Szélesség- és hossztoldás
Az épületasztalosiparban a nyílászáró szerkezeteknél közel ötven éve kezdték alkalmazni a szélességtoldást a kedvező anyagkihozatal és a minőségjavítás érdekében. Ehhez nagyban hozzájárult a körkéses marószerszámok használata, amit ma a H5-ös kontraprofilos technológia is alkalmaz.
Előnyösen került alkalmazásra az ablakszerkezetek különböző méretű anyagainak az önzáró eresztékes összeragasztása, ami az 1. ábrán látható.
A két alkatrész eresztékeit a többfejes gyalugépen dolgozó körkéses marószerszámok készítették el, majd a ragasztóval megkent eresztékeket összefordítva, két meghajtott henger az alkatrészeket összenyomta.
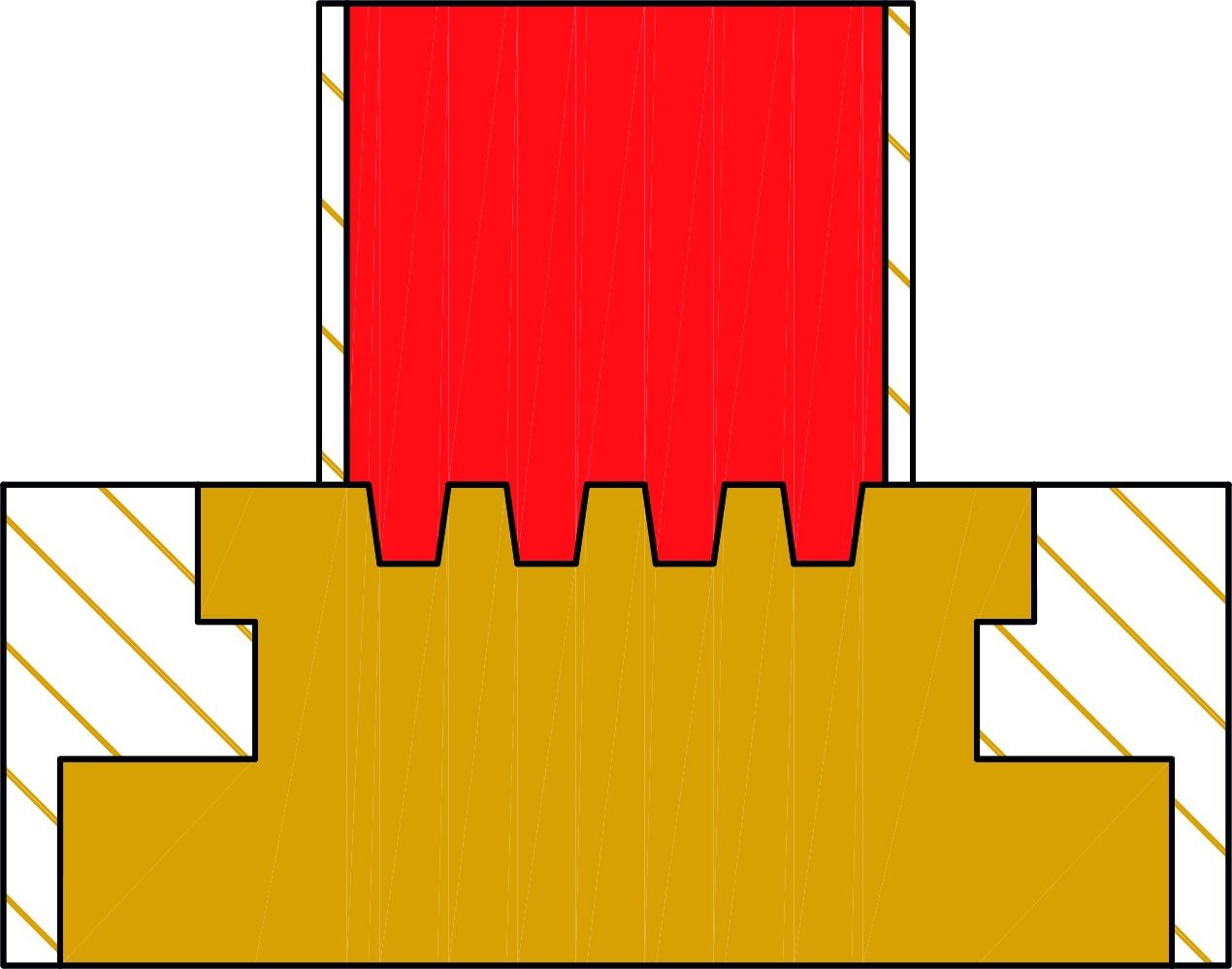
1. ábra: ablaktok összetoldása
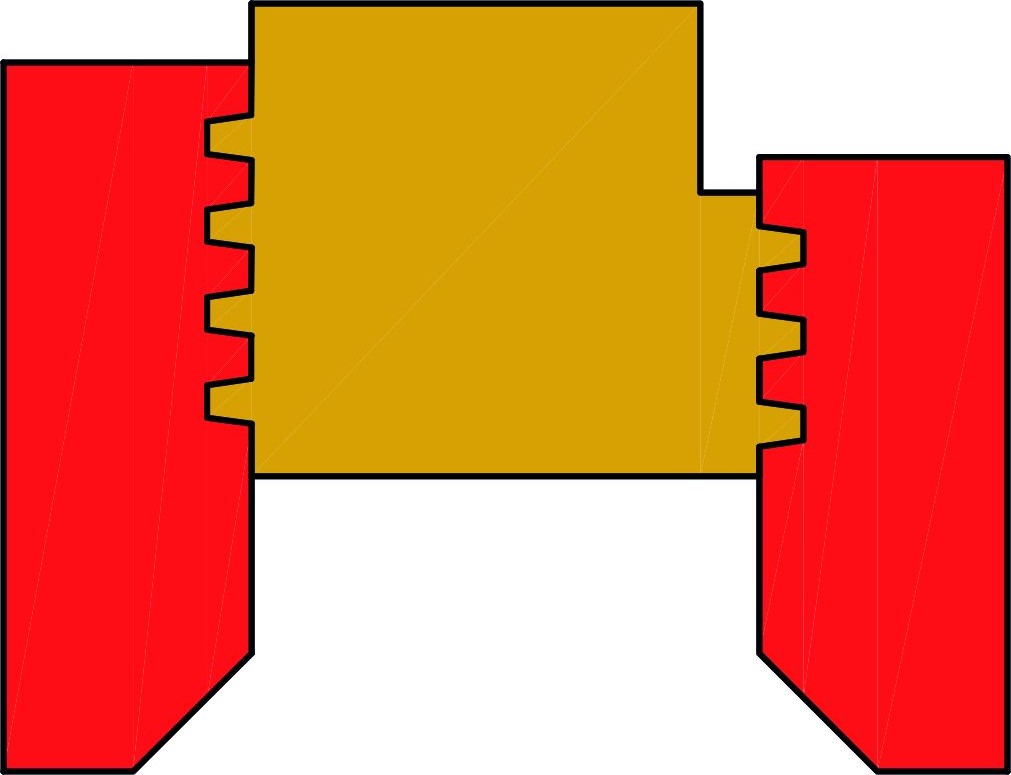
2. ábra: hevedertok összetoldása
Az ajtótoknál a borításokat a tokra kezdetben 30–40 cm távolságra szögezték, majd kapcsozták. Ennek a kiváltására került alkalmazásra a 2. ábrán látható tok és a borítások eresztékes összeépítése, ahol a ragasztóval megkent alkatrészeket hengerek között, illetve présben nyomták össze. A technológia a termelékenység mellett minőségileg is javulást hozott.
A H5-ös kontraprofilos ablaknál is alkalmazzuk a szélesítő toldásokat, mint az a 3. ábrán látható, jelentős faanyag-megtakarítást eredményezve, a célnak jobban megfelelve. A lépcső- és ajtóbetétek készítéséhez gyártjuk az 1. kép szerint a nagy teljesítményű gyorsacél szerszámokat. A bordázat elsődleges célja a már vastagolt anyag megvezetése a ragasztásnál.

1. kép: szélességtoldó szerszám és variációi
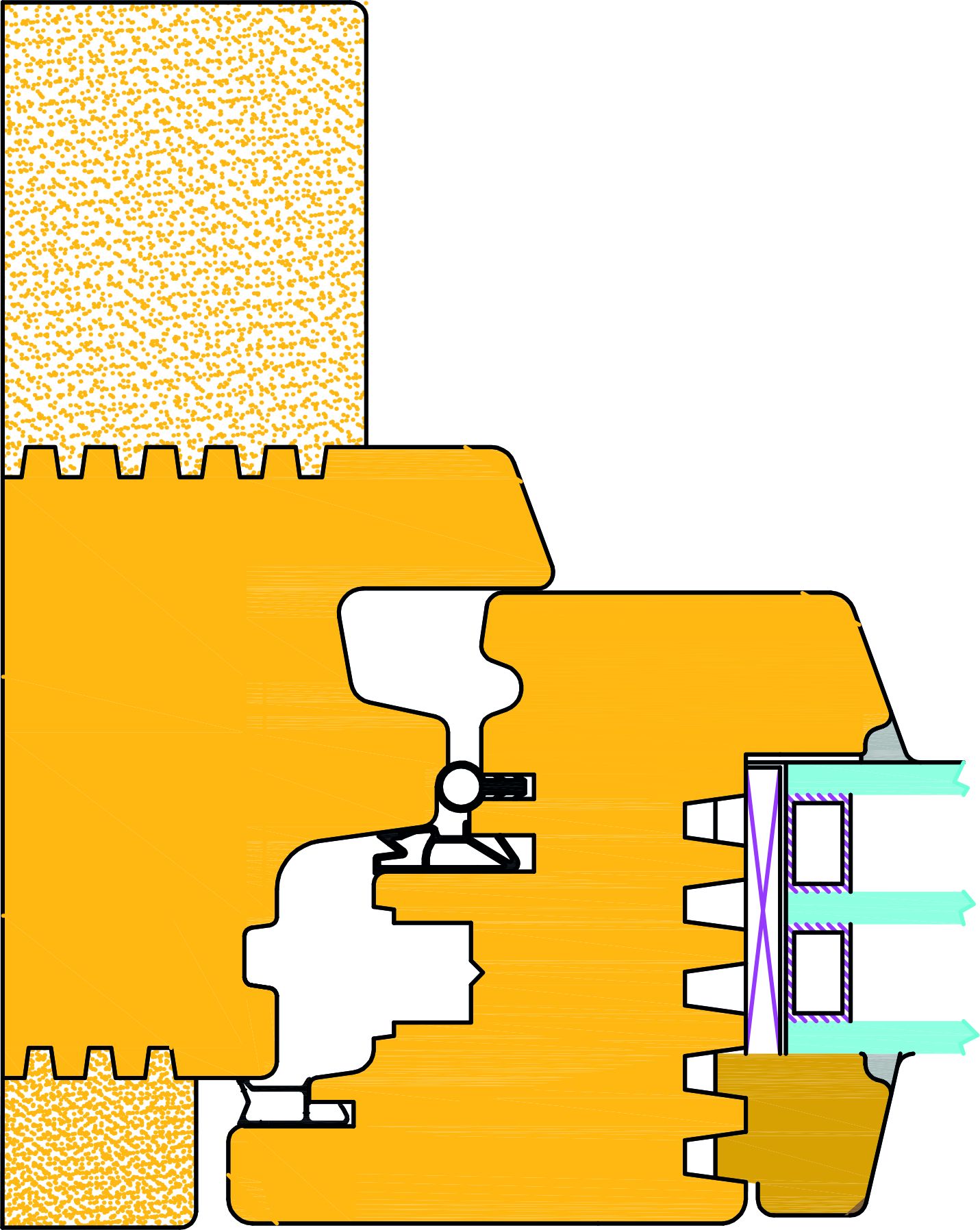
3. ábra: H5-ös ablaknál alkalmazott szélességtoldás
A hossztoldó szerszámot a METNER Faipari Szerszámgyártó Kft. a hazai igények szerint fejlesztette ki, a megfelelő gyártástechnológiával és gyártókapacitással.
A fokozott pontosságú szerszám, kedvező árával és minőségével, valamint javítási és felújítási lehetőség biztosításával vált a faipar elismert szerszámává.
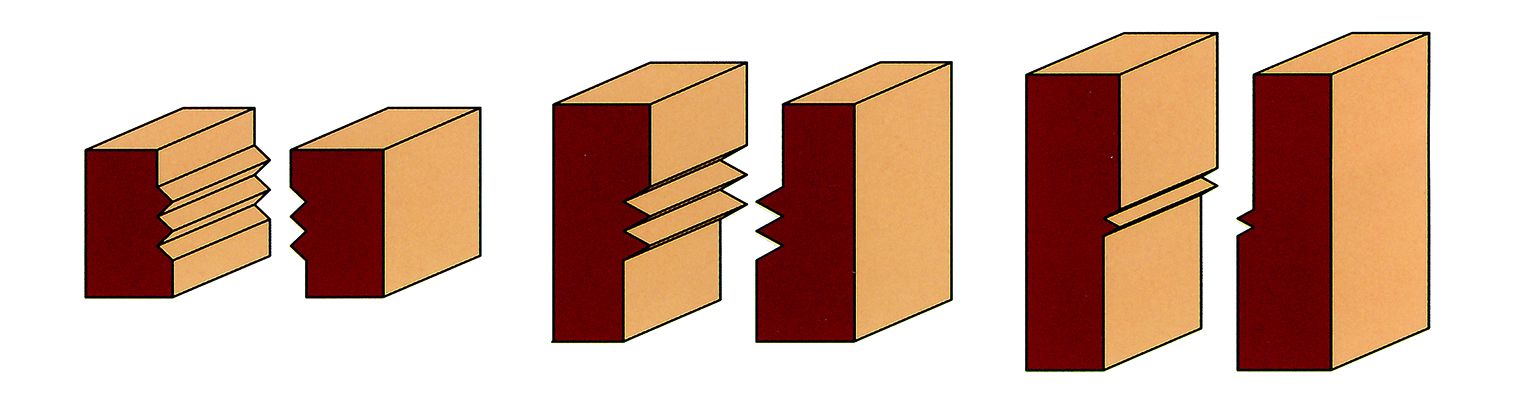
A hossztoldás ékfogai általában 9–12 mm hosszúak, alakjuk a 4. ábrán láthatóak.
A hullámos és trapéz (a., b. ábra) fogalak kevésbé szerencsés a hossztoldásra, legjobban elterjedt vékony, csúcsban lekerekített (c. ábra) fogalak alkalmazása, míg az általunk gyártott szerszám (d. ábra) fogalaknak felel meg.
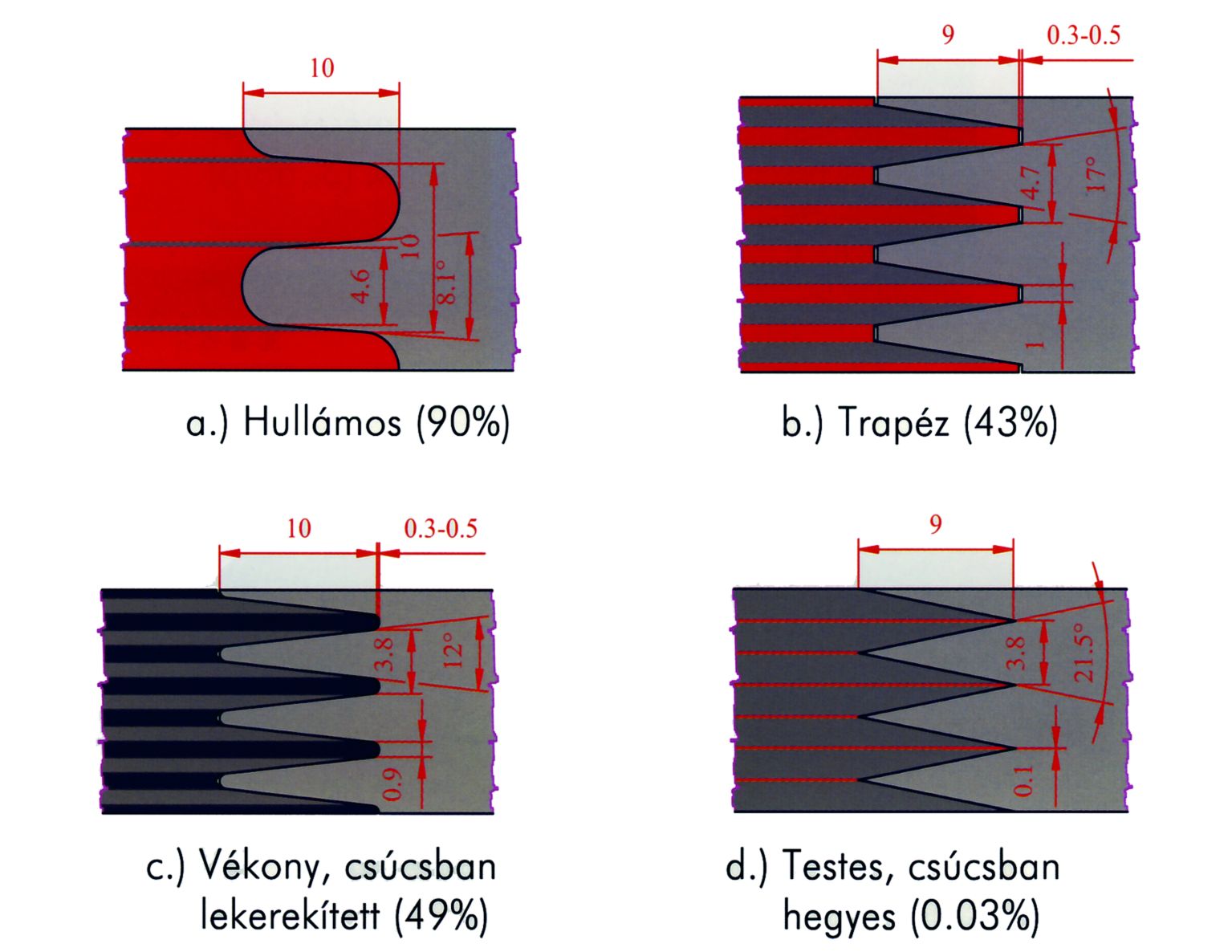
4. ábra: hossztoldás alkalmazott foglalakok
Az ábrákon látható, hogy az egyes fogalaknál hány százalékban történik a fa rostjainak közel merőleges átvágása. A legszembetűnőbb, hogy a hegyes csúcsban végződő fog szinte nem végez (d. ábra) bütü forgácsolást, a rostokat több mint 99%-ban a fogak ferdén vágják át, ami a forgácsolás tekintetében rendkívül előnyös. A hossztoldó szerszámokból igen változatos a választék, szemben az általunk gyártott egységes szerszámkonstrukcióval, amely ennek ellenére minden hossztoldási feladathoz használható.
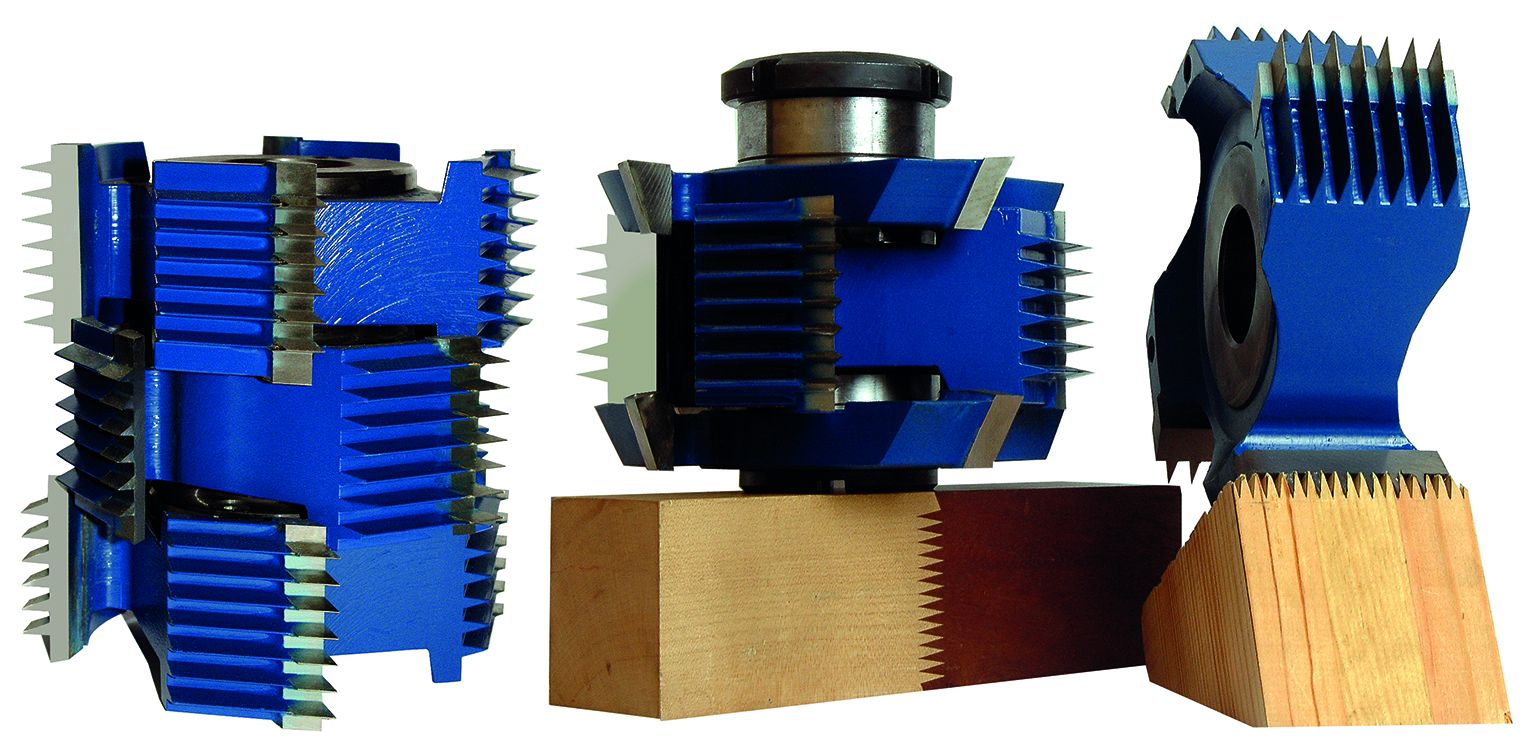
2. kép fűzhető és voltozó hossztoldó
A 2. képen a 160 mm-es átmérővel készült hossztoldókat látjuk. A marószerszámokat az 5. ábra táblázata szerint lehet kiválasztani, magassági méretekben a szerszámok egymásra fűzhetőek.
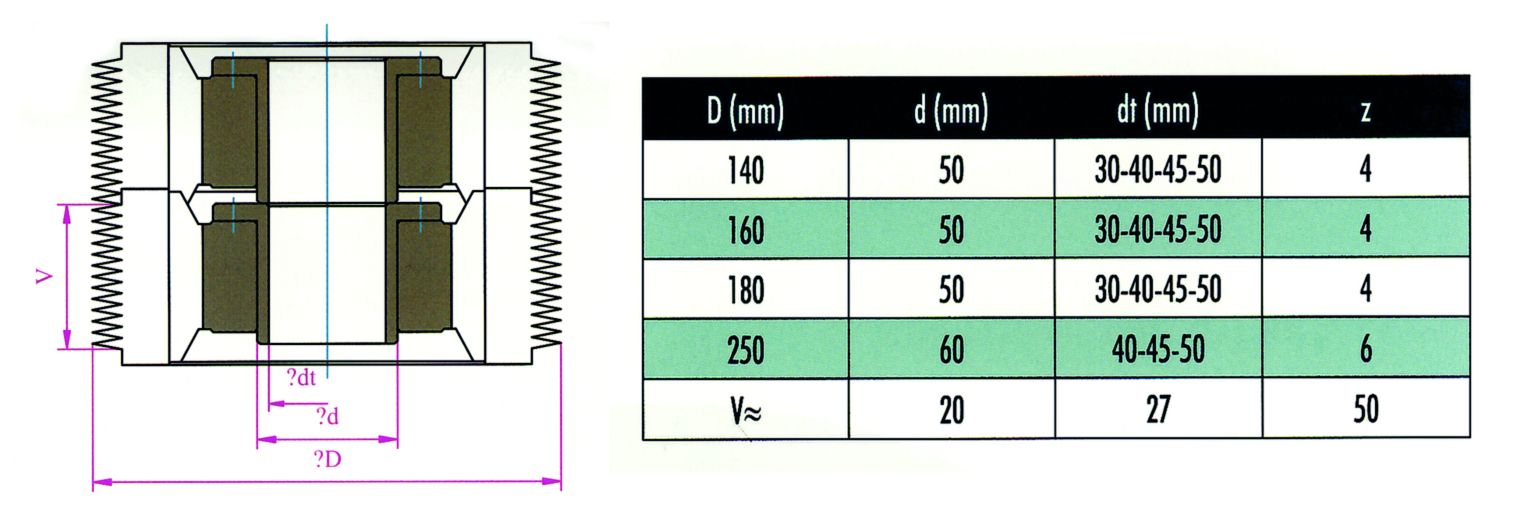
5. ábra: hossztoldó összerakása és táblázata
Látszó felületű hossztoldásnál igény jelentkezik az alkatrészek egyenes csatlakozására, amit a vállas hossztoldóval készítünk a 6. ábra szerint.
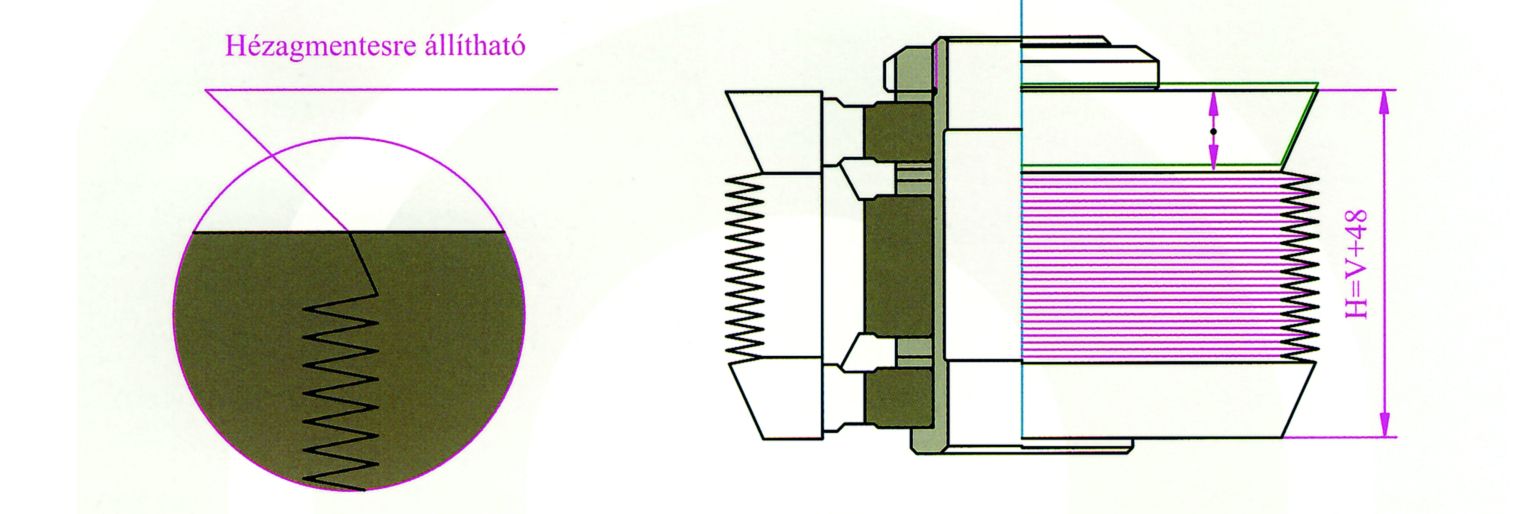
6. ábra: vállas hossztoldó
Azáltal, hogy a kiegészítő szerszámok ferde vállakat készítenek, pontosan beállítható a szerszám.
M78A92 Szerszámgyártó Kft.
1103 Budapest,
Gyömrői út 76-80.
Tel./fax: (1) 433-40-70
Mobil: 06-30/600-15-26
Adószám: 25408254-2-42
E-mail: info@metner.hu
www.metner.hu
Kapcsolódó dokumentum:
szelesseg-es-hossztoldas-az-epueletasztalos-iparban
Tetszett a cikk?
Cikkajánló

Több mint restaurálás – A boconádi Szeleczky-kastély parkettájának története
Hiszek abban, hogy nincsenek véletlenek – minden akkor történik, amikor eljön az ideje. 2024. január 3-án e-mailben megkeresést kaptunk Boconádról, egy Heves vármegyei kis településről.

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.