Szélesbítő toldás sajátcsapos illesztéssel
A természetes faanyagból készített termékeknél elkerülhetetlen a táblásítás munkafolyamata. Természetesen a lapképzés ezen területén is számos szakmai trükköt, fogást alkalmazhatunk. Jelen cikkünkben a saját csappal történő illesztést taglaljuk.
A mai korszerű ragasztók már nem igénylik a ragasztási felület megnagyobbítását, hogy a kellő szilárdságot elérjük. Azonban a tompa illesztéssel történő táblásításnak sok hátránya is lehet, ha nem vagyunk kellően felkészülve minden eshetőségre.
A legnagyobb probléma, hogy a kantnik négy irányban is elcsúszhatnak. Ebből a lap síkjában történő elmozdulás a legkellemetlenebb. Ha ez a differencia milliméteres nagyságrendet képvisel, akkor a kívánt vastagságot már nehéz lesz tartanunk a keresztmetszeti megmunkálás után.
A síkból történő elmozdulás kivédésére az igen egyszerű megoldásokon túl (tobzások és pillanaszorítók) a nagy helyigényű és robosztus csillagpréseken át számos megoldás ismert. Persze a technológia ezen része az adott lapanyag méretétől és a táblásítás gyakoriságától is függ.
Mi van abban akkor, ha a lap szélessége már meghaladja a gyalugépünk kapacitását? Ebben az esetben nyúlunk az idegencsapos, vagy a kicsit nagyobb odafigyelést igénylő sajátcsapos illesztésekhez.
Ez utóbbiaknál kis fejtörést is okoz, hogy a népszerű patentfejekhez kapható kések széles választékából melyiket alkalmazzuk. Többféle profilkéssel találkozhatunk a katalógusokat böngészve.
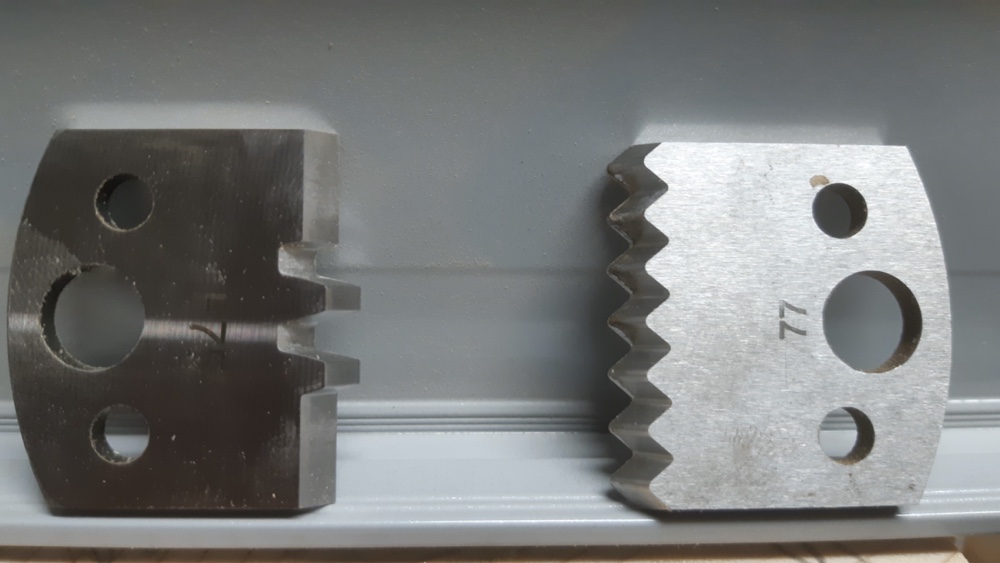
Mi most két kést hozunk példának, az analógia megtalálását más szerszámokkal kapcsolatban az olvasóra bízzuk.
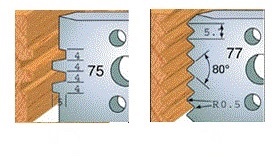
A 75-ös és a 77-es kés közt szemmel látható a különbség. Az utóbbi nagymértékben növeli a ragasztandó felületet, azonban az utólagos megmunkálások során nem várt anomáliákkal szembesülhet a szakember. Nevezetesen a 800-os „fogak” az esetleges egyengetést követően nem egységesen futnak ki a felületen, és ez az elkészített lapanyag síkján rajzolatbeli eltérés generál. Ez főleg egy színezett (pácolt) felületkezelésnél okozhat problémát. A másik probléma, hogy a csúcsoknál nagyon elvékonyodhat az anyag „húsa”, ami szálasodáshoz vezethet.
A 75-ös kés ezzel szemben csak középen tartalmaz csapokat. Az anyag két színén egyenes élek találkoznak, csak úgy, mint a tompa illesztésnél. Azzal a különbséggel, hogy a pozicionálásról a csapok gondoskodnak.
Hátránya mindkettőnek, hogy viszonylag sok anyag forgácsolódik el, illetve a gépbeállításokkal is kell kicsit bíbelődni. A beállítás előfeltétele, hogy minden profilozandó lamella azonos vastagságú legyen.
A jó beállítás azonban a későbbi munkafolyamatoknál megtérül. Amennyiben a kiömlő ragasztót sikeresen távolítottuk el, a táblásított anyag egyenesen mehet a vastagoló gyalugépbe, vagy nagy szélesség esetén a kontaktcsiszolóba. További előnyt jelent, hogy 250-350 mm szélességű lapoknál elhagyhatók a síkban tartó tobzások, ami időben és szerszámfelhasználásban is nagy előnyt jelent.
Forrás:
sulinet.tudasbazis.hu
Tetszett a cikk?
Cikkajánló

Több mint restaurálás – A boconádi Szeleczky-kastély parkettájának története
Hiszek abban, hogy nincsenek véletlenek – minden akkor történik, amikor eljön az ideje. 2024. január 3-án e-mailben megkeresést kaptunk Boconádról, egy Heves vármegyei kis településről.

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.