45 fokos sarkok illesztése korpuszok és fiókok esetében
Pár éve találkozhatunk azzal a trenddel, hogy bizonyos korpuszok sarokillesztéseinél nem a klasszikus tompaillesztést alkalmazzák, hanem a 450-os megoldást. Ennek több oka is lehet. Praktikusság, design, vagy a szerkezeti kialakítás is indokolhatja. Design szempontjából ez a megoldás letisztult vonalvezetést ad a bútornak, legyen szó tömörfa alkatrészekről vagy furnérozott, esetleg laminált, vagy dekorozott agglomerált lapokról.

Aki készített már hasonló konstrukciót tudja, hogy az alkatrészek összeragasztása nem egy laza séta a parkban, ahol gerlék csipkelődő násztáncát figyelhetjük meg. Sokkal inkább egy gladiátorküzdelem. Megkönnyíthetjük a dolgunkat, ha valamilyen idegencsapos kötéssel pozícionáljuk az alkatrészeket, hogy azok a sarkokon pontosan illeszkedjenek. Még ebben az esetben is szükséges minimum 8 pillanatszorító, vagy valamilyen hevederes, spaniferes szorító alkalmatosság.
Ha a rutin és a tapasztalat adott, akkor már csupán pár apróbb tényező befolyásolja a sikert. A ragasztó nyitott ideje, vagy a tobzások elérhetősége. És nem árt, ha kettőnél több kezünk is van.
Amennyiben mégsem sikerült újabb végtagokra szert tennünk, megoldás lehet egy speciális profilszerszám alkalmazása. Idehaza még nincs konkrét elnevezése sem a kötésnek sem az eszköznek. Sarokmaró? Sarokillesztőmaró? Lehetne szavazást rendezni a dologról, de nézzük meginkább, mitől lesz jó ez a technika. Jelen írásban a felsőmarók vonatkozásával foglalkozunk, de ez a profil fel-fel tűnik, több gyártó katalógusában is, mint asztalos marógépre szerelhető marószerszám. A feltűzhető marószerszámok lehetővé teszik a nagyobb keresztmetszetek megmunkálását, akár előtoló alkalmazásával.
A tapasztalat az, hogy 12-es befogással egy 2kW körüli felsőmarógéppel 20-25 mm vastagságú természetes fa vagy MDF hatékonyan munkálható meg, ha a gép asztalba van integrálva.
A szóban forgó profil lényege, hogy az anyag szélét 450-ban munkálja meg, de a közepén egy csapot alakít ki. Ez a csap amellett, hogy növeli a ragasztási felületet, pozícionálja a kötést. De nem ez a legjobb az egészben.
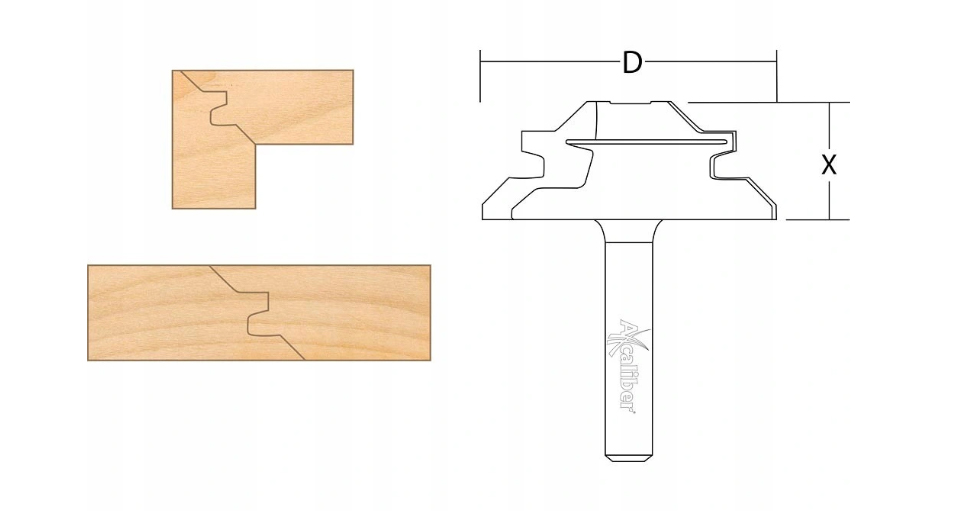
Hanem, hogy a szorítóink számát felére csökkenthetjük, mivel elegendő egy irányból szorítani. Az más kérdés, hogy némi előrelátás szükséges, hogy a rövid, vagy a hosszú oldalra szeretnénk a szorítókat helyezni. Főleg, hogy hosszú szorítókban nem szoktunk bővelkedni.
A szerszám beállításával kell egy kicsit bíbelődni, de némi rutin megszerzése után gördülékeny ez is.
És akkor jöjjenek a hátrányok, mert mint mindennek, ennek a technológiának is van. Az első, hogy az anyagainkat két irányból kell megmunkálnunk: élről és lapról!

Ez hamar belátható. Viszont ez magával vonja azt is, hogy stabil vezetővonalzóra (steller) lesz szükségünk, ha nagyobb alkatrészekkel dolgozunk. A már említett rövid-hosszú oldal miatt tudunk kicsit játszani. A kisebb alkatrészeket állítva (lapról), a nagyobbakat fektetve (élről) munkáljuk meg.
A másik negatívum, hogy irgalmatlan mennyiségű a leválasztandó anyagmennyiség. Ez komolyabb elszívást követel, illetve az előtolási sebességet is finom határok közt kell megválogatni.
Több gyártó is készít ilyen szerszámokat. Távol-keleti beszerzésnél a marószár átmérőjét minden esetben ellenőrizzük. Idehaza a MassiveTools és a Freud kínálatában is találunk 8, 12 mm befogású marókat. A fordulatszámot is érdemes kicsit csökkenteni a szokásos maximumhoz képest, illetve a gyártói ajánlásokat figyelembe venni.
Tipp:
Lapról történő megmunkálás esetében jó szolgálatot tehet 1, vagy 2 „fésű” felszerelése a maróasztalra, ami az anyagot a stellerhez nyomja!
Ezzel a megoldással, kisebb épített fiókok - akár látszó kávával - gyönyörűen elkészíthetők természetes fából.

Forrás:
woodtools.hu
allegro.hu
felsomarokes.hu
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei