Körfűrésztől az ablakgyártó központig a szerszámok tükrében
A hazai ablakgyártók még emlékeznek az úgynevezett „sofa” ablakokra, hiszen ezek a termékek voltak az első hőszigetelt üveges ablakok családja.
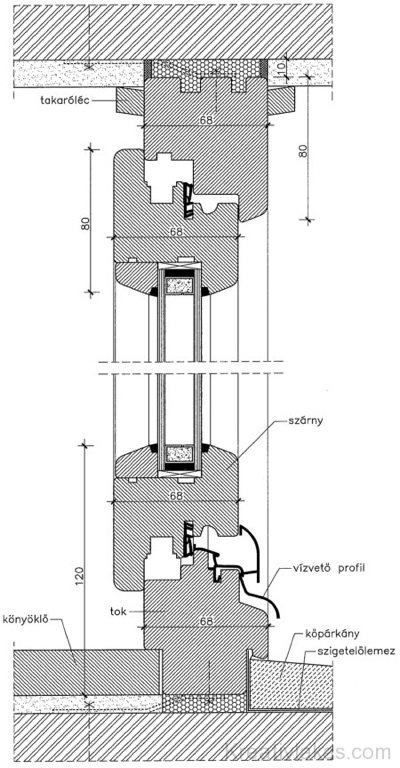
Sofa68
A soproni gyár működése alatt (1952-1995-ig) az országban szinte elsőként készültek az új, ragasztott, hőszigetelt üvegezésű korszerű ablakok. A gyár megszűnése után sok szakember kezdett Sopronban ablakgyártó vállalkozásba.
Teschauer
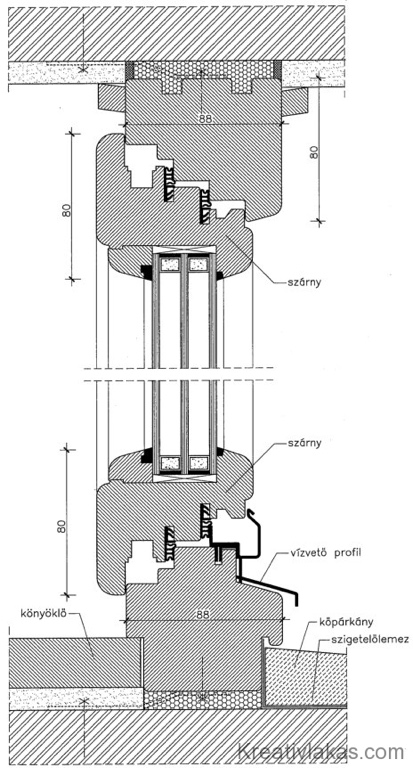
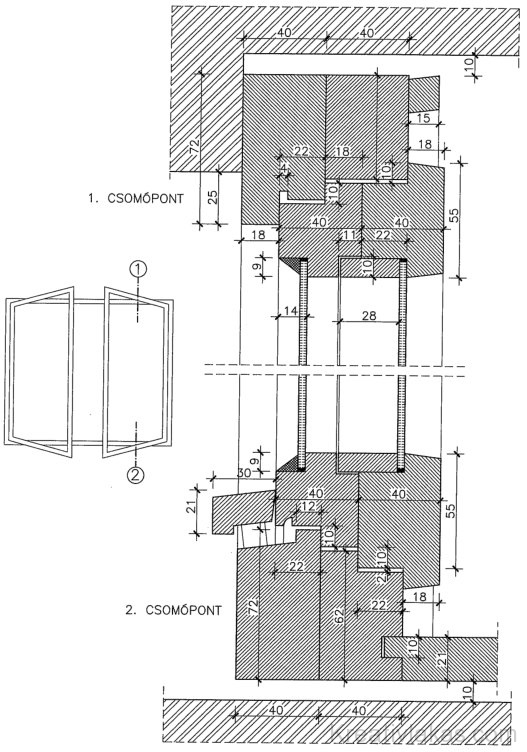
Sofa90
„Sofa” egy szakzsargon szóvá vált mint hőszigetelt üveges ablak, ám ez a márkanév mára szinte homályba veszett. Komoly sorozatgyártási műhelyek még az úgynevezett házgyárak részüzemeként állítottak elő nyílászárókat. Természetesen működtek kisebb üzemek ezekkel párhuzamosan, de a magyarországi korszerű ablakgyártás ennek a két nagy szereplőnek a megszűnését követően indult meg, ami a 90-es évektől kezdve átrendezte a piacot. Az idősebb szakemberek még emlékeznek a „teschauer” ablakok műszaki megoldására, ami kétréteg üveg volt, de nem összeragasztva. Egy-két ablak még talán ma is üzemel. Természetesen voltak a hazai „maszek” üzemek is. Itt inkább az egyedi gyártás ment és talán a kisebb szériák. Az ablakok típusa főképpen a „Geréb tokos” ablak volt. Kültéri záráshoz a kapcsolt „Geréb tokos” ablakok készültek. Műemlék épületeken ma is ezt a típust alkalmazzák beépíteni. Igaz, a belső szárnyat ma már hőszigetelt üveggel, illetve létezik a kifelé nyíló külső szárnnyal szerelt ablak.
A rendszerváltás után kezdődött meg a külföldi korszerűbb gépek behozatala a magyar piacra. Addig sok esetben úgy kezdték a hazai vállalkozók, hogy vagy maguk gyártottak gépeket vagy a hazai gyártók és a felszámolt üzemek gépeinek kínálatával indult a gyártás.
Sok eseteben ezek a kisipari gépek még alapgépeknek számítottak. Nem voltak komplett ablakszerszámok, melyek mind a csapozást, mind a falcolásokat egy-egy fordulóban elvégezték.
Körfűrésszel simán lehetett ablakfalcokat kifűrészelni, s a szalagfűrész teljesen alkalmas volt csapozások kialakítására.

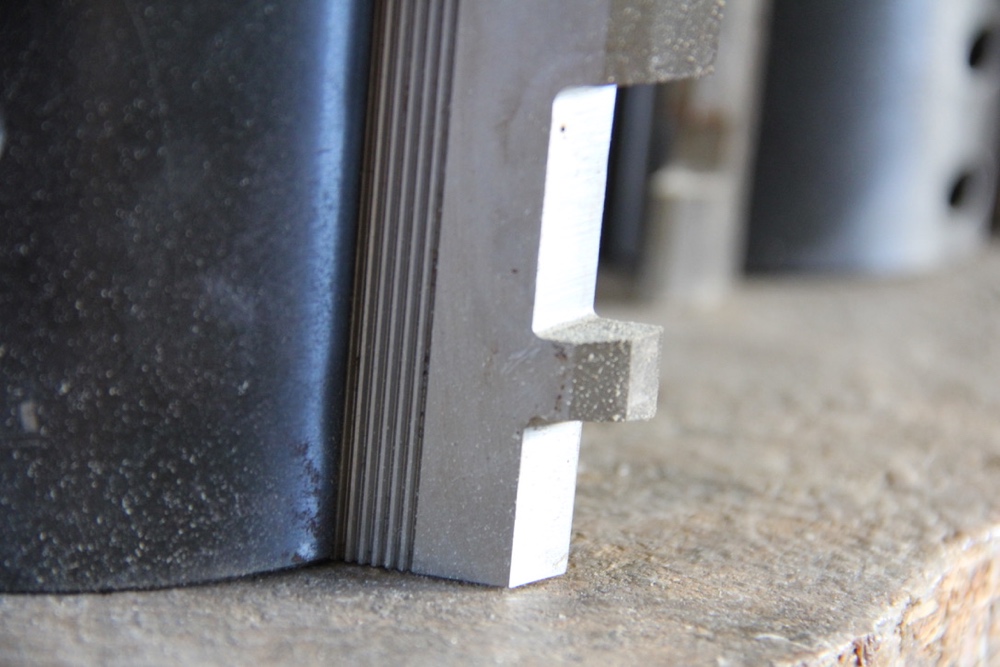
Cserelhető lapkás maró
Streimodlival, magyarul párhuzamvonalzóval meg lehetett húzni a csap fűrészelendő vonalát, s ha csap készült, akkor a vonal külső felén fűrészeltek, ha rés, akkor a belső oldalán. Vállazás sok esetben passzító fűrésszel történt. Abban az időben még nem voltak videa betétes körfűrészek sem. Igaz, sokkal többet kellett csiszolni. A felületkezelés sem többrétegű festékszóró berendezésekkel történt, hanem hagyományos konzerválással, alapozással, majd fedő mázolással. Természetesen az asztalos marógépek rendelkezésre álltak. Egytömbű szerszámacélból gyártott marókések minden falcoláshoz beállítva, mind profil alakban köszörülve alkalmasak voltak ablakgyártásra.
Lapkás marókés
Az élek köszörülése, fenése az asztalosnak saját érzékére volt bízva. Az éltartás miatt jelentek meg a keményfém lapkás marókések. Ezek élezését gyémántbetétes köszörűkorongokkal végezték. Az egyenes marókések mellé ferde döntésű késeket is alkalmaztak. Később jelent meg a cserélhető lapkás kések családja, amihez bármilyen profilkéseket lehetett gyártatni.
Az asztalos marógépekhez is megjelentek a korszerű előtoló hengerek és a precízebb mozgású csapozókocsik. Ezekkel már lehetett nagyobb szériagyártásokat végrehajtani. Ezekre a marótengelyekre megjelentek a komplex ablakszerszámok. Csapozással és falcmarással együtt olyan felületeket alkottak, amelyek kevesebb csiszolást igényeltek. A hőszigetelt szerkezetek vastagsága megnövekedett. A 68 mm-es lett a legáltalánosabb profilmetszetméret. 4–16–4 mm-es hőszigetelt üveggel kielégítették az akkori hőszigetelési igényeket, előírásokat.

Hosszvágó
Az ablakgyártás kezdetén még a rétegragasztott profilokat is az asztalosok maguk gyártották. Ehhez tömbösítő berendezéseket, hossztoldó és fogazó marókéseket alkalmaztak. Ma már külön gyártók és kereskedők szakosodottak a különböző vastagságú hossztoldott profil alapanyagokra. Természetesen különböző fafajból is. Elsősorban a borovi- és lucfenyőből való gyártás a leggyakoribb. Kereslet van a toldásmentes felületűre és a tölgy anyagúakra is.

Gyalukés, négyfejes
A munkákat felgyorsították a négy-, illetve többfejes gyalugépek. Ezek kései többnyire már cserélhető betétesek voltak. A kezdeti négyoldalú marás kiegészült profilmarással, ami felgyorsította a termékek gyártását. A csiszolást kezdetben a hagyományos szalagcsiszoló géppel végezték. Később a keretek és a munkadarabok csiszolására nagy segítséget jelentettek a kontaktcsiszoló gépek. A többrétegű gyári festések minőségi megmunkálási igényt generáltak. Minél kevesebb kézi utómunka, minél több élképzés, élek holkerezése az ablakok egyediségét is magával hozta. Négy- vagy többfejes gyalugépen rendelkeztek csiszoló megmunkálással is. Nem kellett külön megmozgatni az anyagot, hanem a gyalulás részét képezte a csiszolás.
Az ablakgyártó marókések is folyamatosan korszerűsödtek. A kezdeti ablakgyártó központok közel 6 m/ perc előtolást tudtak. A cserélhető lapkákkal és a megdöntött késekkel olyan élszöget alakítottak ki, ami már megduplázta ugyanazon a gépen az előtolási sebességet is. A 12 m/perc élszög szinte kanalazva válassza a forgácsot, ezzel sokkal tisztább felületet adva a falcokban. Az automata ablakközpontok tengelyére komplett szerszámkészlet került felfűzve. Tok és szárny szerszámai együtt működtek. A gépek kiegészültek automata méretállítással és adagolással. A tömbösített anyagok hosszának optimalizálása, a gyártandó ablakok sorrendjének meghatározása is a gép feladatává vált. Így sokkal kevesebb hulladékkal tudtak ablakot gyártani. Talán a belső falcok és a külső falcolások miatt van kisebb gépeknél szerszámkéscsere. Az automata méretvétel keményfém lapkás körfűrésszel történik.
Csiszolóadapter
Az automata ablakközpontok marószerszámainál a cserélhető kések és lapkák élszögénél és annak élképzésénél folyamatos fejlesztések indultak. Egyik kiemelkedő fejlesztés a cserélhető lapkáknál a dőlésszögek kialakítása. A szakadásmentes marásnál a RipTec-technológia sokat javított a minőségen az egyenes síkokkal szemben.

Csapozás
Ez a korszakalkotó fejlesztés a RipTec-megoldásnál a szakadásmentesebb marás és a bordázott felülettel elért nagyobb ragasztási felület. Ezáltal a ragasztó sem nyomódott ki oly mértékben a felületek közül, mint a sima felületű marásnál. A gyártók ajánlása szerint ez még a szerszám élettartamát is növelte. A gyártási technológia időben és minőségben nagyot lépett az üvegléc kiemelésével a profilmarás közben. A tokból és a szárnyból is falckimarás helyett üvegléc-kiemeléssel kezdődik a feldolgozás. A kiemelést profilkialakítással együtt végzi el a marókéskészlet. Az ablakgyártókés-csoportok elsősorban a komplett profil és csapozás kialakításával tették gyorsabbá és korszerűbbé a gyártást. Mind az üvegoldali profilok, mind a külső oldali profilok kialakítása egy fogással megvalósítható lett. A tökéletes passzítás és felületkialakítás nagy lépés az ablakgyártás területén.

Üvegléckivétel

Üvegléckivétel egy lépéssel

Pontos marás, tökéletes kapcsolat
A szerszámok fejlesztése nem állt meg. A szigorodó hőátbocsátási előírások miatt a folyamatos profilvastagodás és üvegréteg-növekedés új és új kihívásokat jelent a gyártóknak. A legtöbb profil alkalmassá vált külső fegyverzetű alumíniumtakarás fogadására is. Cikkünkkel körülbelül 30 év ablakgyártás-változását próbáltuk érzékeltetni a szerszámok tükrében. Természetesen nemcsak a szerszámok korszerűsödtek, hanem velük együtt a gépek is. Körfűrész és marógépek helyett megjelentek a csapozó marógépek és az úgynevezett ablakközpontok. Ezek rész- és komplett automatikával és adagolással tették gyorsabbá a gyártást. A szerszámoktól részint függetlenül, a gépek eljutottak az automata szerszámcseréhez is. Ezeket a CNC megmunkáló központoknál alkalmazzák. Ide már jóval kevesebb ember kell, de sokkal precízebb képesség és előtervezés. Mindez ár- és mennyiségfüggő is. A kisszériás gyártók talán az egyszerűbb sarokközpontoknál maradnak, de szerszámban az előírások és a minőségi követelmények miatt a legkorszerűbbek felé lépnek. Persze ez is karbantartás- és időfüggő. Nem mindegy, hogy a saját élező vagy a gyári élezett lapkák cseréje mennyi költséget jelent. A döntés a termékkínálat és a kereslet által generált stratégia függvénye. De jó minőségű szerszám nélkül bele sem lehet kezdeni. A korszerű ablakcsomópont és felület pedig önmagát adja el.
Forrás:
https://kreativlakas.com/magasepiteszet/faablakok-es-jellemzoik/
Magyar Asztalos faipar.com
Kapcsolódó dokumentum:
attekintes-a-korfuresztol-az-ablakgyarto-kozpontig-a-szerszamok-tukreben
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.