A csiszolás múltjából
Előző cikkemben – Magyar Asztalos, 2018. július – a csiszolás messzi múltból induló történetével az asztalosságban való megjelenéséig, s az első magyar nyelvű szakkönyvben való ismertetéséig jutottunk. Múltba nézésünket innen folytatjuk.
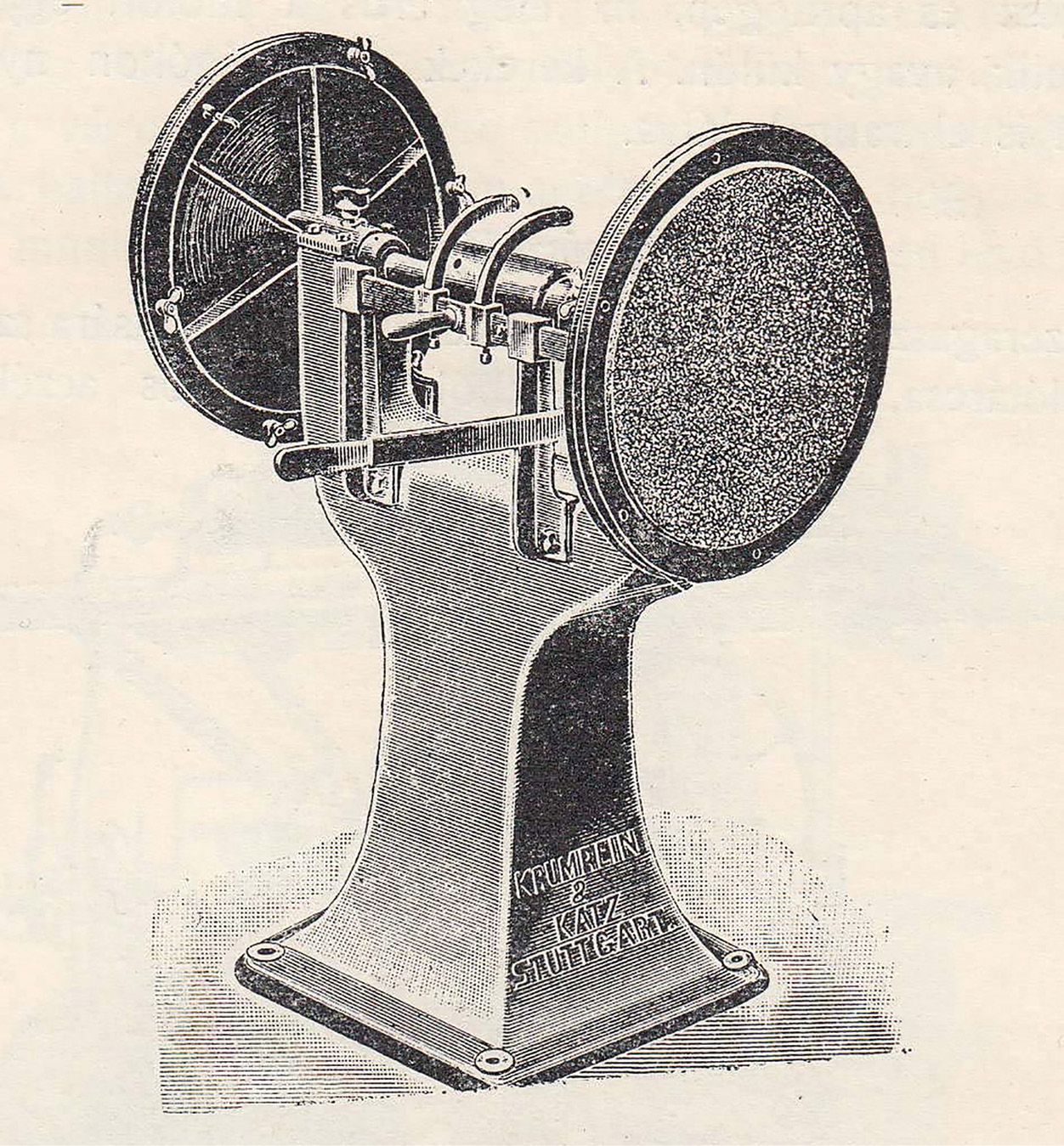
Tárcsás csiszológép – Krumrein & Katz, Stuttgart (Erdészeti géptan, 1907)
A csiszolás hamar polgárjogot nyert az asztalosságban. Egyrészt tudjuk, hogy a csiszolásnak akkor már volt hagyománya, másrészt ne felejtsük el, hogy a XIX. század utolsó harmada a romantika, a historizmus és az eklektika ideje volt, harmadrészt a kor újgazdagjai (mint mindig) pompát kívántak, bármi áron! Soha nem esett annyi szó Magyarországon az asztalosműhelyekben az ébenfáról és a mahagóniról, mint akkor – a neostílusok idején.
A műhelyekben és az akkoriban megjelenő szakkönyvekben viszont egész fejezetek szólnak e nemes fák utánzásáról – valójában hamisításáról. A hiteles utánzás/hamisítás az viszont nagy tudás, amivel csak a szakmában amúgy is kiemelkedők próbálkozzanak! Megbízható szaktudás első renden a műhelyben szerzett gyakorlatból s azon túl, szakkönyvekből szerezhető.
A Kiegyezés után, a céhek eltörlését követően az ipariskolák felállítása és a szervezett szakoktatás megindítása hozta meg a tankönyvek utáni általános igényt. Örökségünk ebben a tekintetben (is) szomorú volt. Bécs az ország iparosítását századokon át fékezte, tudatosan gátolta. Lemaradásunk a Nyugathoz képest, az ipari forradalom sodrában nagy, s évről évre mind nagyobb volt. Ennek ledolgozása és pótlása a dualizmus évtizedeiben indult meg, és nagyrészt meg is történt. A lakosság nagy részét adó agrárnépesség ipari munkássá való átneveléséhez generációk fokozatos munkája kellett. A fejlődés a mi gazdag céhes hagyományú szakmánkban is elindult. A sokrétű, bonyolult asztalosmunkát – a korábbi műhelytapasztalatokra támaszkodva – már az első tankönyvek is szakaszokra bontva tárgyalják. A csiszolás a „befejező műveletek” közé tartozik, amit a színezés és a fényezés követ. A XX. század tízes éveinek szakkönyveiben a csiszolást részletesen ismertető, pontos leírásokkal találkozunk. A tennivalók és a hozzá szükséges segédanyagok a munka anyagától és a folytatástól, a végcéltól függenek.
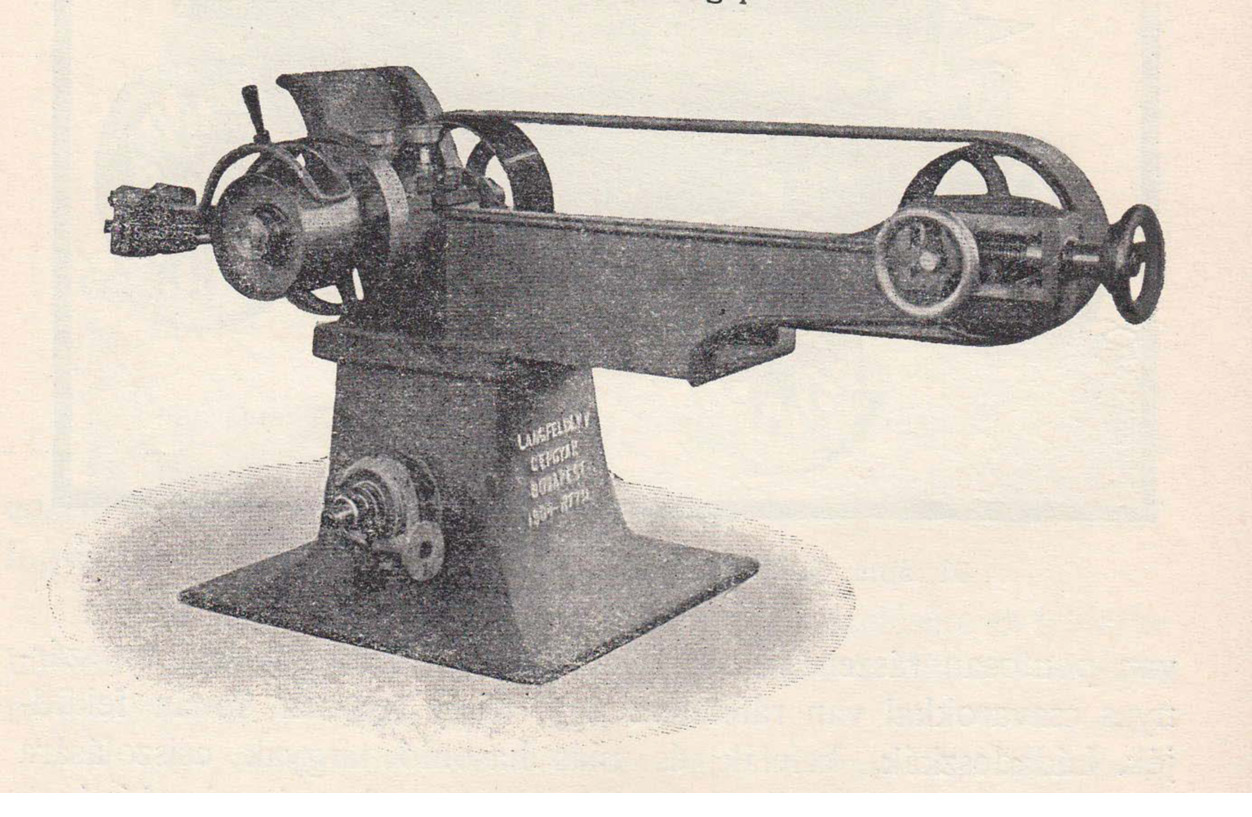
Szalagos csiszológép – Langfelder, Budapest (Erdészeti géptan, 1907)
„A csiszoláshoz különböző anyagokat használunk: horzsakövet, (habkő) és horzsakőport, csiszoló köveket, különleges esetekben faszénport, krétát, bécsi meszet, tripoli földet, továbbá egyéb érdes anyagokat, mint lószőrt, nemezt, vászonrongyot stb. végre vizet és olajokat: lenolajat, paraffin-, terpentin-, mák-, dió-, virágolajat, zsírt, faggyút.
A csiszolás módja a fa milyenségétől, a csiszolóanyagoktól és a csiszolás után következő színezési és fényezési eljárástól függ.
Az olajfestékkel mázolandó fenyőfát a meggyalulás után természetes vagy mesterséges horzsakővel, vagy durvább üvegespapírral csiszoljuk a szálirányhoz ferdén – keskeny darabokon, párkányléceken párhuzamosan.
Keményfát, ha saját színében marad s nem lesz politúrozva, szinlőpengével való lehúzás után szárazon, fokozatosan finomabb üvegespapírral csiszolunk, szálirányban. Ha simább felületet akarunk kapni, a fát benedvesítjük, miáltal a likacsokba nyomott rostok kidagadnak, s száradás után előbb gyengén keresztben, vagy ferdén, azután erősebb nyomással szálirányban csiszoljuk le üvegpapírral. Ezt az eljárást esetleg többször ismételjük. Akkor lesz szükség erre, ha vizes pácot használunk…
Legnagyobb jelentősége a csiszolásnak politúrozandó munkáknál van, azért mondja az asztalos, hogy a jó csiszolás fél politúrozás."
A csiszolás és a pórustömítés – a politúrozás első fázisa – egymást követve, szinte összeérnek.
„A politúrozáshoz sima és kemény alapra van szükség, amit csupán csiszolással… nem érhetünk el, hanem csak úgy, ha az tömítéssel, azaz a likacsoknak betöltésével van összekötve. Általánosan elterjedt eljárás ily esetben az, hogy a fát valamely száradó olajjal, többnyire lenolajjal és természetes horzsakővel csiszolják. Az olajtól felduzzadt és kidagadt rostokat részint lecsiszoljuk, részint pedig az olajból, horzsakőporból és lecsiszolt farészecskékből képződő ragadós tömeg azokat a likacsokban leköti. Az olaj meggyantásodása folytán ily módon a fa likacsai betöltetnek, s kemény alap képződik a fa felületén.” (Raffay L. 1911)

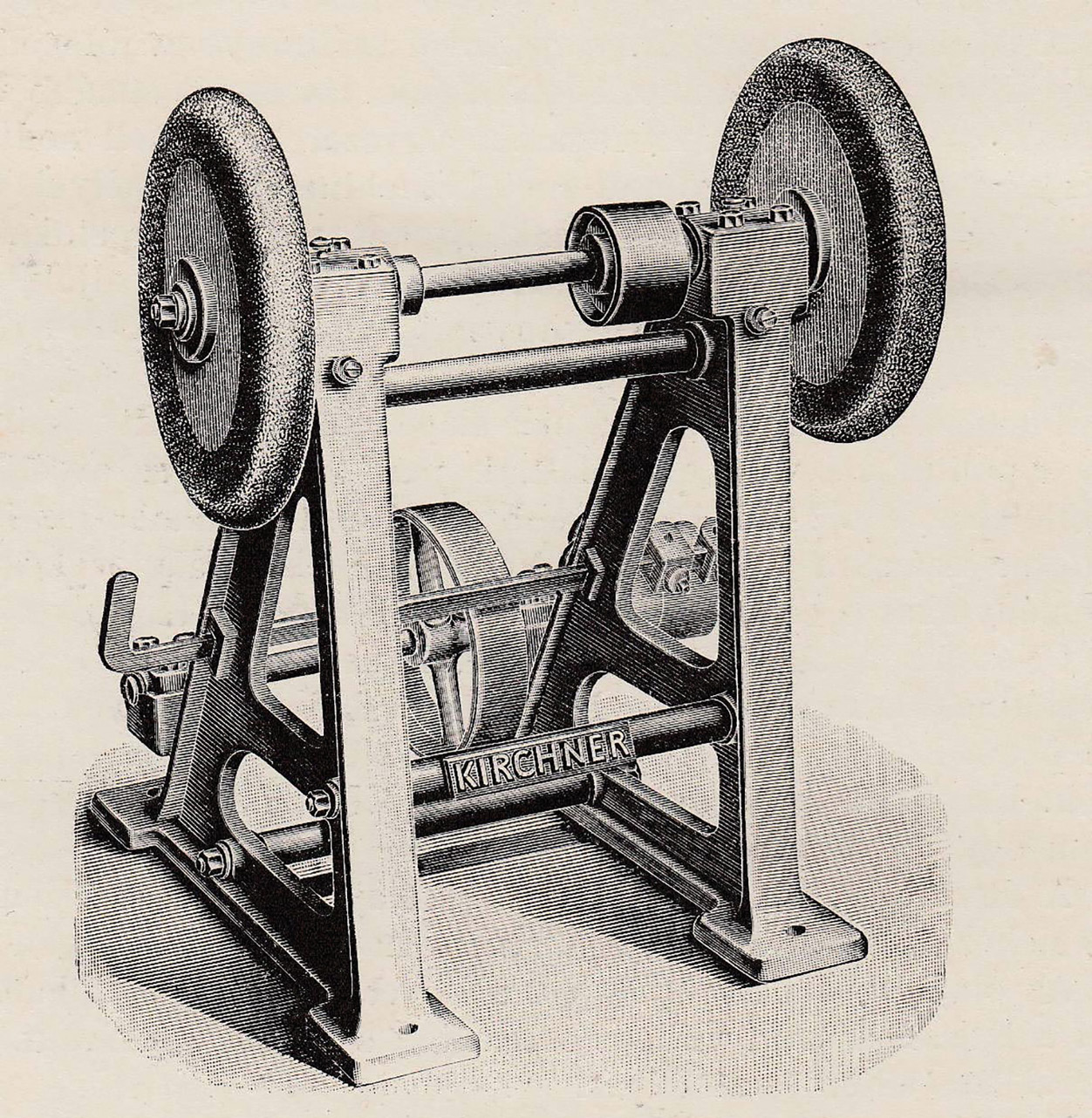
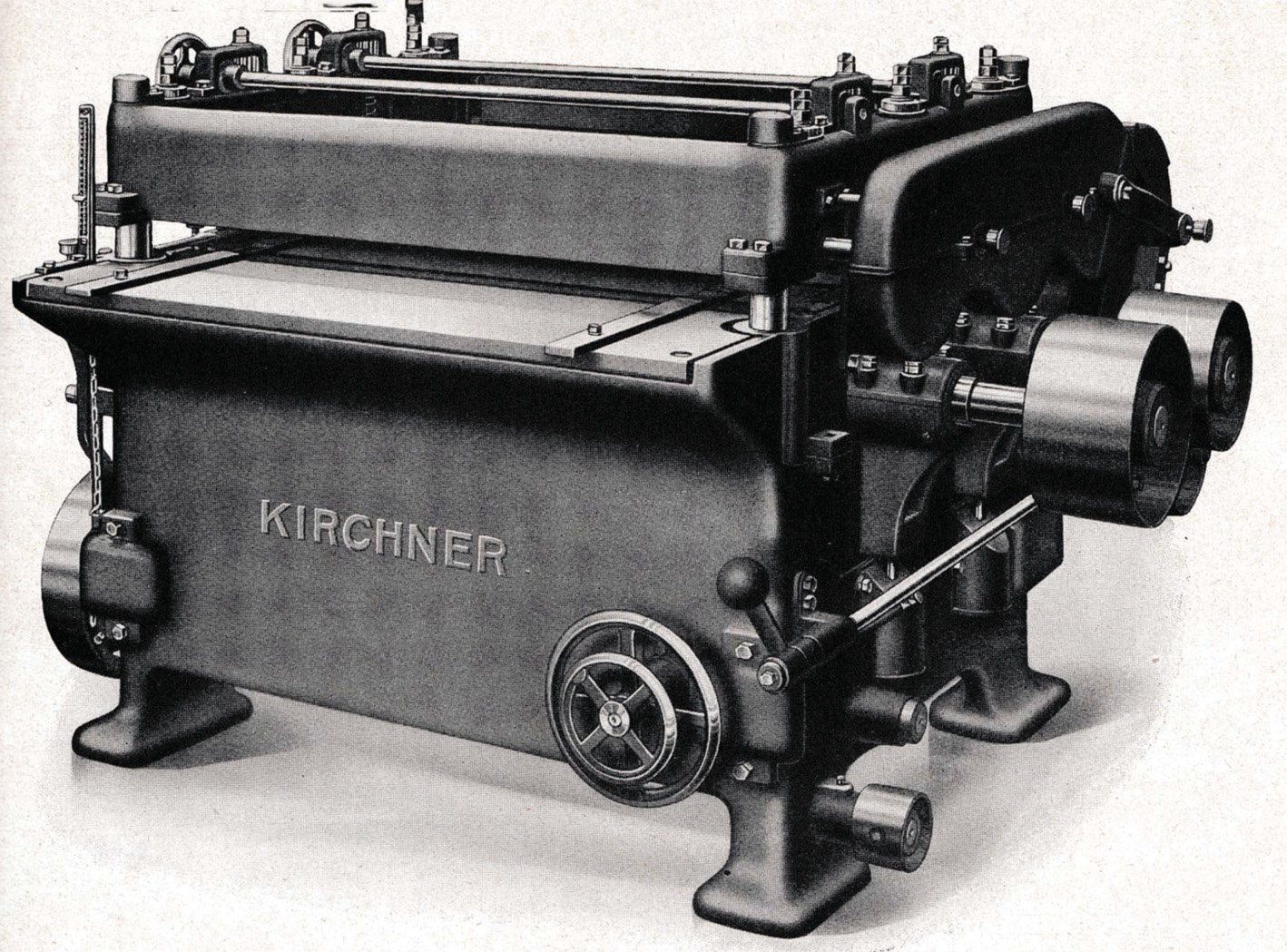
Tárcsás csiszológép befogó és előtoló szerkezettel – Kirchner, Leipzig (Fatechnológia, 1914)
Szakkönyveink leírásai egyre pontosabbak. „A gyakorlatból… tudjuk, hogy a legnagyobb gondosság, legnagyobb ügyesség mellett sem lehet a fa felületét gyaluval és szinlőpengével teljesen síkká kiképezni…
A leggyakrabban használt csiszolóanyag az üvegespapír, melyet külön e célra szolgáló gép segélyével állítanak elő. A megmosott üvegcserepeket zúzó- vagy hengerművek segélyével összetörik s különféle finomságú szitaműveken megszitálják, miáltal különböző finomságú üvegport kapnak. Ezeknek a finomsága szabja meg azután az üvegespapír finomságát. Az üvegespapír finomságát számozással jelzik. Legfinomabb a 0000 jelzésű. Ez után következnek a 000, 00, 0, 1, 2, 3, 4, 5 jelzésűek. Az 5-ös a legdurvább.
Az üvegespapír előállítására szolgáló gép egyik végén két nyeregszeg közé van befogva a papírtekercs; előtte egymás felett elhelyezett tápláló hengerpárt látunk, mely a papirost a tekercsről lefejti s azt a tápláló henger előtti asztalra tolja. Az asztal felett van elhelyezve a két adagolótölcsér, melyek közül az egyikből a ragasztóanyag folyik, melyet a tölcsér mögött elhelyezett egyengető kefék egyenlő vastagon oszlatnak el a papíron, míg a másik tölcsérből a kívánt finomságú üvegpor hull a ragasztószerrel már egyenletesen bevont papírra. Hogy a tápláló hengerek által előtolt papiros az elosztó keféknél fel ne kunkorodjék, azt az üvegporos tölcsér előtt lévő üreges hengerpár húzza, s minthogy az belül gőzzel van megtöltve, egyúttal szárítja is. A gép látja el a papirost az alsó oldalán a gyár cégjegyével és a finomságot jelző számmal is.
Jó az üvegespapír, ha papírja nem túlságos vastag, nem törékeny, az üvegszemcsék egyenlő nagyságúak s a ragasztóanyag erősen köti azokat a papírhoz. Kapható tekercs-, fél- és negyedíves alakban. Van üvegesvászon is, de azt a faiparosok drágább volta miatt ritkábban használják.”
Részletesen foglalkozik a könyv a habkő eredetével, tulajdonságaival, kezelésével és használatával. „A mesterséges horzsakő a természetesből készül akként, hogy a porrá tört és iszapolt horzsakőport kötőanyaggal péppé gyúrják és formába sajtolva megszárítják. Készítik kvarchomok és agyagkeverékből is. Ebből a keverékből sajtolt kisméretű téglákat azután kiégetik, miáltal azok likacsosakká válnak. Mind a két fajtájú műhorzsakövet különféle finomságban és keménységben gyárilag készítik…
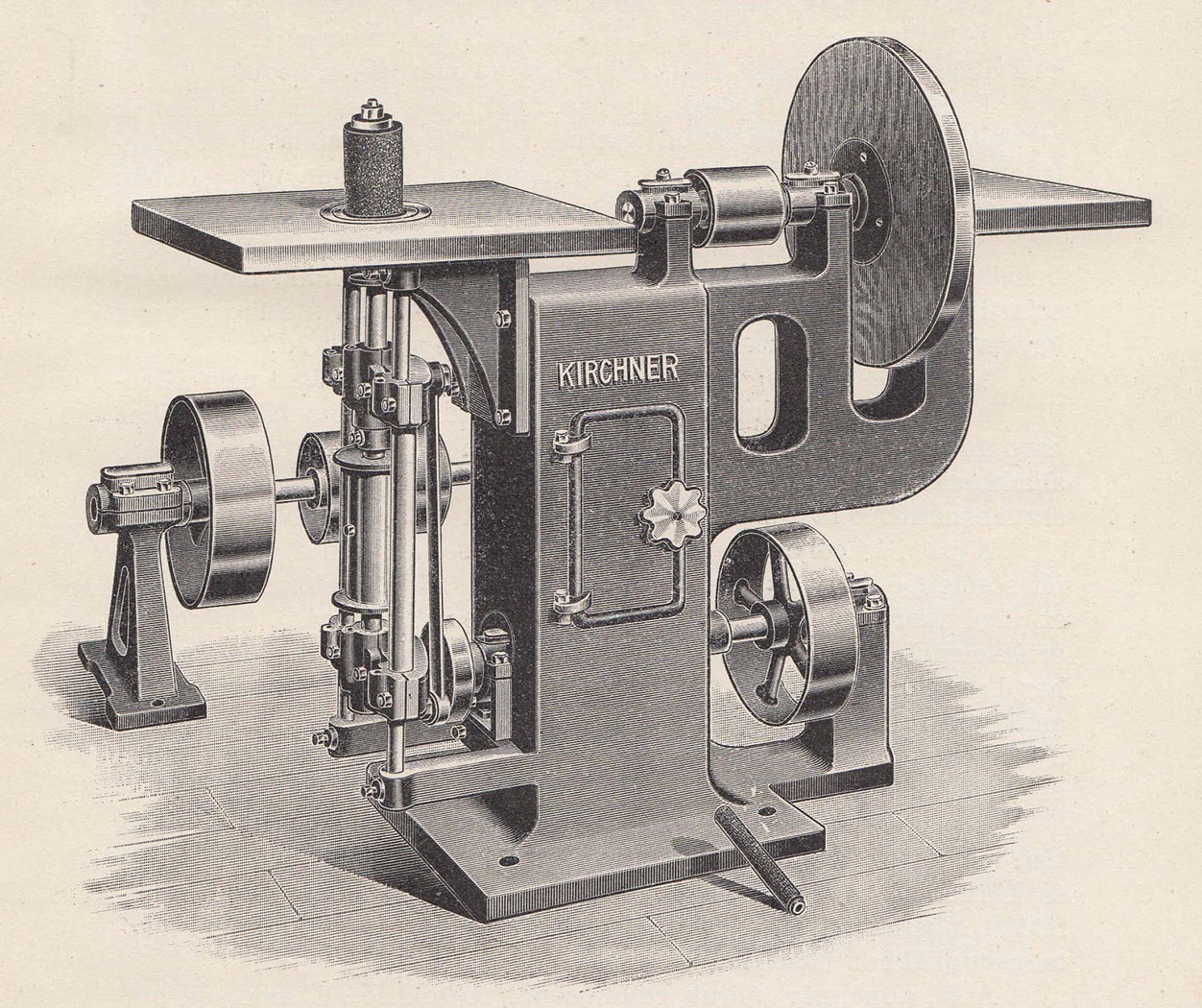
Tárcsás csiszológép ívelt szélekkel, görbe darabok csiszolására – Kirchner, Leipzig (Fatechnológia, 1914)
A különösen finom felületek csiszolására igen alkalmas a horzsakőpor, mely vagy a természetes, vagy a mesterséges horzsakődarabok összedörzsölése által készíthető. De az így nyert por nem eléggé finom… A természetes horzsakövet mindenekelőtt mozsárban finom porrá törjük s a port egy tiszta vízzel telt kádba öntjük. A vizet azután erősen felkeverjük s egy-két perc múlva a zavaros vizet lecsapoljuk. Ha a kádon különböző magasságban három csapot alkalmazunk, háromféle finomságú horzsakőport kaphatunk…
A csiszolóanyagokhoz számítjuk a csiszolóolajat is. A külön e célra készülő, könnyen folyó, színtelen és gyorsan száradó olaj többnyire lenolajfirniszből, szikkativból és kevés terpentinben oldott lakkból áll. Előnye ennek az olajnak a lenolajjal szemben az, hogy színtelen, a fa színét nem sötétíti s gyorsan szárad.” (Diószeghy-Csipkay, 1914)
(Korai szerzőink munkáját nyelvújítási feladatok is szaporították. Szóalkotásaik/leleményeik egy része átment a gyakorlatba, más részét ma már nem értjük, talán meg is mosolyogjuk. A horzsolásból a reformkorban képzett horzsakő ma is ismert szakszavunk, ám a szó alkalmazása itt nem állt meg. „A pórusok illetve kiemelkedések eltávolítására még finomabb horzsákat is használunk az üvegpapírnál és ez a habkőpor vizes posztóval.” (1908). (Jó szó a csiszolószerekre, akár ma is használhatnánk!)
Nagy segítséget kapott a gépesítéssel a faipar minden ága! A gépek a XX. század elején jelentek meg az asztalosműhelyekben és sok-sok munkától kímélték meg az asztalosokat! Egyre gyorsabban, egyre pontosabb munkára voltak képesek, de mivel nagyon drágák voltak, csak itt-ott rendeztek be gépműhelyt. Oda hordták a környék asztalosai az otthon leszabott anyagot gyalulni, vésni, profilozni, vagyis a keresztmetszeti és szerkezeti megmunkálásra. Az így bérben „kigépelt” anyagot aztán otthon állították össze.
Tárcsás csiszológép kis hengercsiszolóval kombinálva, görbe alkatrészek csiszolására – Kirchner, Leipzig (Fatechnológia, 1914)
A viszonylag korán gépesített fűrészelés, gyalulás, marás és fúrás-vésés gépei után megjelentek a csiszolás gépei is. Az első csiszológépek – tárcsás és szabadon futó, csiszolópapírral bevont hengerek még csak tömör fa csiszolására voltak alkalmasak. Furnérozott munkákhoz finomabban dolgozó gépeket kellett konstruálni! A kézi csiszolás és a politúrozás mozdulatait utánzó, tehát az eredeti szándék szerint csiszolni és fényezni is képes gépek készültek ugyan, de a gyakorlatban nem váltak be. A fejlesztés nagy léptekkel haladt. A vezető gépgyártók a húszas évek végére már két- és háromhengeres hengercsiszoló gépeket is kínáltak.
Következő szakkönyvünk már a különböző csiszológépeket külön-külön mutatja be, műszaki adataikat megadja, és legfontosabb tulajdonságaikat értékeli.
Kéthengeres csiszológép – Kirchner & Co, Leipzig (Gyári katalógus, 1928)
„HENGERES CSISZOLÓGÉP
Felületek síkra csiszolására szolgál. A főmozgást a csiszolóhenger, az előtoló mellékmozgást a tárgy végzi. A hengeres csiszológép a vastagsági gyalugéphez hasonló felépítésű…
A hengerek nemcsak forgó, hanem tengelyirányú, oszcilláló mozgást is végeznek. Ennek előnyei: a csiszolás metszéssel van kombinálva, s jobban eltűnnek az esetleges egyenetlenségek. Más gépeknél a metszőhatást úgy érik el, hogy a hengereket az előtolás irányára nem merőlegesen, hanem kissé ferdén helyezik el.
A hengereken filchuzat van, hogy rugalmasak legyenek. Az első hengerre durva, a másodikra közepes, a harmadikra finom csiszolópapírt teszünk. Amennyiben a hengercsiszolóval a fogasgyalut akarjuk pótolni, akkor a második és a harmadik hengert leállítjuk s csak az elsőt járatjuk…
Hajlított tárgyak (pl. asztal- és széklábak) csiszolására függőleges vagy vízszintes, kis átmérőjű csiszolóhengereket használunk. Hengerátmérő: 5–20 cm. Ezek fordulatszáma 1500–3000.
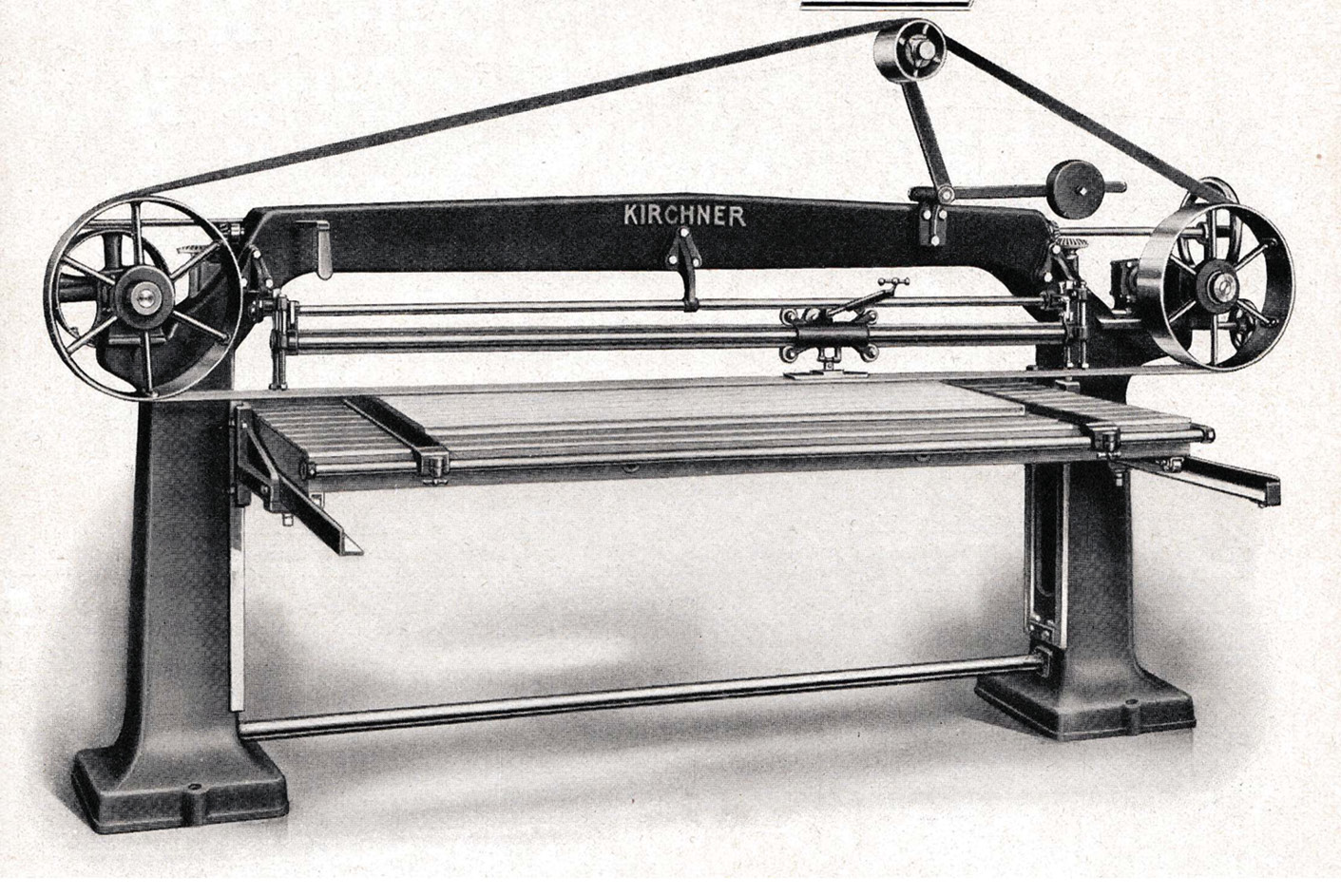
Szalagos csiszológép – Kirchner & Co, Leipzig (Gyári katalógus, 1928)
SZALAGOS CSISZOLÓGÉPEK
Szálirányban való csiszolásra, igen finom felületek előállítására (fényezés alá) alkalmas. A főmozgás folytonos s a szerszám végzi.
A gép állványán két vezeték van, ezen gördülhet a fából készült tárgytartó asztal. A tárgytartó asztal fölött fut a két tárcsa között kifeszített, többnyire 150 mm széles csiszolószalag. A szalagot vagy egy szalagfeszítő tárcsával és súllyal feszítik meg, vagy pedig az egyik tárcsa szánkóra van építve, melyet egy rugó húz kifelé. A két tárcsa közti vezetéken gördülő szánkón nyomópapucs van, amellyel a csiszolópapírt hozzá lehet szorítani a tárgyhoz. A nyomópapucsot egy emeltyűvel szorítjuk le s mozgatjuk jobbra-balra…
Szalagcsiszoló gépeknél a fölső szalag alá asztalkát szoktak tenni, az asztal fölötti részen így kisebb darabokat lehet csiszolni…
Hajlott tárgyak csiszolására olyan szalagcsiszoló gépet használnak, amelynek a tárcsaátmérője kicsi…
TÁNYÉR CSISZOLÓGÉP
Épületmunkák, kevésbé finom munkák csiszolására alkalmas. Előnye, hogy nagy teljesítményű, s sokkal olcsóbb, mint az egyéb csiszológépek. Van vízszintes és függőleges tengelyű tányér csiszológép. Gyakoribb a vízszintes tengelyű…” (Kirchmayer Ö. 1940)
Az itt ismertetett gépek ismerősek. Máig is állnak és dolgoznak különböző műhelyekben, de máig él a kézi csiszolás és annak különböző trükkjei, fogásai is. A háború utáni tankönyvek és kézikönyveink hűen tükrözik az asztalosság akkori általános állapotát, a fejlődés lelassulását és bizonytalan hullámzását.
A fa megmunkálása és alakítása ma is döntően forgácsolással történik, így a csiszolás is még sokáig fogja kísérni az asztalosok munkáját.
Kapcsolódó dokumentum:
a-csiszolas-multjabol-2-resz
Tetszett a cikk?
Kapcsolódó cikkek
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei