Egy élharcos
A köszörűs, vagy szakszerűen megnevezve a szerszámkarbantartó az egyik nagyon fontos ember az üzemekben vagy a szolgáltatóiparban, mert a fűrész- és gyaluszerszámok szakszerű karbantartásától függ azok élettartama, a fűrészelt vagy a gyalult felület simasága, a forgácsolás teljesítményszükséglete.

A gép – szerszám – fa kapcsolatrendszerében a szerszám az egyik legmeghatározóbb elem, mert hiába van jó gépünk és faanyagunk, ha a szerszámok nem megfelelően vannak megélezve és karbantartva, akkor nem lehet minőségi munkát végezni. A szerszámkarbantartás azonban nemcsak a nagy igénybevételeknek kitett, eltompult szerszámok rendszeres élezését jelenti, hanem a meghibásodott élek cseréjét, a szerszámtestek javítását is.
A karbantartást végző embernek nagy szaktudással, a szakma iránti elkötelezettséggel és sokéves tapasztalattal kell rendelkeznie. Jól karbantartott szerszámmal jobb lesz a munkadarab-felület minősége, csökkennek a szerszámélen keletkező hibák, kevesebb lesz a szerszámcsere, és a szerszámot meghajtó motor áramszükséglete, vagyis csökkennek a kieső idők és ezáltal nő a termelékenység.
Éles szerszámmal nagyobb előtolást is lehet alkalmazni a feldolgozó gépeken, ami nagyobb termelést eredményez. Igaz a mondás: „Ha jó és rendszeres a szerszámkarbantartás az üzemben, a problémák elkerülhetők és pénz takarítható meg” – idézi Kendöl József, aki több mint 20 évig dolgozott a soproni Tanulmányi Erdőgazdaság Fafeldolgozó üzem élezőműhelyének csoportvezetőjeként.
Az 1980-ban átadott új fűrészüzem élezőműhelyébe telepített gépek beüzemelését is már ő végezte el. A faipari gépi szerszámélező szakmát kitűnő minősítéssel végezte el Mátrafüreden, az érettségit a Kempelen Farkas Gépipari Technikumban tette le, majd a technikusi vizsgát a Jedlik Ányos Gépgyártástechnológiai Szakközépiskolában szerezte meg.
Szakdolgozatában is ezzel a szak területtel foglalkozott, ugyanis a faforgácsoló szerszámok karbantartását és gépeit mutatta be. Ezután tanulmányait külföldön folytatta. Részt vett Zombori Istvánnal közösen a rosenheimi Lehrinstitut der Holzwirtschaft und Kunststofftechnik szervezésében indított továbbképzésen, melyet a szakmában dolgozó szakemberek számára indítottak, ahol a különböző szerszámok legújabb gépeken való szakszerű élezésén kívül a szerszámok karbantartását is megtanulták.
A rosenheimi tanfolyamon az oktatóval és Zombori Istvánnal
A tanúsítvány
Ezt követően ők oktatták a hazai fűrészüzemek élezőit nemcsak a soproni üzemben, hanem az ország egész területén, ahová hívták őket. Zombori István az elméleti részt tanította, Kendöl József pedig a gyakorlati oktatást tartotta. Nemcsak oktattak, hanem segítettek is a hibák feltárásában, a gépek pontos beállításában – büszkén mutatja a fényképen, hogy Szolnokon a kézi fűrészfog sajtoló beállítását is ők végezték el. Részt vett több kutatásban, előadást tartott egyetemistáknak, valamint a technikumi osztályok gyakorlati képzését és vizsgáztatását is ő végezte.
Kendöl József élező
Most is nagyon szívesen beszél arról, hogy mire kell odafigyelni pl. a szalagfűrész lapok vizsgálatakor. A fűrészelő szerszámok fogtő vonala a munkavégzés során felmelegszik, megnyúlik, így a szerszám merevsége csökken, vágási hibák keletkezhetnek.
Meg kell vizsgálni, hogy a szerszám rendelkezik-e a szükséges belső feszültséggel, amelyet úgy lehet megállapítani, hogy a vizsgálatot végző a lapot felemeli és megnézi, van-e keresztirányban behajlása, vagyis az egyenes mérővonalzó és a fűrészlap között látható-e megfelelő rés. Ha nem, akkor hengerelni kell, amit az egyengető asztalra szerelt laphengerlő géppel kell elvégezni, meghatározott sorrendben.
A megfelelően hengerelt fűrészlapoknál a nyújtás miatt a fűrész hátvonala enyhén megnyúlik. A nyúlás mértékét is ellenőrizni kell. Ez azért fontos, mert a gépbe behelyezett ilyen lapok feszítésénél a fogzóna feszesebb lesz, és ez biztosítja az egyenes vágást. Ha a hátvonal nincs kellően megnyújtva, akkor feszítéskor a hátvonal lesz a feszesebb és ferde vágás következhet be.
Nagyon fontos még a lap egyenetlenségeinek a megszüntetése, amellyel a lapok hólyagosodása és csavarodottsága szüntethető meg. Ez is nagy szaktudást igényel, mert nem mindegy, hogy milyen irányban és milyen erővel történik a kalapálás. Visszatérve a szakmai képzésre, Kendöl József arra törekedett, hogy tudása mindig naprakész legyen. Részt vett Biberach-ban a Vollmer cég szervezésében egy úgynevezett „Sägendoktor” tanfolyamon, ahol a cég legújabb fejlesztéseit és azok kezelését mutatták be.
Vollmer élezőgépeket gyártó cégtől kapott elismerés
Ezen a tanfolyamon olyan, a legújabb automata élezőgépek kezelését tanulták, ahol nagyon fontos a pontos lapvastagság, a homlokszög- és fogosztás-beállítás. A z előtolás finombeállítását is nagyon pontosan kellett elvégezni, úgy, hogy a lefelé haladó fűrészkorong a fog homlokát könnyedén érintse: az előtolásnak akkor kell kezdődnie, amikor a fűrészkorong a fogtövet elérte és elindul felfelé.
Ilyen esetben a köszörű végigélezi a homlokfelületet és a hátfelületet. A nem megfelelő beállítás a fog kihegyesedését vagy letörését eredményezi. A fogmagasság beállításánál arra kell ügyelni, hogy a köszörűkő eredő mozgása a hátfelülettel párhuzamos legyen, és az elején nagyobb legyen a fogmagasság a szükségesnél, így megelőzhető a köszörűkő törése.
Sok hiba forrása ugyanakkor a lapok hely telen végtelenítése, a rossz hegesztés miatt ugyanis a fűrészlap futása egyenetlenné válik és helyi túlterhelést okozva törést idézhet elő. A képzésen külön foglalkoztak a lapok éltartósságának a növelésével, a nagy frekvenciás fogcsúcs edzéssel, ahol a fűrészfog élét kb. 0,2 mm mélységben megedzik.
A stellitezési hibák közül a leggyakoribb a stellitlapka rossz behegesztése, amelynek következtében összeolvadási hibák alakulnak ki. (A stellitlapka = stellit nevű anyagból készült lapka (kicsi lapocska), amit a fűrészfogak hegyébe hegesztenek, a stellit nagyon kemény anyag, lassabban kopik, mint más keményfémek.) A szerszámok napi használatával kapcsolatban Kendöl József arra is felhívja a figyelmet, hogy először mindig nagyon alaposan át kell vizsgálni a gépről levett szerszámot és minden kis elváltozásra figyelni kell, mert az időben észrevett hiba nagyobb bajtól mentheti meg a szerszámot.
Arra is érdemes rájönni, hogy mi okozhatta az elváltozást, mert ha nem sikerül megfejtenie a probléma okát, további meghibásodások is keletkezhetnek. Véleménye szerint a szerszámkarbantartást komolyan kell venni. Nagyon fontos, hogy megfelelő szakmai tudással és szakmaszeretettel rendelkezzenek azok, akik ezt a pályát válasszák, mert ezt csak szívvel lehet igazán jól csinálni. Nyugdíjasként még most is érdeklődéssel figyeli a szakirodalmat.
Napjainkban már számítógép-vezérelt automata gépek vannak, amelyekbe kódolt szerszámokat tesznek, és amelyek hozzák magukkal a műszaki paramétereiket: a fűrészlap anyagának összetételét, a fogak szögeinek értékét, a fogosztást, a fog alakját, az eddigi élezések számát, a futott üzemórát stb. Ezen adatok alapján a gép automatikusan állítja be az élezéshez szükséges adatokat.
Sok új fogkialakítású szerszám jelent meg a piacon, ahol már nedves élezést és mélyköszörülést alkalmaznak, ami azt jelenti, hogy az élező szerszám egy löket során végzi az előköszörülést és a finomköszörülést. A fűrészlapokban keletkező feszültséget ún. véges elem módszerrel vizsgálják.
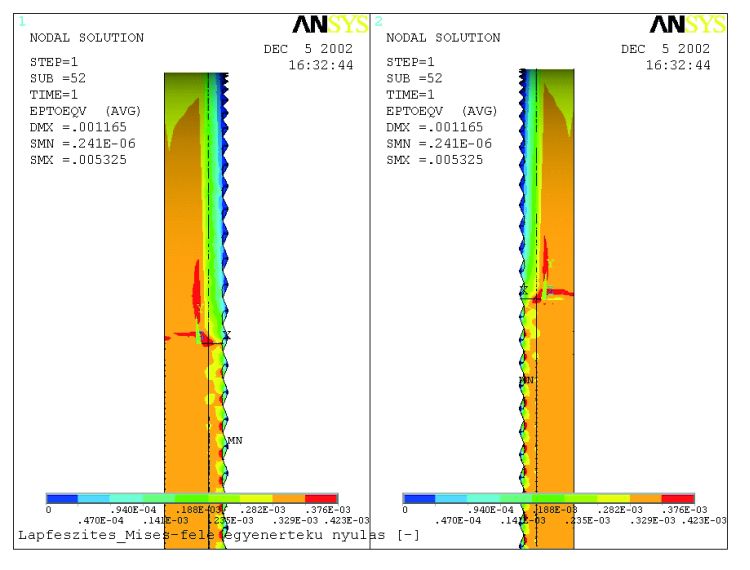
Feszültségelemzés véges elem módszerrel
A fűrészelés egész folyamata alatt elektronikus adatgyűjtés folyik, ahol minden mérési pontról másodpercenként 3 adat érkezik. Rögzíteni tudják a lapsíkváltozás értékét, a lapfeszítés értékének változását, a vágósebesség változását, a lap oldalirányú kitérésének mértékét, a vágási magasságot vágás közben, a villamos energia felvételt stb. Ezen adatok segítségével nyomon tudják követni – munkavégzés közben – a szerszámokat ért hatásokat, és könnyebben meg tudják állapítani a hibák okait. Igaz ugyan, hogy az egész munkafolyamat ellenőrzés alatt tartható, de a személyes tudás és jelenlét még napjainkban is nélkülözhetetlen.
Forrás:
Dr. Hargitai L., Boronkay L., Zombori I. (1985): Forgácsoló szerszámok I. Budapest, 1985 FATE Műszaki és Környezetvédelmi Bizottsága pp. 1-139.
Dr. Hargitai L. (1996): Keretfűrészlapok fogkialakításának hatása a vágási felület minőségére.. Bútor és Faipar 1996. június–július.pp. 24-25.
Boronkai László (2003): Faipari Kézikönyv III.
Dr. Láng Miklós: Famegmunkáló szerszámok karbantartása alfejezet. Sopron, Faipari Tudományos Alapítvány pp. 305-313.
Dobránszky János (2015): A szalagfűrészlapok tönkremenetele. Budapest, DYth Műszaki Tanácsadó Bt. pp. 209-215.
Kapcsolódó dokumentum:
egy-elharcos
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.