berendezés), másrészt kézi csiszológépeken (rezgő, szalag, excenter) végzik ezt a műveletet. A pontos technológiai sorrend nagyban függ az adott termék formájától és alapanyagától.

Festett és polírozott MDF-frontokkal ellátott konyhabútor
A legtöbb festett bútorszerkezet anyaga ma MDF-lemez. Ez a farostból, nagy nyomáson előállított fa-agglomerált lap számos előnyös tulajdonsággal bír. Sima felületű, és viszonylag homogén keresztmetszetű. Csupán a belső része (a présnyomás eloszlása miatt) nem olyan sűrű, mint a külső felülete, ezért a felületkezelés során az éleket több töltőalapozóval kell előkezelni, mint a lapok felületét.
Egy ilyen MDF-konyhafront felületkezelése általában a következő módon történik: első lépés az impregnálószer felvitele, ez a legtöbb esetben színtelen és az adott alkatrész nedvességfelvételét gátolja, ami a további felületkezelés és a későbbi használat során is fontos. Az impregnált felületű alkatrész ezután egy választott festékrendszerrel kerül felületkezelésre. Ez alapesetben PU alapozó és fedő festést jelent, köztes csiszolással. A fedő festés után megvizsgált bútorelemen sokszor találhatóak kisebb hibák, szemcsék – ez a legnagyobb odafigyelés mellett is előfordul. Ezeket óvatos kézi csiszolással lehet eltávolítani. Ha ez megtörtént, akkor finom, enyhén nedves csiszolás következik, kb. 3000-es finomságú papírral, excentercsiszoló géppel.

Különböző keménységű Farécla polírozószivacsok.
A nedvesség egyrészt hűti a felületet, másrészt a csiszolás során keletkező iszapot lemossa a csiszolószerszám alól. Ezután egylépcsős, vagy többlépcsős polírpasztával történő csiszolás és fényesítés következik. Az egylépcsős technológia esetén csak a polírozó szerszám (azaz a szivacs keménysége) változik, először egy keményebb, majd egy puha változattal történik a folyamat – ilyen például az angol Farécla rendszere. Többlépcsős paszták esetén a különböző szemcsetípusú pasztákkal és a kifejezetten hozzájuk fejlesztett szerszámokkal kell a megfelelő (gyártó által az adott felületre ajánlott) sorrendben dolgozni. Ilyen többlépcsős rendszert kínál a piac egyik legismertebb szereplője, az Egyesült Államokban 1902-ben alakult 3M vállalat is, mely praktikusan, különböző színekkel jelzett pasztákat, és a hozzájuk szükséges ugyancsak színazonos tárcsákat kínál.

A 3M színkódolt megoldása egyértelműen utal a felhasználandó políranyag és a hozzá tartozó szivacs együttes használatára
A csiszolási és a polírozási munkák során, a munkadarab felületén hossz- és keresztirányban egyaránt (felváltva) kell dolgozni, csak így kapható egységes homogén felület és fény. Fontos megemlíteni egy aranyszabályt: ahány paszta, annyi korong! Hiszen a szerszámba ragadt durvább szemcse később összekarcolhatja a munkadarabot. Szerencsés ugyanakkor, hogy a legtöbb habkorong tisztítható, mosható. A paszták anyagának 50–60%-a csiszolószemcse, a másik meghatározó alkotóelem pedig a szemcséket összetapasztó természetes olajok, zsírok és emulgeáló szerek. Vizet nem tartalmaznak, így nem fagyérzékenyek, ugyanakkor a magas hőmérséklet hatása káros lehet. A pasztákat kétféle szempont szerint osztályozzák: az egyik a csiszolás foka, a másik pedig a felületi fény. Az előbbi adat azt mutatja meg, hogy a paszta mekkora anyagleválasztással dolgozik, azaz, hogy milyen durva szemcséket tartalmaz. A felületi fény skálából pedig az állapítható meg, hogy az adott paszta segítségével milyen fényes felület érhető el. A nagy anyagleválasztás mellett alapvetően kisebb felületi fény kapható.
Ha magunk állunk neki ennek az embert próbáló feladatnak, szem előtt kell tartani, hogy a polírozás egy mesterség – a szakember hosszú évek után jut el olyan szintre, hogy mindig ugyanazt az állandó minőséget és csillogó fényt érje el a különböző formájú és anyagú munkadarabokon. Első próbálkozásunk nem biztos, hogy tökéletes lesz, de a fokozatosság elvét követve hosszú távon a befektetett idő és energia kifizetődik: bútorunk fényével ki fog emelkedni a környezetéből.
FORRÁS:
Cseh Zsolt autófényező mester, Esztergom
wikipedia.org/wiki/3M
farecla.com
festool.com
kucsaker.eu
Kapcsolódó dokumentum:
feny-es-csillogas
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei