Élezés a műhelyben

A sikerhez vezető út karbantartás miatt lezárva – írja egy vicces városi graffiti. A famegmunkáló szerszámok karbantartásán a nagy igénybevételnek kitett, tompává vált szerszámok élezését, sérült élek esetén cseréjét vagy javítását értjük. A megfelelően karbantartott szerszámmal jobb lesz a munkadarab felületi minősége, kevesebb szerszámcserével lehet számolni, ezzel az állásidők nyilvánvalóan csökkennek, ezen kívül energiát spórolhatunk és a gépek igénybevétele is kisebb lesz, röviden: nő a termelékenység. Tehát az előbbi mondatot meg is fordíthatjuk: a gondos karbantartás a sikerhez vezető út!

Ez a Wood Mizer élező 4 m-es szalagot 5 perc alatt élez meg. (woodmizer.ca)
A köszörűs, azaz a szerszámkarbantartó az egyik legfontosabb partner az asztalos vállalkozók számára. Ez nem véletlen, hiszen életlen szerszámmal dolgozni nemcsak, hogy kevéssé hatékony, energia- és időpazarló, hanem balesetveszélyes is. De mikor válik szükségessé az élezés? Ez több szempont szerint is meghatározható. Szükséges lehet a karbantartás, ha a megmunkálás felületi minősége nem a kívántaknak megfelelő. A faiparban jellemző – megengedett legnagyobb – számszerűsített szerszámkopásérték: 0,2 mm, ha ennél nagyobb az élkopás mértéke, akkor szükséges a beavatkozás. A megnövekedett energiafogyasztás is utalhat a szerszámok elhasználódott állapotára, ezen kívül azonnali cserét vagy javítást igényel, ha a szerszámélen kitörések jelentkeznek.
A két egymást követő élezés közötti forgácsolással eltöltött időt éltartamnak nevezzük. A forgácsképződés hatására a szerszám dolgozó felülete melegszik, mechanikai igénybevételt szenved. A melegedés miatt a szerszám keménysége és szilárdsága egyaránt csökken, a fellépő súrlódás miatt pedig kopik. Maga a kopás a szerszám egyes részein különböző kopásformákat okoz. A jellemző főbb kopásformák: hátkopás, homlokkopás, kráteres kopás, élkopás és csúcskopás. Ezen kívül keményfém és kerámia szerszámanyagokon a csorbulás is jellemző elhasználódási folyamat. A kezdeti gyors kopás oka az, hogy a szerszám fogásban levő részéről az előzetes megmunkálásból visszamaradt roncsolódott részek gyorsan lekopnak, ezt a folyamatot bekopásnak is nevezhetjük. A bekopást követi az egyenletes kopás szakasza, ekkor egyenlő idő alatt közel egyenlő anyagmennyiség kopik le a szerszámról. Ebben a szakaszban a szerszám súrlódási és hőmérsékleti viszonyai csak egyenletesek – ez a munkaéles állapot. A kopás növekedésével azonban a szerszám forgácsoló képessége egyre csökken, súrlódó felülete egyre növekszik, és egyenlőtlenné válik. A forgácsolás körülményeitől függően egy bizonyos kopásérték elérésekor a súrlódás hirtelen megnövekszik, így emelkedik a szerszámél hőmérséklete, egyúttal csökken az él környezetében a szerszám szilárdsága. A kisebb szilárdságú részecskéket a tárgy és a forgács anyaga lesodorja, a szerszámkopás intenzitása megnövekszik, a szerszámél leég és lemorzsolódik – az ilyen jellegű kopást túlkopásnak nevezzük. A túlkopás szakaszán már nem célszerű forgácsolást végezni, mert a rövid forgácsolási időhöz aránytalanul nagymértékű elhasználódás tartozik. A szerszámot tehát a még túlkopási szakasz kezdete előtt, az egyenletes kopási szakasz vége felé illendő újraélezni.

A fenés történhet vizes, vagy olajos kövön, igazán igényes esetben többféle különböző élességű változaton, lépcsőzetesen finomítva a felületet. (a szerző saját felvétele)
Az élezés alapvető szabálya, hogy acélt korund szemcsével, gyorsacélt korunddal vagy bórnitriddel, keményfémet pedig csak gyémánttal szabad köszörülni. Az élezési eljárások tekintetében megkülönböztetünk:
- száraz köszörülést: mely az univerzális élezőgépeknél jellemző, általános szalag, keret és hagyományos (nem keményfém lapkás) körfűrészek élezésére alkalmas, egyszerű, gazdaságos megoldás.
- nedves köszörülést: mely automata élezőberendezésekre jellemző és a jó hőelvezetés miatt nagyobb teljesítményt nyújt.
Milyen élezési feladatokkal találkozhatunk egy átlagos asztalosműhelyben? Az elektromos kéziszerszámok térhódítása ellenére az asztalosszakma máig talán legmeghatározóbb eszköze a véső, melyet az asztalosok jellemzően maguk éleznek. Az élezéshez legalább két fenőkőre, vagy asztali köszörűre van szükségük. A fenőkövek közül szemcsés homokkövet, és finomszemcsés követ szokás használni. Az asztali köszörűgépen is ennek megfelelő két köszörűkorong található. Az élezendő vésőt alulról megtámasztva és ezt érintő fogást véve történik a köszörülés. A gépi köszörülést kézi fenés követi. A kézi fenés például a művészeti szinten alkotó fafaragók körében az akár 6–10 különböző finomságú (vizes, vagy olajos) köszörűkő használatát is jelentheti. Alapvetően elmondható, hogy a puhafák megmunkálása hegyesebb élszögű, míg a keményfák megmunkálása tompább élszögű vésőt igényel. Például egy hársfa vagy égerfa faragásához sokkal hegyesebb szögbe kell élezni a vésőket, késeket, mint egy tölgyfához. Ugyanakkor az elméleti szempontokat nagyban felülírja a „szokásjog”, saját műhelyünkben is tapasztalom, hogy ugyanazt a műveletet két asztalos kolléga enyhén különböző szögűre köszörült vésővel, más mozdulatokkal, mégis azonos (megfelelő minőségű) eredményt elérve képes elvégezni.

Bútoriparra tervezett gyalukésélező, mely több szögből való élezést tesz lehetővé akár 4 késen egyszerre. (szerszamallomas.hu)
A gyalukések élezése mindig a hátoldalról történik. A tiszta, gyantamentes állapot rendkívül fontos, hiszen a szerszám pontos befogása csak így történhet meg. Lehetőség szerint egy gyalutengely összes kését egyszerre kell az élezőgépre fogatni, az ékszögük azonossága így biztosítható 100% mértékben. A köszörülést követő sorja eltávolítása is fontos, ez nem elkerülhető lépés. Az éles kések pontos élkörbeállítását sablon segítségével lehet viszonylag egyszerűen megoldani. A vonatkozó szakirodalom szerint a kések addig élezhetőek, míg a hátoldalnál minimum 15 mm széles befogási felület adódik. A hagyományos gyalukések élezése nem bonyolult, de egyszerűen a méretüknél fogva, valamint az elvárt pontosság miatt érdemes megfelelő, stabil élezőberendezéssel rendelkező szerszámkarbantartóra bízni a feladatot.
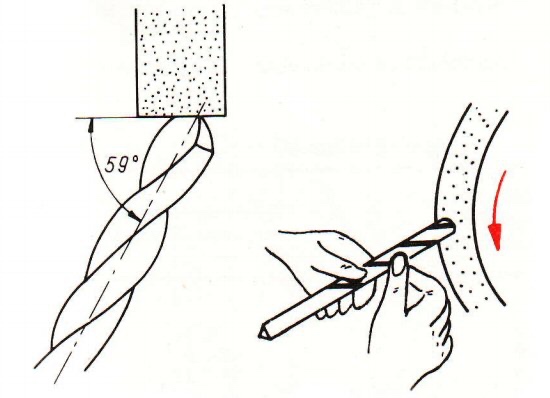
Csigafúró helyes tartása köszörülés során
A fúrószárak élezése alapvető karbantartási feladat, hiszen gyorsan elhasználódó szerszámokról van szó. A jól élezett csigafúrónak a következő követelményeknek kell megfelelnie: helyes csúcsszög, hátszög, keresztélszög és hosszúság, valamint egyforma magasságban lévő és központos élek. Egyenlőtlen élhosszak miatt a fúró az átmérőjénél nagyobb furatot fúr, eltérő hajlásszöge hatásának következménye pedig, hogy a meredekebb él átnyomja a fúrószárat az ellenkező oldalra és a fúró kitér a kívánt pozíciójából. A profi tokmányos élezőberendezések mellett az élezés történhet hagyományos köszörűgépeken is. A fúróélezés műveletét és az ellenőrzést természetesen gyakorolni kell ahhoz, hogy kezünk biztos legyen, és erre a régi elkoptatott fúrók kiválóan alkalmasak. Köszörülő sablonnal, szögkaliberrel ez a művelet rendkívül egyszerűvé válik, az ilyen megoldások „házilag történő elkészítésére” az interneten számos lehetőség található. A keményfém lapkás köldökcsapfúrókat profilos gyémánt köszörűtárcsával élezik. Általában a központosító csúcsot, az elővágókat és a forgácskihordó éleket egy fogással munkálják meg. A nagyobb pánthelyfúrók homlokmaróként funkcionáló éleit hátulról köszörülik. Ezeknél a vágóél köszörülése előtt gyakran a szerszámtestből is kell anyagot leválasztani.
A keményfém lapkás körfűrészlapokat ma automata élezőberendezéseken élezik, mélyköszörüléssel, nedves eljárással. Első lépésként amennyiben szükséges, úgy az alaptestet leköszörülik, hogy a lapka kellően kiálljon. Az élezés során a homlokfelületről min. 0,05 mm-t, a hátfelületről 0,2 mm-t szokás leköszörülni. Ha a fűrész lapkamérete 1 mm-nél alacsonyabbá válik, úgy a szerszámot selejtezik, bár megjegyzendő, hogy létezik technológia az újra lapkázásra is. A fűrészlapok hőterhelés miatti esetleges deformációját is vizsgálni kell, ez nagy szakértelmet kíván és ezért is érdemes erre szakosodott, profi műhelyre bízni a teljes karbantartást. A marószerszámokat minden használat után tisztítani és ellenőrizni kell(ene). Kopottnak tekinthető az az él, melynek élkopása meghaladja a 0,2 mm-t. A profilmarókat a hátfelületen, a hátraesztergált marókat a homlokfelületen élezik. Törött él cseréjét csak szakműhely végezze! Az élezés során az elővágó éleket és a forgácshatárolókat is köszörülni kell. Az elővágók kb. 0,3–0,5 mm-rel ki, a forgácsvastagság-határolók pedig kb. 1 mm-rel vissza kell, hogy álljanak az élekhez képest. Fontos a biztonság érdekében, hogy a cserélhető profilkéseknél a maximális késkiállást és a minimális befogási méretet betartsuk.

Nagypontosságú, tokmányos élezőgép (cuoghi-sharpeners.com)
A rönkfeldolgozó gépeket jellemzően csomagban: a karbantartáshoz szükséges berendezésekkel együtt árulják. Ez nem véletlen, a fafaj és a méretek függvényében már néhány rönk felvágása után csereérett lehet a fűrészszalag. Ez azonnal feltűnik a rossz minőségű felületet adó, pontatlan vágások és a fűrészgép „erőlködése” láttán. A normális elhasználódás mellett az európai erdőkből származó rönkökben található háborús repeszek is rendszerint okoznak meglepetést a gépkezelők számára. A fűrészlapok élezése során, az elterjedt félautomata gépek használatakor az első lépés a homlokszög és a fogosztás (fogcsúcsok távolságának) beállítása. Az előtoló körmöt az előtolandó fog felső harmadához állítják. Bekapcsolás után lényeges feladat az előtolás beállítása: a löket végén megálló fog homlokát finoman kell, hogy érintse a lefelé történő mozgást végző köszörűkorong! A homlokfelület végigköszörülésekor az előtolás áll és működő előtolás esetén történik a hátfelület köszörülése. Már a legegyszerűbb élezőgépek segítségével is jó minőségű szerszámot kaphatunk tudatos és szakszerű beállítások esetén.
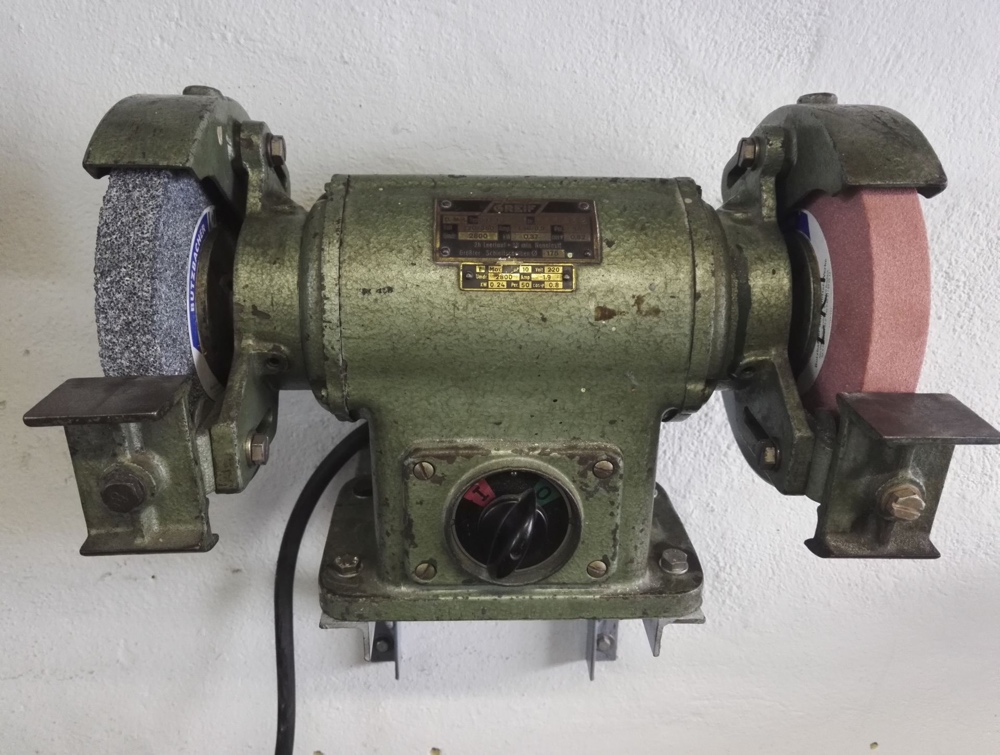
A páros köszörű gyakran a műhely gépeinek korelnöke, ezzel nincs is baj, egy jó állapotú régi gép ma is teljesen alkalmas az egyszerűbb műveletekre. (kondensatorschaden.de)
Fűrészelés során lényeges, hogy csak a forgácsoló él érjen az anyaghoz, maga a szerszámtest ne, ezzel lehet meggátolni a káros és fölösleges súrlódást, így a melegedést is. Erre a legkézenfekvőbb megoldás a fogterpesztés, mely szinte bármilyen fűrészszerszámon alkalmazható. A faiparban főleg a szalagfűrészeknél találkozhatunk ezzel a tulajdonsággal, hiszen olcsóbb és egyszerűbb technológia a duzzasztott fogkialakításnál (melynek szerepe azonos). A terpesztés jellemző mértéke 0,4–0,8 mm/fog. A jobbra-balra hajtogatott fogak között egy tisztító fogat illik hagyni. A hajtogatást kézi fogterpesztővel könnyen el lehet végezni, mérőórával felszerelt kivitel esetén az ellenőrzés is megoldott. Már a kisebb, rönkfeldolgozással foglalkozó vállalatokra is jellemző, hogy a szalagfűrészek élezését és a fogterpesztést maguk végzik.
Egy átlagos asztalosműhely szerszámai karbantartás szempontjából több csoportot alkotnak. Bizonyos saját használatú kéziszerszámok élezése (pl. vésők) a dolgozók részéről abszolút elvárható feladat, valószínűleg néhány rutinos kolléga nem is venné jónéven, ha bárki beleszólna a vésője élezésének folyamatába. Ugyanakkor, ahogy számos területen, úgy ebben is lehet fejlődni, érdemes például a videómegosztó oldalakon a témával foglalkozó bejegyzéseket megtekinteni, mert tanulhatunk belőlük. Az egyszerűbb egyéb szerszámok, például fúrószárak köszörülése is megoldható „házilag”, hiszen nem igényelnek különleges technológiát, de érdemes elgondolkodni az élezést könnyítő, a munkát pontosabbá és gyorsabbá tevő kiegészítők beszerzésén vagy legyártásán (pl. sablonok, vezetők). Amennyiben nagyobb mennyiségben használunk szalagfűrészlapokat, például rönkfeldolgozás miatt, mindenképp érdemes saját élezőés karbantartó berendezésekbe beruházni. Ezek megfelelő üzemeltetése kezdetben teljes embert kíván, komoly odafigyelést igényel, ugyanakkor könnyen rutinfeladattá válik a későbbiekben. A házon belüli élezés jellemzően gazdaságosabb vagy legalábbis logisztikai előnyökkel jár. Bizonyos szerszámok, például gyalukések élezése nem bonyolult, de a kellő pontosság és (nagyobb gépek esetében) a méretek miatt mégis érdemes megfelelő berendezéssel rendelkező szakemberre bízni a karbantartásukat. A speciálisabb szerszámok: például keményfém lapkás fűrészlapok élezéséhez már tényleg minőségi szolgáltatót kell választani. Az ehhez szükséges automata gépek beszerzése és üzemeltetése csak a legnagyobb vállalkozók számára lehet kifizetődő. A megfelelő karbantartó vállalkozás kiválasztása nem egyszerű feladat. A költségek mellett sokat nyom a latban a bizalom, a megbízhatóság, hiszen értékes, a megélhetést biztosító eszközöket adunk át, ezzel összefügg, de gazdasági kérdés is a vállalkozó földrajzi helye. Ez utóbbi problémát egy jó területi képviselő képes megfelelően áthidalni. Időről időre a már bevált szolgáltató esetén is érdemes felülvizsgálni az élezés minőségét és a költségeket. Például személyi változások miatt az amúgy megbízható vállalkozások esetén is lehetnek „hullámvölgyek” a minőség tekintetében, valamint szerencsés esetben akár alacsonyabb árat is kaphatunk azonos kivitel mellett.

A köszörülés veszélyes művelet, a szikraképződés ráadásul tűzvédelmi kérdéseket is felvet. (werkzeugpilot.de)
Az igényes szerszámkarbantartás a problémamentes és hatékony munkavégzést szolgálja, ez hideg számítások alapján gazdaságos, a gyakorlatban pedig öröm.
Források:
Ezermester Magazin: Köszörülés, élezés Faipari Kézikönyv III. 2003. szerk.: dr. Boronkai László
faipar.hu, portré: Egy élharcos (Dr. Gerencsér Kinga)
furdancs.blog.hu/2016/04/04/ furo_koszorulese_kezzel
uni-miskolc.hu A forgácsoló szerszámok éltartama (tananyag)
Kapcsolódó dokumentum:
elezes-a-muhelyben
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.