Módszerek és tapasztalatok 1. rész
BEVEZETÉS
A polivinil-acetát (PVAc) alapú, vizes bázisú diszperziós ragasztók alkalmazása kedvező sajátságaik miatt (egyszerű tisztíthatóság, magas ragasztási szilárdság, kedvező ár) széles körben elterjedt. A legnagyobb felhasználók közé tartoznak a fa- és papíripar, valamint a textilipar. Faipari ragasztások esetében különböző vízállósági osztályokba sorolható termékeket különböztetünk meg (D1, D2, D3 és D4). Az egyes vízállósági osztályokhoz tartozó követelményeket az MSZ EN 204 és az MSZ EN 205 szabványok rögzítik. Az egyre növekvő, olcsó és gyors megoldásokra hajazó igények miatt a faipari létesítmények a vízállósági vizsgálatok elvégzésére alkalmas laboratóriumok működtetését nehezen, vagy egyáltalán nem tudják megoldani. Ezenfelül az akkreditált laboratóriumi vizsgálatok is meglehetősen költségesek. Meg kell említeni azt a lehetőséget is, amikor nem a ragasztó minősége kifogásolható, hanem bizonyos ragasztástechnikai szabályok, utasítások be nem tartása, esetleg figyelmetlenség okoz minőségi problémát. Ebben az esetben a szabványosított mintatesteken végzett mérések nem szolgáltatnak semmilyen információval egy-egy ragasztási problémát figyelembe véve. Ezen okokból kifolyólag üzemi szinten egyre nagyobb igény mutatkozik olyan vizsgálati módszerek és mérések kidolgozására, amelyek költséges berendezések használata nélkül, minimális idő- és költségráfordítással is megbízható és összehasonlítható eredményeket nyújtanak. Számos, könnyen meghatározható fizikai jellemző ellenőrzésével pedig több ragasztási probléma előre jósolható és megelőzhető.
2. RAGASZTÁSI KÖRÜLMÉNYEK ELLENŐRZÉSE
2.1. Hőmérséklet
A ragasztó, a ragasztandó anyag, valamint a helyiség hőmérséklete, ahol a ragasztási folyamat történik, egy fontos paraméter a vizes bázisú diszperziós ragasztók minimális filmképződési hőmérséklete miatt (MFH, angol elnevezéséből adódóan MFT – minimum film-forming temperature).
Azt a hőmérsékletet hívjuk így, amely alatt a ragasztó száradása során nem képez homogén, hibamentes filmet. Vagyis, ha ezen hőmérsékletek valamelyike a ragasztó MFH-e alá esik, akkor a ragasztás nem következik be, a ragasztó komponensei fehér színű, finompor formájában visszamaradnak a ragasztandó felületen. Polivinil-acetát alapú ragasztók esetében ez a hőmérséklet általában 5 °C, esetleg elérheti a 10–15 °C-ot, ezért a ragasztó és a ragasztandó fa tárolása klimatizált körülmények között kell, hogy történjen. Hőmérsékletmérésre számos olcsó és könnyen beszerezhető eszköz létezik, analóg és digitális módon működők egyaránt.
Nagy jelentősége van továbbá a fa nedvességtartalmának is, mivel a környezeti nedvességtartalom (levegő-páratartalom) és hőmérséklet változása a ragasztott faszerkezet nedvességváltozását (nedvesedés és száradás) okozza, ami a ragasztott szerkezetek méretváltozásához, vetemedéséhez, így a ragasztás minőségének romlásához vezethet. Tehát nemcsak abban a helyiségben kell megfelelő páratartalmú viszonyokat biztosítani, ahol a fa alapanyagok tárolása történik, hanem ott is, ahol a ragasztási folyamat zajlik. A ragasztandó faelemek nedvességtartalmának, a levegő páratartalmának mérésére alkalmazott eszközök közül említésre méltók a roncsolásmentes és az okostelefonnal könnyen szinkronizálható, kedvező árú műszerek is.
2.2. A felhordott ragasztó menynyisége
Általánosságban elmondható, hogy minél több ragasztót használunk egy-egy ragasztás során, annál nagyobb lesz a ragasztási szilárdság. Gazdasági szempontokat figyelembe véve, a ragasztó mennyiségét optimalizálni kell!
2.3. A présidő és a présnyomás szerepe
A ragasztási művelet egyik lépése, hogy a ragasztandó elemeket egy prés segítségével összenyomjuk. A prés funkciója, hogy a száradás során a ragasztót a ragasztórétegből eltávozó víz helyére nyomja, ill. a fa mikroszerkezete által jól definiált résekbe (sejtüregek) préselje. Ez a folyamat több ideig is eltarthat, több tényező (hőmérséklet, páratartalom, fastruktúra, ragasztó viszkozitása és szárazanyag-tartalma) befolyásolja. Túl alacsony présnyomás esetében ez a folyamat lassú, túl nagy présnyomás pedig a ragasztót a ragasztási síkból kinyomja, indirekt módon csökkentve a felhordási mennyiséget. Tehát a présnyomás és a présidő egy kritikus faktor a ragasztási művelet során. A következő kísérleti eredményeken a présidő fontosságát mutatjuk be. A tesztet bükk- és fenyőragasztással foglalkozó partnerünk kérésére készítettük el. A ragasztást nagynyomású hőprésben végeztük és a Bevezetés fejezetben említett szabványok alapján vizsgáltuk. A ragasztási paraméterek megegyeztek a ragasztások során, a változó paraméter a présidő volt (1. ábra). A csökkenő présidővel a szakítószilárdság-értékek csökkenő trendet mutatnak. 260 és 240 másodperc présidő esetében a ragasztás erőssége nem teljesíti a D3-as vízállóságú ragasztókra vonatkozó feltételt (szakítószilárdság ≥ 2 N/mm2 ).
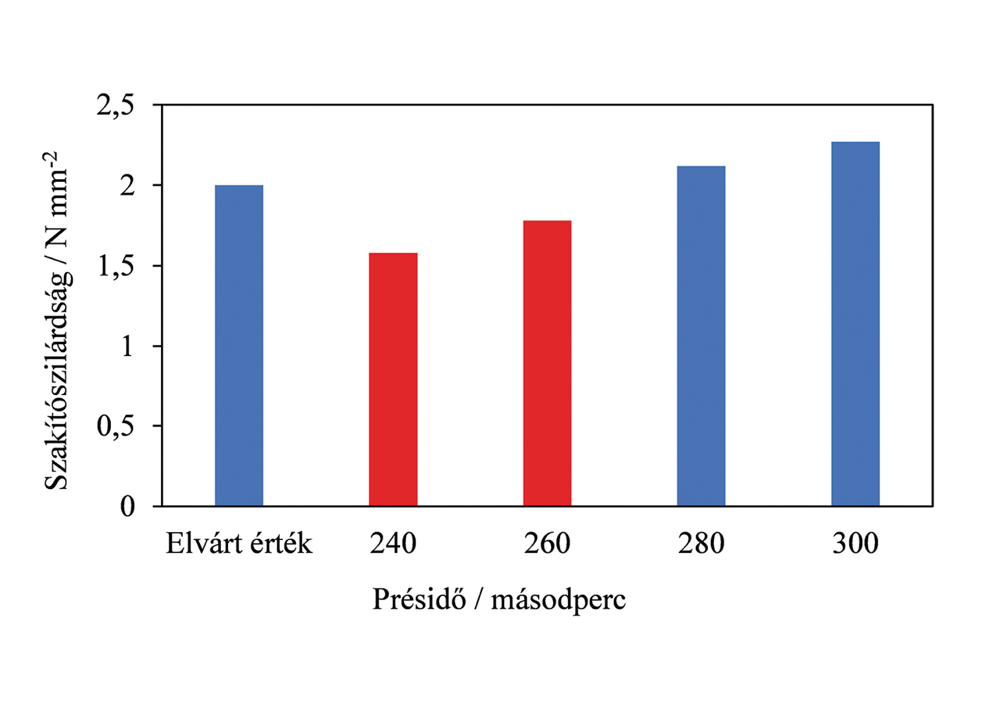
1. ábra: Különböző présidők esetében mért szakítószilárdság-adatok
3. LEHETSÉGES ÜZEMI GYORSTESZTEK
3.1. Ragasztási sík vizsgálata jódoldattal
Megragasztott fa esetében a ragasztás minőségének egyik legegyszerűbb módja, ha a ragasztási sík mentén a ragasztott elemeket széttörjük, vagy szétütjük egy arra alkalmas eszköz (például egy véső és egy kalapács) segítségével. A szétvált ragasztási síkot ezután megvizsgálva, majd jódoldattal kezelve több következtetés is levonható. Ha a ragasztási sík szétvált anélkül, hogy az egyik vagy a másik fa mintatest sérült volna, akkor a ragasztó szakítószilárdsága kisebb, mint a fáé. Az így szétvált ragasztási síkot Lugol-oldattal (kálium-jodidos jódoldattal) kezelve, intenzív barna szín megjelenése tapasztalható (2. ábra, C betűjelzés).

2. ábra: Ragasztott bükkfa test, ragasztás után szétütve és jódoldattal kezelve. A bal oldalon, a szétütés után a fa sérülése tapasztalható (A betűvel jelölt rész). Ezen a részen a ragasztás szilárdsága nagyobb volt, mint a fáé. Ezt a felületet jódoldattal kezelve, halványsárga elszíneződés látható (B betűvel jelölt rész). A ragasztott fa jobb oldalán (C betűvel jelölt rész) a sötétbarna szín a ragasztó jelenlétére utal. Itt a ragasztás szilárdsága kisebb, mint a fáé (forrás: Ábrahám József. Jelentés a tömbösített bükk fatáblák tönkremeneteléről, Soproni Egyetem).
Ha nem jelenik meg a jódoldat színétől jól elkülöníthető színárnyalat a felhordás ellenére, akkor vagy a felhordó rendszer hibájából fakadóan nem került ragasztó a felületre, vagy a fa túl gyorsan beszívta azt az alacsony felhordási mennyiség, esetleg a fa túl alacsony nedvességtartalma miatt.
4. KITEKINTÉS
Jelen cikkünkben röviden összefoglaltuk azokat a paramétereket, amelyek ismerete és meghatározása kiemelkedően fontos a ragasztási problémák elkerülése érdekében, valamint bemutattuk a felhordási mennyiség változtatásának hatását a ragasztási szilárdságra. Cikkünk következő részében olyan üzemi vizsgálatokat mutatunk be, amelyek könnyen elvégezhetők és jól reprezentálják a további felhasználás körülményeit. Továbbá ismertetjük a ragasztás elszíneződésének legfőbb okait és elkerülésének lehetőségeit.
A cikk szerzői a Szolvegy Vegyipari Kft. dolgozói.
Ondok Róbert Csaba, Darázsi Melinda, Oncsik Tamás
Kapcsolódó dokumentum:
modszerek-es-tapasztalatok
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.