Módszerek és tapasztalatok 2. rész
1. EMLÉKEZTETŐ
Előző cikkünkben röviden összefoglaltuk azokat a paramétereket, amelyek ismerete és meghatározása kiemelkedően fontos a ragasztási problémák elkerülése érdekében (hőmérséklet, páratartalom, présidő, présnyomás). Bemutattuk továbbá a felhordási mennyiség változásának hatását a ragasztási szilárdságra. Cikkünk következő részében olyan üzemi vizsgálatokat mutatunk be, amelyek könnyen elvégezhetők és jól reprezentálják a ragasztott elemek felhasználási körülményeit. Részletesen tárgyaljuk, hogy egy üzemi teszt során milyen ragasztástechnikai szabályokra kell ügyelni, hogy a vizsgált minták összehasonlíthatók legyenek. Továbbá ismertetjük a ragasztás elszíneződésének legfőbb okait és elkerülésének lehetőségeit.
2. TÖMBÖSÍTETT ABLAKFRÍZ DELAMINÁCIÓS VIZSGÁLATA
2.1. Fenyőfa gyantatartalma
Fenyőfa ragasztása esetében az egyik kritikus paraméter a fa gyantatartalma. A fagyanta legfőbb funkciója a fán keletkezett sebek és sérülések lezárása, védelme, valamint a patogén mikroorganizmusok elleni védelem. A gyantatartalom az egyes fák esetében különböző, bizonyos erdeifenyőknél meglehetősen magas is lehet, eloszlása pedig közel sem egyenletes. Jellemző még az úgynevezett gyantazsákok, gyantatáskák kialakulása is a ragasztási felszínen. Hidrofób (víztaszító) tulajdonsága révén gátolja a ragasztóanyag diffúzióját a fa belsejébe, ezzel csökkentve a ragasztási szilárdságot.
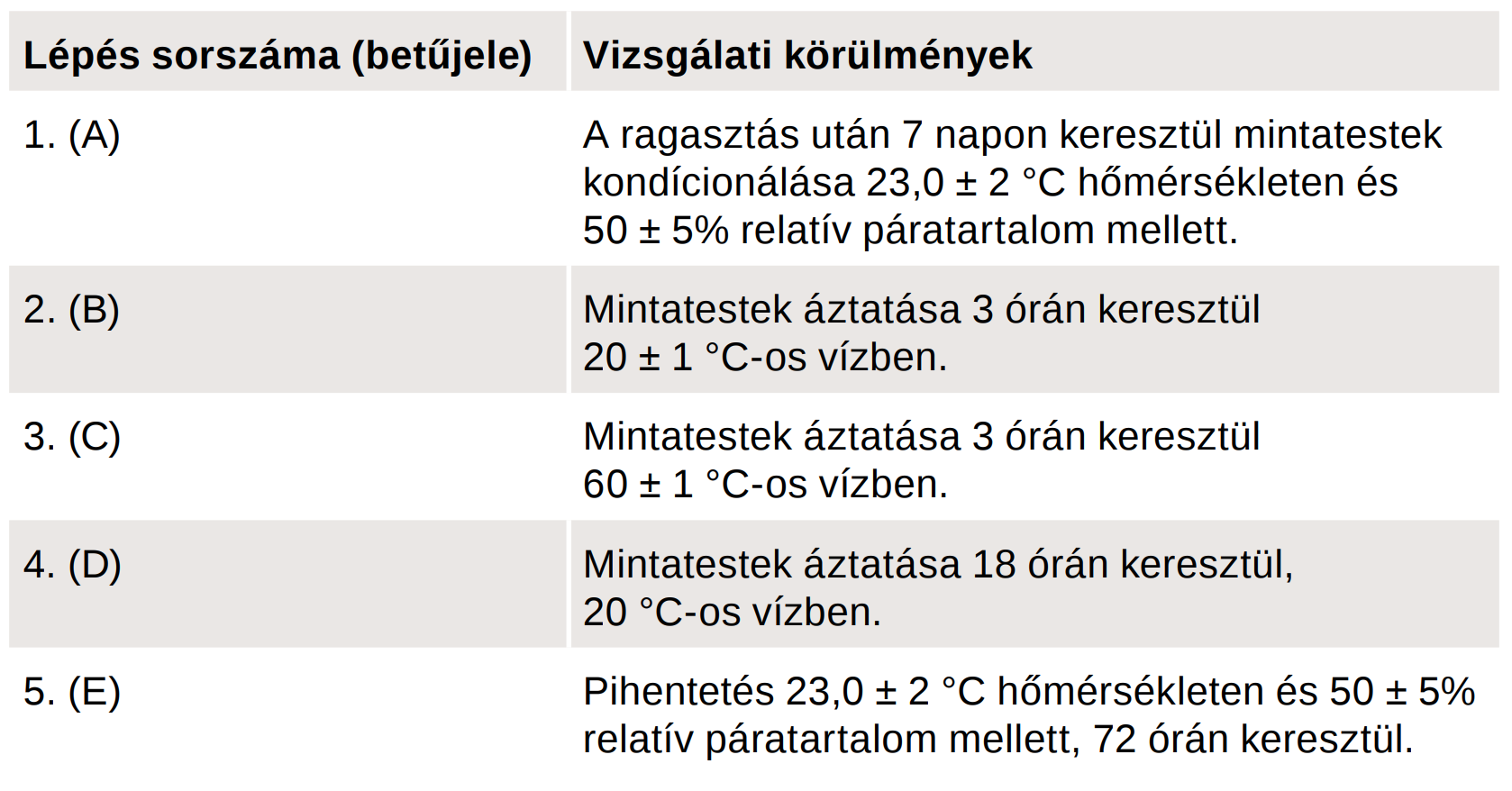
1. táblázat: A delaminációs tesztek során kivitelezett lépések.
A ragasztási minőség gyors és egyszerű ellenőrzését az 1. táblázatban részletezett, a végfelhasználás körülményeit reprezentáló, áztatással egybekötött delaminációs teszt mutatja be. A ragasztásokhoz minden esetben a Szolvegy kft. Technobond 4201 számú, D4-es vízállóságú termékét használtuk. A mintákat hidegprésben ragasztottuk 8 kg/cm2 présnyomással. Nyitott idő 3 perc, zárt idő 2 perc.
Az 1. táblázatban látható lépések után lefényképeztük a mintatesteket és dokumentáltuk az esetleges deformitásokat, valamint a ragasztási síkokban történő megnyílásokat. Az elkészített fényképek az 1. ábrán láthatóak.
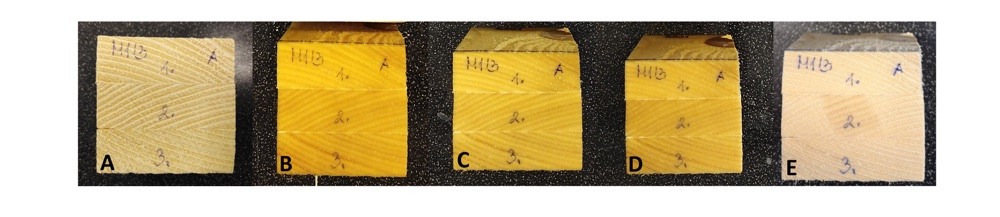
1. ábra: A ragasztott fenyő mintatestek a vizsgálati lépések után. Az A-E számok a fenti felsoroláshoz tartozó lépések után készült képeket jelölik.
Az eredmények szemrevételezéses elemzése után elmondható, hogy a teszt sikeres volt, a ragasztási síkoknál egyik lépés után sem látszik nagyobb megnyílás, deformitás.
2.2. A fa évgyűrűk szerkezete
A ragasztás körülményeit illetően rendkívül fontos még, hogy figyelembe vegyük a fa évgyűrűk szerkezetét is. Számos szakirodalom részletesen foglalkozik az évgyűrűszerkezet, valamint a fa száradása során fellépő feszültségek, és az így elérhető ragasztási szilárdság kapcsolatával, amire részletesen a jelen cikkben nem térünk ki. Általánosságban elmondható, hogy a legnagyobb ragasztási szilárdság a megegyező és a szimmetrikus évgyűrű-szerkezetű elemekből ragasztott elemeknél biztosítható (2. ábra).
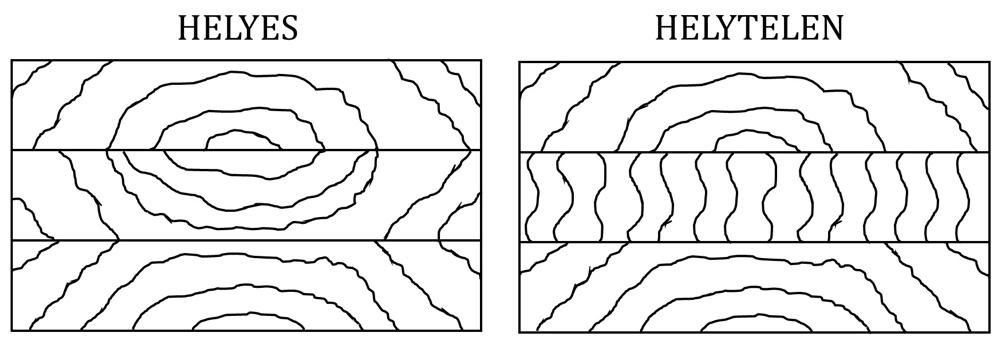
2. ábra: Ajánlott (bal oldal) és elkerülendő (jobb oldal) fa évgyűrű összeforgatási minták.
A nem megfelelő évgyűrű-szerkezetű faelemek összeragasztása ragasztási problémához vezethet (3. ábra).

3. ábra: Szimmetrikus (bal oldal) és kevésbé szimmetrikus (jobb oldal) évgyűrűjű faelemek összeragasztása közötti különbség. Az alkalmazott ragasztó minősége a két ragasztásnál megegyezik. Mindkét mintatest esetében a 4.1. fejezetben részletezett delaminációs tesztet végeztük el. A fatesteket ragasztás előtt 23 °Con, 50% relatív páratartalom mellett, 7 napon keresztül klimatizáltuk.
2.3. Ragasztandó faipari elemek és/vagy a ragasztó elszíneződése
Faipari elemek vizesbázisú diszperziós ragasztóval történő ragasztása során, a kezdetben fehér színű ragasztó a száradás során történő vízvesztés következtében elszíntelenedik. Megfelelő mennyiségű ragasztó alkalmazása esetén szabad szemmel nem látható módon történhet ez a folyamat. Ilyen ös - szetételű ragasztók használatakor azonban számos olyan tényező van, amely a ragasztandó faipari elemek és/vagy magának a ragasztónak az elszíneződéséhez vezethet. Ez esztétikai szempontból (mint például bútoripari ragasztások esetében) nem előnyös. Ezért nagyon fontos, hogy a fák megmunkálásától kezdve minden lépésnél körültekintően járjunk el, és a lehető legtisztább körülmények között tároljuk magát a fát és a ragasztót, és megfelelően válasszuk meg a ragasztáshoz szükséges ipari berendezéseket. Az elszíneződés leggyakrabban előforduló okai, a teljesség igénye nélkül, a következők:
- magas hőfok alkalmazása,
- magas nedvességtartalom,
- pH szerepe,
- vasszennyeződés.
Bizonyos ipari folyamatok esetén (pl. hőprés alkalmazása) előfordul, hogy a ragasztó magasabb hőmérsékletnek van kitéve. Ilyenkor számos esetben elszíneződés tapasztalható, amelyet egyéb berendezések alkalmazásával lehet kiküszöbölni. Nagyfrekvenciás prés alkalmazásakor magas víztartalom esetén előfordulhat, hogy a fa és/ vagy a ragasztó gyakorlatilag „megég”, mely annak elszíneződését vonja maga után. Ez a vízmolekulák ilyen módon történő gerjesztésével hozható összefüggésbe. Ugyancsak nagyon fontos tényező az, hogy a használt ragasztó milyen pH-értékkel bír. Köszönhetően annak, hogy az ipari ragasztók fejlesztése soha nem látott méreteket öltött az elmúlt időszakban, mára már megoldható, hogy a magas vízállóságot ne savasan térhálósodó adalék biztosítsa. Ennek számos előnye van. Egyik ilyen, hogy hő hatására a ragasztó kevésbé színeződik.
Ugyancsak fontos, hogy magas csersav- (tannin) tartalmú fák esetén enyhébb színeződés tapasztalható, ha semleges pH-jú ragasztót alkalmaznak. Nem utolsósorban az ipari berendezések korróziója is visszaszorul ilyen rendszerek használata esetén. Utóbbi jelentősége nagyon fontos, ugyanis a leggyakrabban előforduló ok az elszíneződésre a vasszennyeződés megjelenése. Akár a fa/ragasztó nem megfelelő módon történő tárolása, akár a felhordórendszeren belül történő korrodálódás vezethet nyomnyi mennyiségű vasszennyeződés kialakulásához. Ezért különösen fontos a vas/acél konténerek és csapok kerülése az ipari tárolás és felhasználás során. Maga a színeződés ezekben az esetekben arra vezethető vissza, hogy a savas pH-jú ragasztó által feloldott vas különböző vegyértékű ionjai sötét komplexeket alkotnak a fák csersavtartalmával, mely a faelem, illetőleg a ragasztó elsötétedéséhez vezet. Megfelelő adalékanyagokkal ez a folyamat visszaszorítható ugyan, de az ipari ragasztás különböző részlépéseinek körültekintő elvégzése és a lehető legtisztább körülmények biztosítása a kulcs minden esetben (4. ábra).
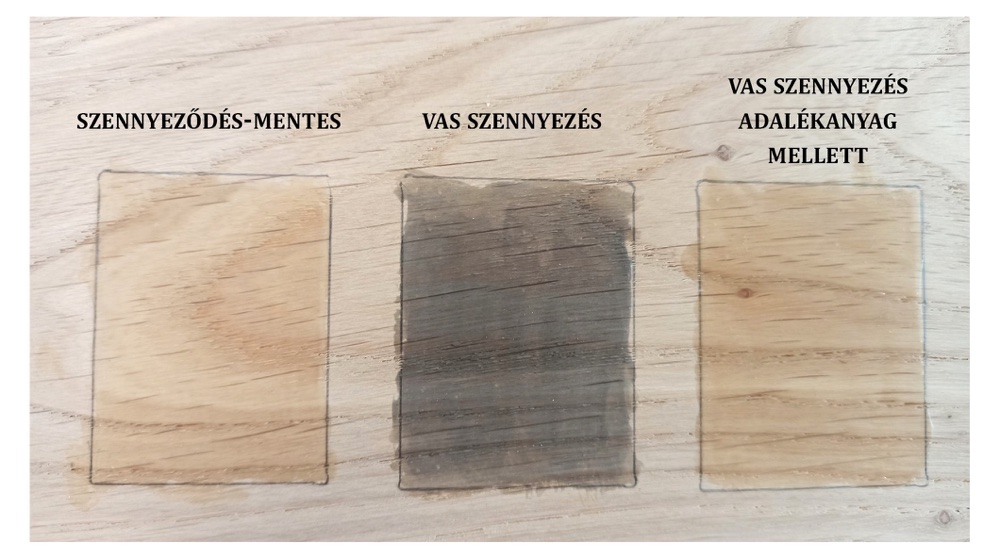
4. ábra: Vasszennyezés hatására történő elszíneződés PVAc alapú, vizesbázisú ragasztó esetén, valamint annak elkerülése megfelelő adalékanyag hozzáadásával (tesztjeinket a saját gyártású Technobond 3000, D3 vízállóságú ragasztónkkal kiviteleztük).
3. ÜZEMI TAPASZTALATOK
Ragasztótesztek, üzemi kísérletek, ill. a felhasználókkal együttműködve végzett közös fejlesztések során gyakran tapasztaljuk, hogy sok helyen meglehetősen mostohán kezelik a ragasztást. Nincs technológiai utasítás a ragasztásra, nincsenek rögzítve a paraméterek, nincs szabályozva a gyártásközi ellenőrzés.
Az utóbbi évtizedek fejlesztései elkényelmesítették a ragasztással foglalkozó faipari szakembereket. Megszokták, hogy mostoha körülmények között is megfelelő minőségű termékeket tudnak készíteni. Ez elaltatja az éberségüket, elfedi a kisebb figyelmetlenségből származó hibákat, hamis biztonságérzetet kelt. Ugyanakkor egyre jobban szigorodik az a követelményrendszer, amely arra hivatott, hogy minél tartósabb, megbízhatóbb és főleg biztonságosabb faipari szerkezeteket gyártsanak, természetesen minél olcsóbban. Ez egyre jobban kikényszeríti az üzemekből a belső ellenőrzési rendszerek kiépítését, szigorítja a házi szabványokat, ill. előírja elkészítésüket. Az ilyen, vagy ehhez hasonló vizsgálati módszerek jó alapot jelenthetnek ehhez.
Ondok Róbert Csaba, Darázsi Melinda, Oncsik Tamás
Szolvegy Vegyipari Kft.
Kapcsolódó dokumentum:
modszerek-es-tapasztalatok-2-resz
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.