Marósablonok készítése lézervágó segítségével

Fiatalkoromban apámat sokszor figyeltem, ahogyan látszólag értelmetlen dolgokat épített napokig a konyhaasztalon. Miközben édesanyám kerülgette, láttam az arcán azt a furcsa, értetlen kifejezést... Amikor kérdeztem, mi lesz belőle, nagy lelkesedéssel mondta, hogy egy hajó, vagy torony sablonja. Ő letudta ezt ennyivel, én pedig megnyugodtam, a választ megkaptam. Aztán nem telt bele pár hét és ott volt egy árbóc kötélzete, vagy egy torony oldalai darabokban, de mind egyformán. Édesanyám is kérdezte – Laci, hogy tudtad ilyen egyformára, ilyen gyorsan elkészíteni? Apám pedig az elismeréstől átszellemülve, büszkén mondta: csináltam egy sablont. Kezdett derengeni a fogalom, de megérteni csak később értettem meg, mi is az voltaképpen.
A végső rajz.
Amikor valamire a „sablonos” szót használjuk, akkor szinte mindig a tömegcikk jut eszünkbe. Sablon szappanoperák, autók, filmek. Semmi egyediség. Pedig a sablon a szakmákban valahol pont az egyediség záloga, de sokkal komplexebb dologról van szó, mintsem azt elsőre gondolnánk. A sablonkészítés a szakmaiság csúcsa. Tükrözi a készítője felkészültségét, tudását, tapasztalatát és előrelátó képességét. Nem utolsósorban pedig a türelmét. Sablonból is többféle van, a legtöbbünk a fúró-, jelölősablonokat azonosítja velük, de vannak még maró- és hajlítósablonok is, valamint kombinált „jószágok”. Léteznek továbbá csak beállító funkcióra tervezettek, ezek kicsit az úgynevezett „Kaliberek” leszármazottjai. Egy részüket meg is vásárolhatjuk, ezek többnyire márkaspecifikus holmik, de ismerek kollégákat, akik univerzális (abb) felhasználásúvá alakítanak egyet, kettőt. Árban is nagy a szórás, vannak tényleg filléres (sokszor eldobhatónak nevezem őket) és vannak kifejezetten horror áron beszerezhető változatok, amelyek viszont megfelelő bánásmód mellett az „élet plusz egy nap” kategóriába esnek és kiforrottságukkal igazi társak a napi rutinban.
A sablonkészítés a szakmaiság csúcsa. Tükrözi a készítője felkészültségét, tudását, tapasztalatát és előrelátó képességét. Nem utolsósorban pedig a türelmét.
VÁRJUK KI A VÉGÉT
Páran most talán lapoznak, hogy miket hord össze a főszerkesztő, hiszen már van CNC, meg robot, s különben is, a sablonoknak leáldozott, ez már a XXI. század. Fejtsük ki a sablonok feladatát és helyét úgy általában, majd térjünk rá a sablonokkal készített egyedi termékekre! Mindent a helyén kell kezelni. A CNC felsőmarók nagy pontosságú, gyors és szériázásra tervezett gépek. Természetesen ez nem azt jelenti, hogy az egyedi, egy-egy alkatrészes gyártásban nincs keresnivalójuk, sőt. Ahogy a korszerűbb konstrukciók jönnek, úgy a régebbiek értéke csökken.
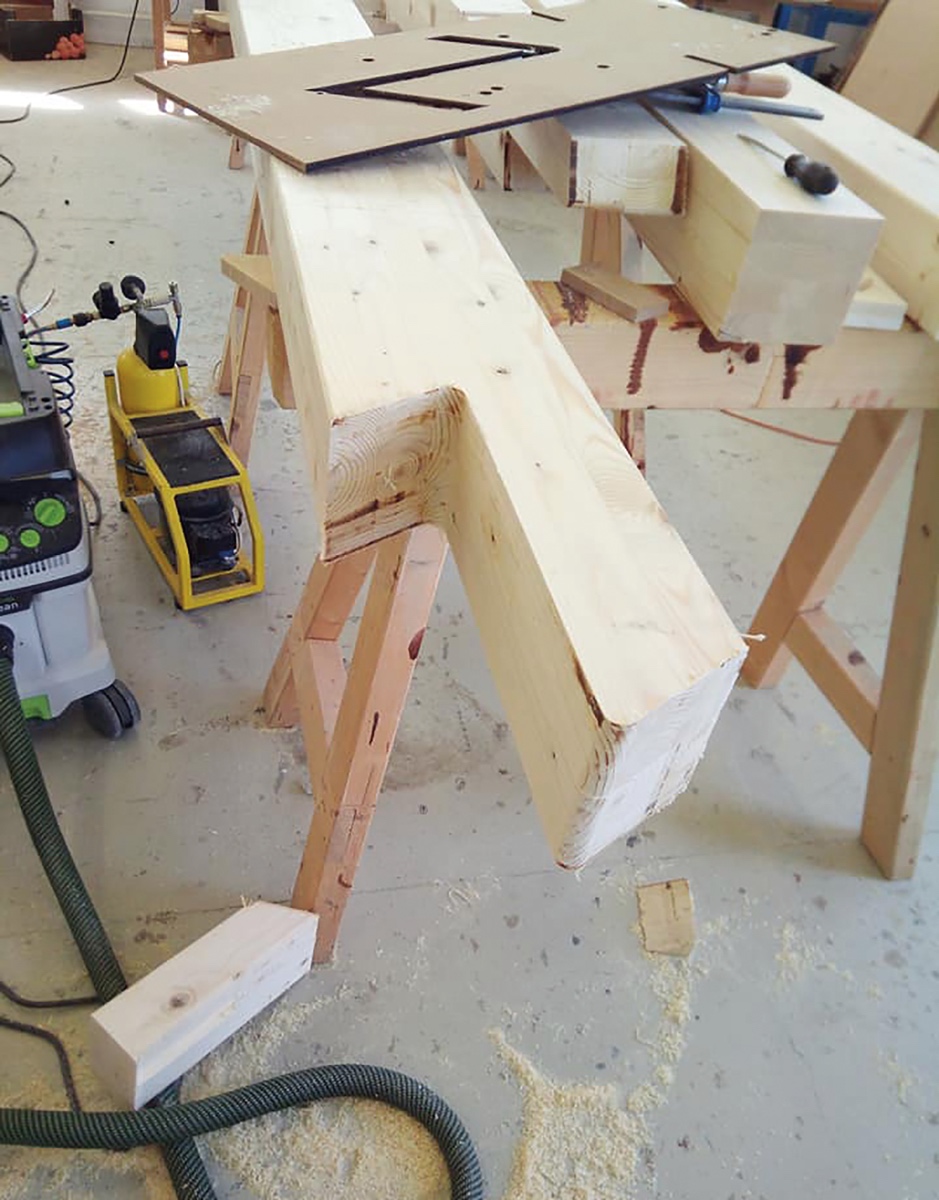
A módosított sablon készen áll a bevetésre.
Egy normál háromtengelyes, tíz évnél régebbi gép is a töredéke az újaknak úgy, hogy a szerszámcserét manuális beavatkozás nélkül képes megoldani. Nyilván sok közülük már üzemóráján túl van, de kis karbantartással kitolható az életciklusuk. Pár probléma azért felmerül. Kell hely, erőforrás, elszívó, telepítés és a kezelőszemélyzetről, szerszámozottságról már nem is szóltunk. Óriási előny és egyszerre teher is lehet egy ilyen fejlesztés. Főleg akkor, ha a gép áll. Mert jön a stressz, hogy az álló gép a legdrágább, mert nem termel. A CNC felsőmarók kis túlzással nevezhetőek sablonnak. Digitális sablonnak, ami nem kopik, nem ázik el, s nem marja szét az ember egy óvatlan pillanatban. Viszont ezt a műhelyben tudja, helyszínen abszolút nem.

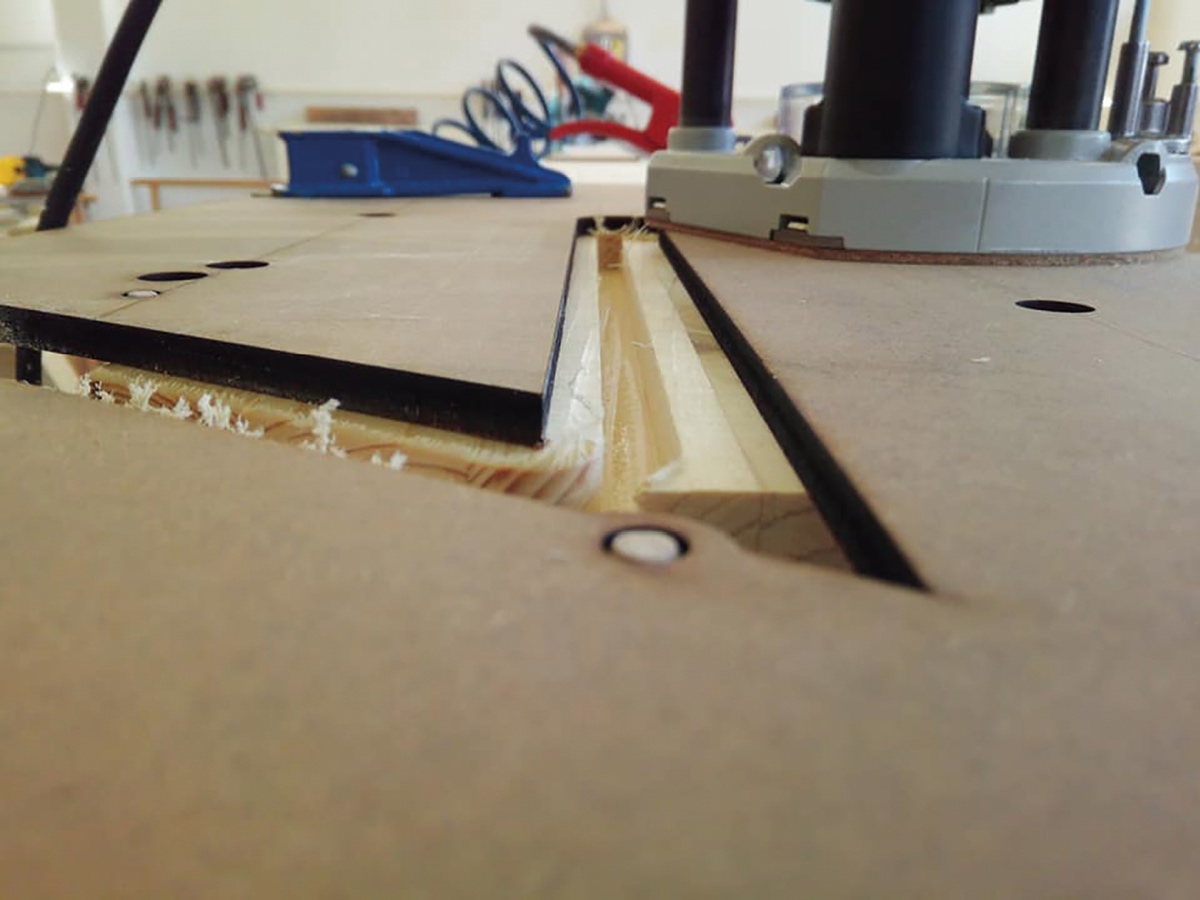
Köldökcsap és kémlelőnyílások, a pontos ütköztetés érdekében. Fontos a kontroll.
Már nem emlékszem pontosan, hogy mi volt az első sablon, amit készítettem, de azt hiszem, egy 20x20-as tölgyléc lehetett köldökcsapozáshoz. Nagyjából ezzel egy időben meg is utáltam az idegencsapos kötés ezen fajtáját és technológiáját. Azóta sokat „fejlődtem” és a lamello, domino, köldökcsap triumvirátust 60–30–10 százalékos gyakorisággal preferálom. De az igazi áttörést az első komolyabb felsőmarógépem megjelenése hozta. Az akkoriban már beszerezhető alsó- és felsőcsapágyas HM marókések új távlatokat nyitottak. Síkgörbe alkatrészek tucatjait terveztem meg 8-as MDF-re, vágtam ki dekopírfűrésszel, csiszoltam, simogattam. Amit csak lehetett, azt marási művelettel állítottam elő. Idővel ezek a sablonok kinc - csé váltak, mert a velük készített alkatrészek több terméken is vis - szaköszöntek. Ezért több másolat is született, és az eredetiket egy jelöléssel a műhely legporosabb részére „száműztem”, biztonságba. A prés mögé. Volt idő, amikor a kedvenc szezonális projektjeim a tablók készítése volt.
Nem kedveltem a profillécből gérbevágott dizájnt, helyette sokszor elég formabontó alakzatokat terveztem. Ezeket kinyomtattam és MDF-re rajzoltam át. A tablók furnérozottak voltak. Szép idők voltak, de ez már a múlt. A képeket már eleve képszerkesztőben „párosítják” a háttérrel, ami jellemzően nem fahatású, majd egy sima üveglap mögé száműzik őket.
Bármi lehet sablon, csupán az elhasználódást és a felhasználási idejét, ha jobban tetszik, a szavatosságát kell figyelembe venni.
A csapágyas marás is kezd háttérbe szorulni, helyette a másológyűrűs megoldás terjed. Ennek sok előnye mellett hátránya is van, de erről később. Az előnye egyértelmű. A másoló csapágyaknak van egy olyan rossz szokásuk, hogy a lehető legrosszabbkor (jellemzően a kiszállítás előtti napokban, amikor a hangulat a tetőfokán van) megállnak, szétesnek, megszűnnek létezni. Ez a sablon és a munkadarab végét is jelenti sokszor. Megfelelő időben kicserélni a csapágyakat szinte lehetetlen. Kicsit olyan ez, mint az 1500-as Ladáknál felgyulladt „kódislámpával” átugrani a szomszéd faluba disznópörzsölőért fél hatkor… Vagy lesz disznóölés, vagy nem. Egyszóval, lehetetlen megmondani. A másik probléma, az élezésekkel „elmászó” élkörátmérő esete. Ezt egy cserelapkás szerszám ugyan megoldja, de költségben is más a helyzet. A csapágyas akciók végét a spirálkések megjelenése hozta el. Elvétve, ha találunk csapágyas spirálkést (vannak legendák, hogy van ilyen), aminek a szerszámkialakítás az oka. Márpedig tudjuk, hogy a spirálkések alkalmazásának rengeteg pozitív hozadéka van, a gyémántlapkásokról nem is szólva. Összefoglalva, a marósablonok készítése és használata olyan tudást és tapasztalatot fejleszt, amit a későbbiekben majd adaptálhatunk. De mi a helyzet a vasalat- és egyéb sablonokkal? Lényegében ugyanez. Bármi lehet sablon, csupán az elhasználódást és a felhasználási idejét, ha jobban tetszik, a szavatosságát kell figyelembe venni.
KÉSZÍTSÜNK SABLONT!
Ha nagyon divatos és korszerű akarok lenni, akkor egy szóval elintézek mindent: LÉZER. Vegyük a következő problémát. Adott egy szerkezet, amit kedvelünk, de strapás a hagyományos megmunkálási módokkal elkészíteni. Itt körfűrészes, szalagfűrészes technológiákra gondolok. Legyen ez egy hos - szabbító toldás lapolással, ferde bütüillesztéssel. A példa sokkal inkább ácsszerkezeti alkalmazást feltételez, de a logika adaptálható. Kedvenc CAD szoftverünkkel kell elkészítenünk a sablon rajzát és DXF formátumban elmenteni. Ezt Corelben és más programban is megtehetjük, de jellemzően ezekkel összeakadnak a lézergravírozók, ezért az AutoCAD-et javaslom. Az adott szerkezetet rajzoljuk meg a szakrajzi szabályoknak megfelelően.
Méretezni nem szükséges, de a vonalak legyenek látható fólián. Ezek után következik a rendelkezésre álló eszközök és szerszámok adatainak összegyűjtése a továbblépéshez. A maráshoz egy közepes, vagy nagy teljesítményű felsőmarót (P>1800 W) alkalmazunk 30 mm átmérőjű másolócsappal és 12 mm átmérőjű spirálkéssel. Ahhoz, hogy a szerszám a rajzolt vonalat érintve dolgozzon, egy kis számítást kell végeznünk. A marósablon lényegében egy 30 mm széles és a vágásnak megfelelő görbét (jelen esetben egyenest) fog tartalmazni. De nem mindegy, hogy ez hol helyezkedik el. Ezért a másológyűrű átmérőjéből ki kell vonnunk az alkalmazott szerszám átmérőjét, majd a kapott értéket meg kell feleznünk. Ez a mi esetünkben 9 mm lesz ((30–12)/2=9). Itt újabb fontos dolgot kell kihangsúlyozni. A legkisebb marható kör sugarát. Ez elméletileg a marószerszám élkörének a sugarával azonos, ha konkáv az alakzat, vagyis a vonalon belül dolgozunk. Amint konvex a forma, például egy hatszöget marnánk körbe, a gyűrű és a marókés átmérőjének a különbsége (a számított 9 mm esetünkben) lesz a legkisebb ív. Jobb, ha ennél az értéknél 1–2 mm-rel többet hagyunk, úgy a későbbiekben több problémától is megkímélhetjük magunkat (ez a hátránya a másológyűrűknek, nagyobb ívet kell tervezni).
Igazából nincs más dolgunk, mint a vágandó vonallal párhuzamosokat húzni, majd átváltani egy másik színű fóliára és végül azzal is párhuzamost húzni 30–35 mm-re. A 30 mm egy feszesebb, pontosabb marást fog eredményezni, jellemzően nyitott vonalú sablonoknál alkalmazható. Ez ritka, sokkal inkább ennél nagyobb „játékot” célszerű hagyni, hogy nagyolni is tudjunk. Igazából a konyhai munkapultok marósablonjához hasonlóan kell az egészet elképzelni.

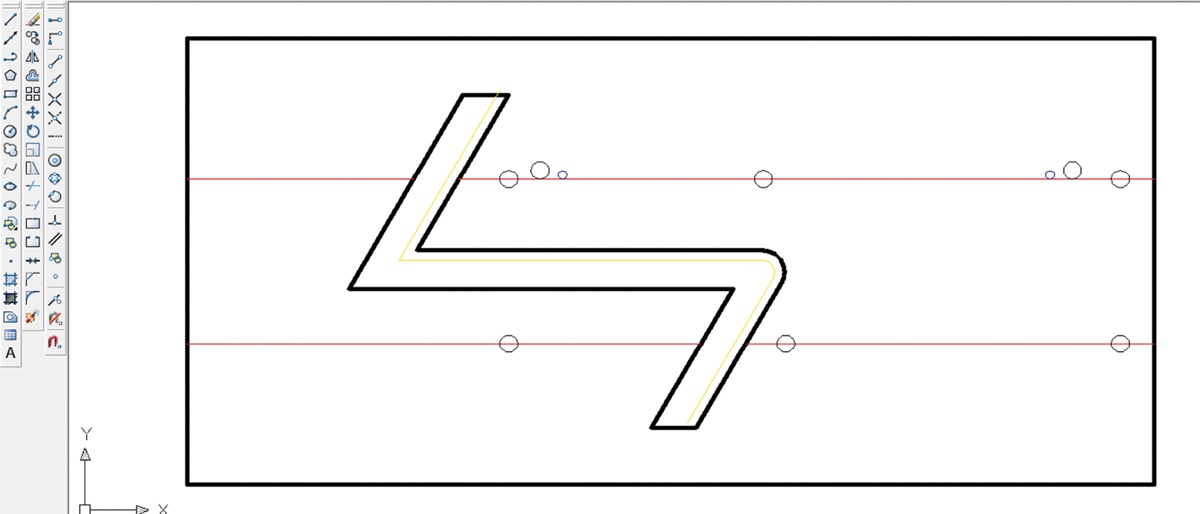
MAGYARÁZAT A SABLON RAJZÁHOZ
Az ábrán a fekete vonalakat fogja a lézer átvágni. A vastag vonallal határolt „villám alakzat” fogja megvezetni a marógépet. A nagyobb körök az anyag ütköztetésének az ellenőrzését hivatottak szolgálni a piros, csak gravírozott vonallal. A kisebb körök 7,6 mm átmérőjűek és 8-as köldökcsapot fogadnak, amelyek voltaképpen az ütközők. A sárga vonal a marószerszám pályagörbéje. A sablon viszonylag nagyobb, 8 mm vastag MDF-re kerül. Ezt még gond nélkül vágja át egy 100 watt teljesítményű lézergravírozó.
A gravírozó programba importálni kell a DXF fájlt, majd a vonalakhoz színeket, a színekhez a vágás paramétereit kell rendelni. Ez két értéket takar. Az egyik a lézer ereje, a másik a vágófej sebessége. Ha van ilyen gépünk, akkor ezt nem kell magyarázni, ha nincs, akkor a kezelője tudni fogja. Egyébként nem ördöngösség.
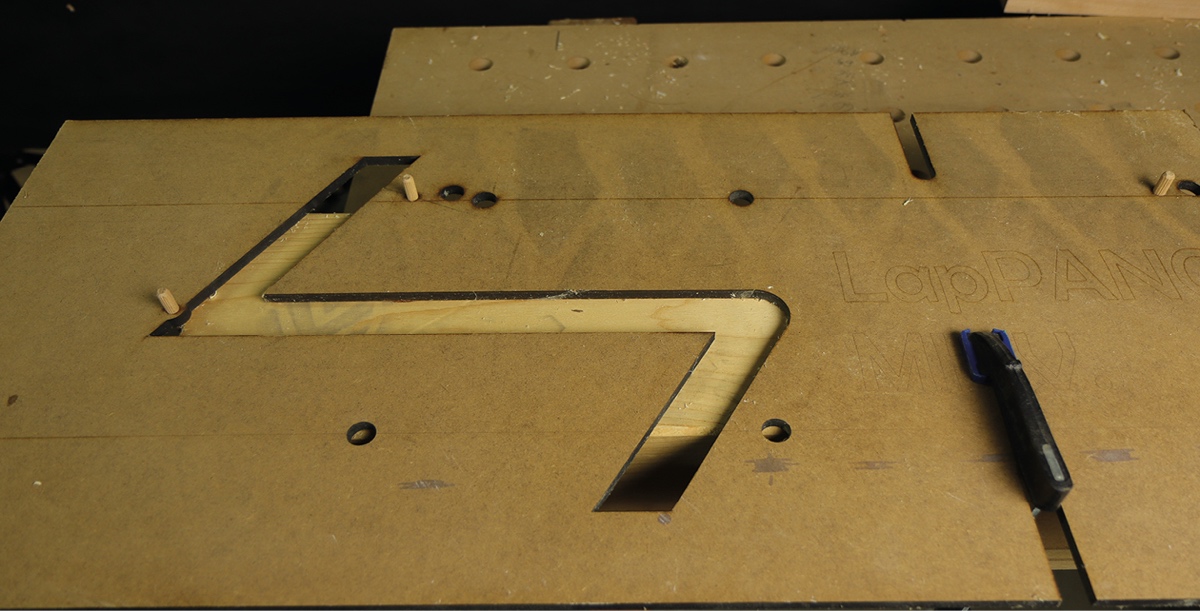
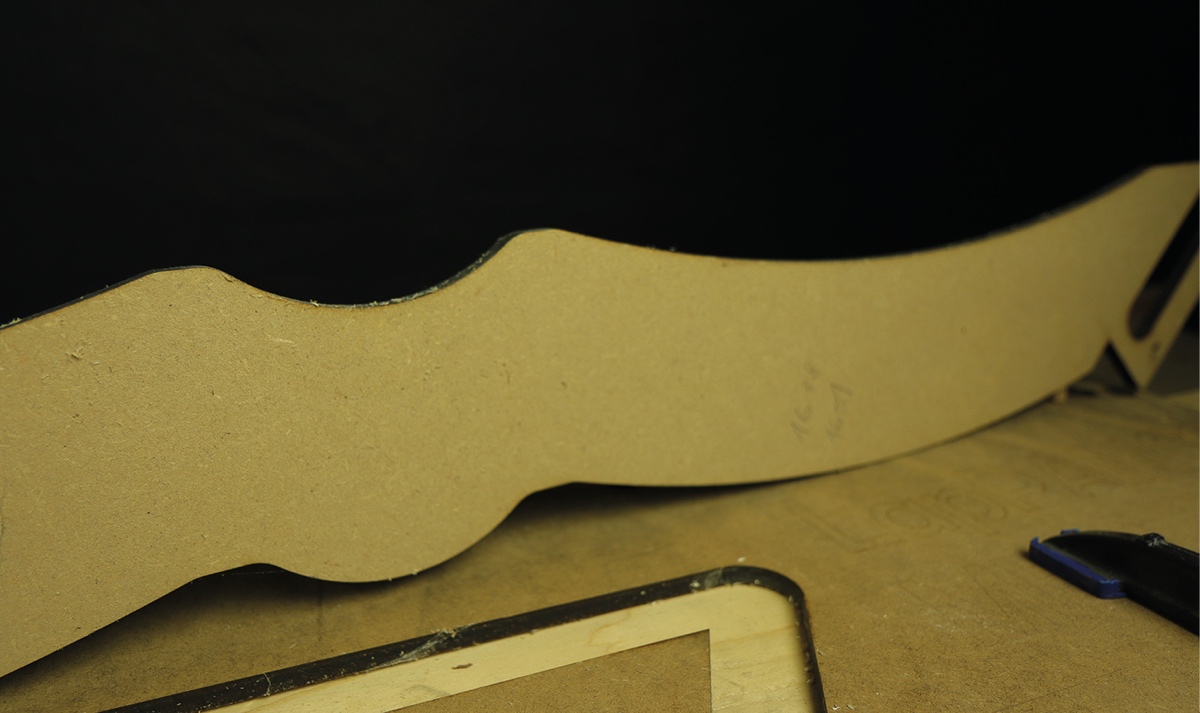
A rajzon lévő sablon és a fotón szereplő között két fő eltérés van. Az egyik a rögzítés számára kialakított bevágás, a másik egy további ütköző beépítése. Ha már gyakorlott sablontervezők és készítők leszünk, akkor fogjuk megérteni, hogy a tervezés, készítés, használat kiegészülhet egy újratervezéssel. Esetünkben a sablon a „LapPANCS MK V.” elnevezést kapta. Ez az ötödik verzió, mivel pár fejlesztés belekerült. Bevallom, az első kettő több sebből vérzett. A legelsőnél rosszul állítottam be a vágás paramétereit és egy segédvonal mentén nem egy, hanem két sablon készült. Két fél…

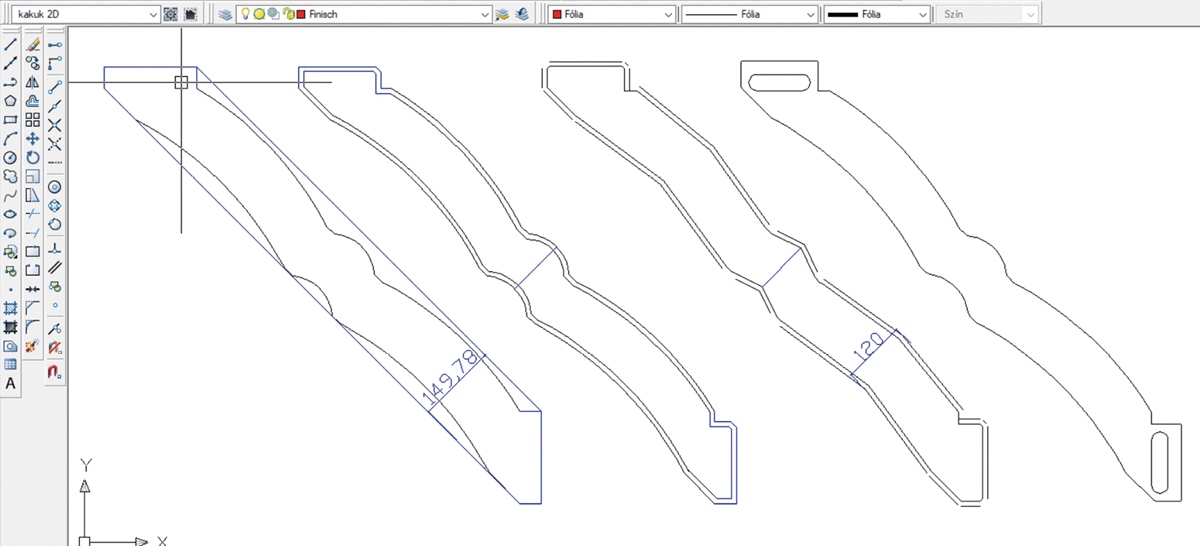
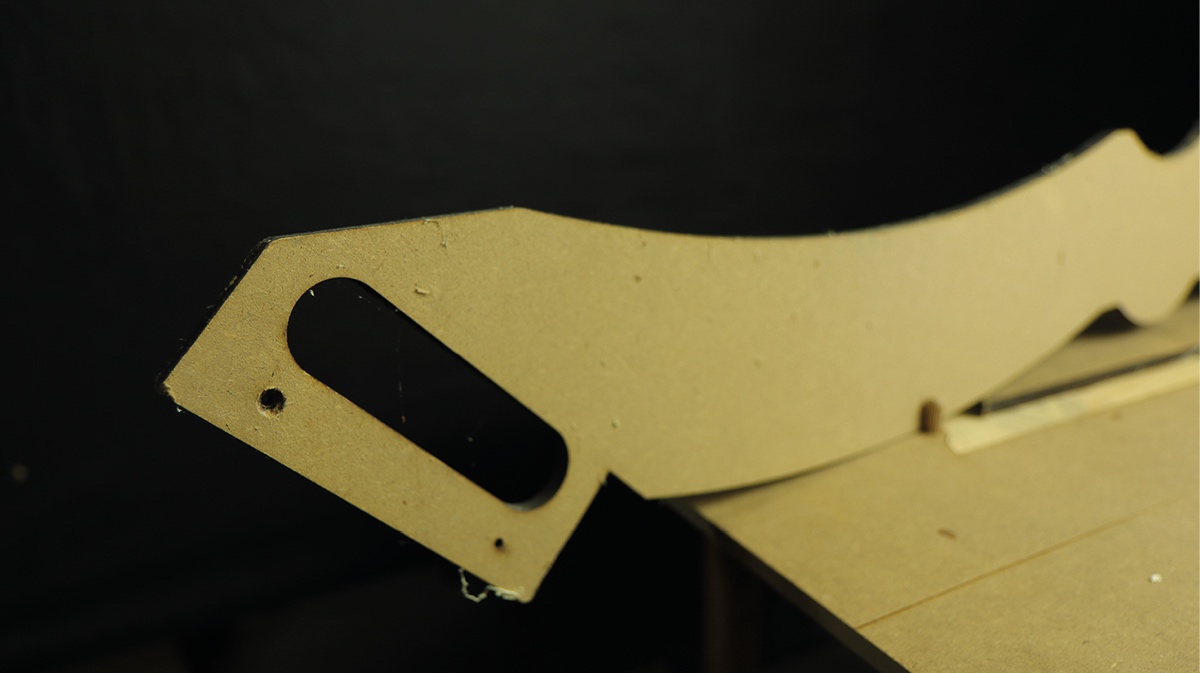
Egy érdekes sablon látszik a következő két képen. Alapvetően egy karpánt sablonja, de a két végére terveztem egy-egy vállvonal kialakítását segítő vonalat. Ezt 20 mm mélyen kellett megmarni és utána körfűrésszel, vagy csapozó marógéppel megmarni. Így a karpántunk csappal kerül a szerkezetbe.
ÖSSZEGZÉS
A lézeres sablonkészítés nem ördögtől való. Fajlagosan olcsóbb lehet egy CNC felsőmaróval készített sablonnál. A sablon hordozható, a fájlok megőrzése esetén bármikor reprodukálható, nem szükséges mestersablon alkalmazása. Elhagyható a manuális szerkesztés és annak hibafaktora, valamint könnyedén módosíthatók, fejleszthetők. Rendkívül pontos illesztés érhető el általuk.
A lézer segítségével akrilüveg vagyis plexi is megmunkálható. Így átlátszó, főként fúrósablonok is elkészíthetők.
Kapcsolódó dokumentum:
marosablonok-keszitese-lezervago-segitsegevel
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.