Gépi gyalulás - sima ügy?
Hiába gépesítünk egy munkafolyamatot, ha az adott megmunkálási technológia csupán keveset képes átvállalni a hatékonyságból amiatt, mert sok beavatkozást, vagy éppen kézi utómunkálatot kíván.

Gyalugép működés közben – WEINIG Powermat 700 D
A tömörfa keresztmetszeti méretre és formára történő alakítását röviden keresztmetszeti megmunkálásnak nevezzük. Mivel ezeket a feladatokat nagy pontossággal kell elvégezni, ugyanakkor a termelékenységre is fokozottan érdemes gyelni, ezért ez a tevékenység (is) megköveteli a minél magasabb szintű és hatékonyságú gépesítettséget. Összeszedtük azokat a fontosabb szempontokat, amelyek a jövőre nézve döntőek lehetnek egy ilyen asztali gyalugéppel kapcsolatos beruházásnál.
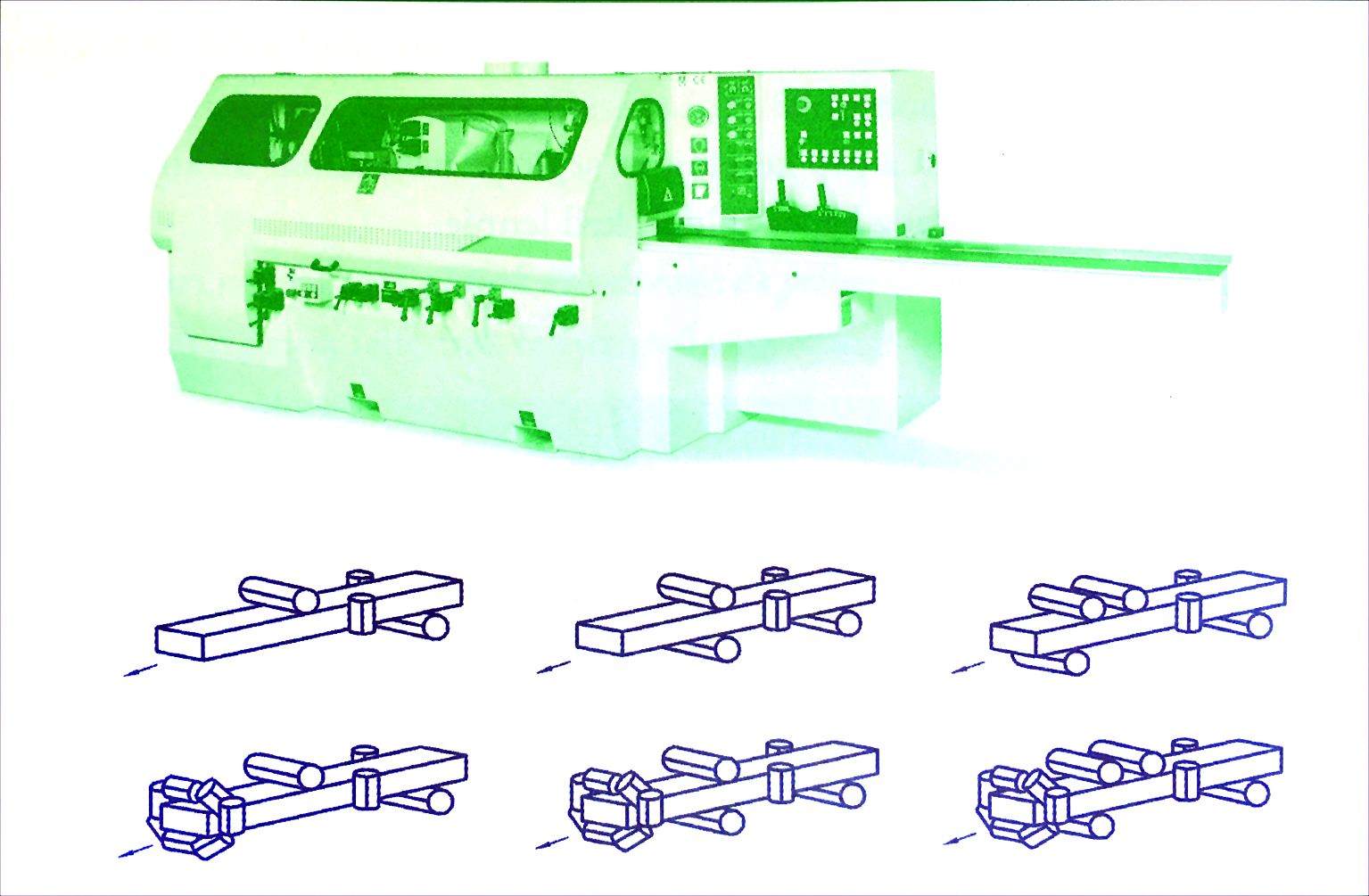
Sokfejes gyalugép és működési elve
TENGELYEK SZÁMA
Az egyengető és a vastagoló gyalugépek a maguk megmunkálási műveleteit az egy-egy tengelyre szerelt szerszámmal végzik el, ami a pontos munkavégzéshez hozzájárulhat, ám az alapanyag sokszori megfogása miatt ma már egyre kevésbé hatékony.
A kétfejes gyalugép az egyengető gyalugép és a vastagoló gyalugép szerkezetét és műveleteit egyesíti – a munkadarab két egymással szemben lévő párhuzamos lapjának egyidejű gyalulásával. Ez sok időt és anyagmozgatást spórol meg. Itt azonban a térgörbe faanyagok megmunkálása jelenthet gondot. Az egyengető késtengely előtt lévő leszorító görgő ugyanis nem képes a helyes egyengetéshez szükséges elmozdulásra, és a vékonyabb munkadarabokat „kiegyenesítve” adagolja a forgácsolószerszám felé, ami aztán a másik végén rendszerint visszanyeri az eredeti alakját.

Egyenes késtengely
A háromfejes gyalugép a munkadarab egy lapjának és két élének megmunkálására alkalmas. Az asztal egyik oldalán teljes hosszában az élgyaluhoz hasonló vezetővonalzó helyezkedik el, amely a hozzá tartozó függőleges megmunkálófejjel együtt mozdul el. Az asztal másik oldalán lévő vezetővonalzót csak a hozzá tartozó függőleges megmunkálófej késtengelye után találunk. Ezen az oldalon a megmunkálófej előtt rugalmas terelőlemez szorítja a munkadarabot a szemben fekvő hosszú vezetővonalzóhoz.
A függőleges késtengelyek vízszintesen és függőlegesen is állíthatók és alkalmasak marószerszámok befogására is, lehetőséget adva így a profilozott élek megmunkálására. A két- és háromfejes gyalugépek részleges keresztmetszeti megmunkálásra alkalmasak. Teljes keresztmetszeti megmunkálást a négy- és sokfejes gyalugépeken végezhetünk – több művelet egy lépésben történő elvégzésével.

A gyalult bükkfa kiszakított rostjai
A négyfejes gyalugép elvileg a két- és háromfejes gyalugép szerkezeti egyesítéséből származtatható. Két vízszintes és két függőleges tengelye különböző sorrendben helyezkedhet el. Néhány kivételtől eltekintve, ezekből a gépekből általánosságban a 100, 200 és 300 mm munka- szélességű gépek terjedtek el. A függőleges késtartó tengelyek rendszerint alakos megmunkálásra is alkalmasak, függőlegesen és ferdén, az asztallap síkjához képest szögben is állíthatóak, a munkadarab alakja és mérete szerint.
A munkadarab vízszintes síkjai viszont nem alakíthatók alakos felületté. Tömeggyártásra, fa tömegcikkek előállítására (hajópadló, lambéria, idomléc stb.) 5–10 szerszámmal dolgozó, sokfejes gyalugépeket is alkalmaznak. Rendszerint különleges szerszámokkal is ellátják – mint pl. a színelőberendezés vagy csiszolóegység. A sokfejes gyalugépek rendszere hasonlít a több gépegységből álló forgácsoló gépsorokra. Működtetés szerint nem választhatók el a gépsortól, a különbség az egy egységet képező gépállvány.
A szelvények megmunkálása úgy történik a többfejes gyalugépeken, hogy az anyagot minden előmunkálás nélkül a gyalugépbe lehet adagolni, ügyelve arra, hogy a megengedett legnagyobb fogásmélység vastagságban 4–5 mm-nél, szélességben 8–10 mm-nél ne legyen több.
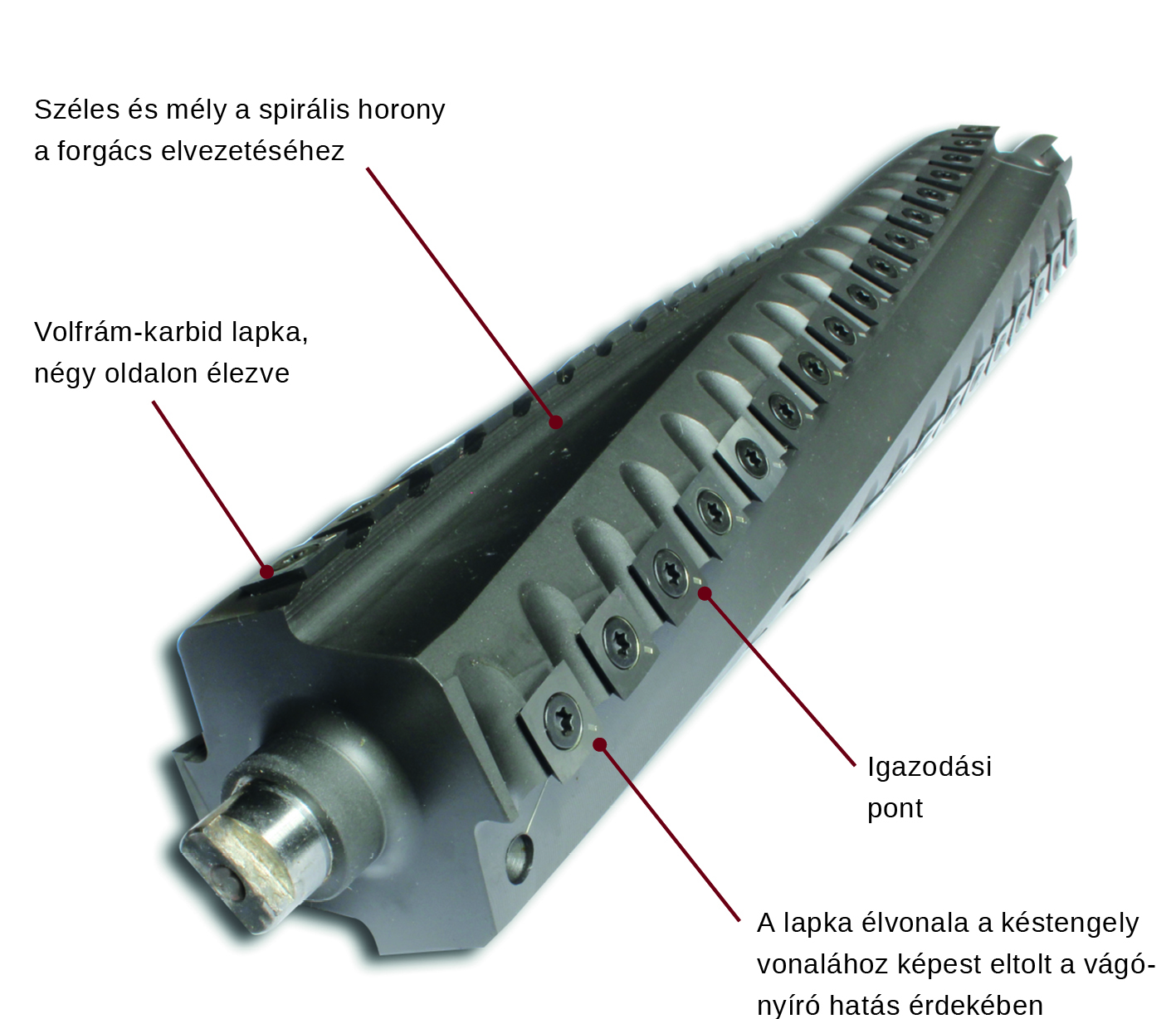
Spirális késtengely részletezése
EGYENES VS. SPIRÁLIS KÉSTENGELY
Összevetettük, hogy a forgácsoló munkát végző késtengely esetében az egyenes, illetve a spirális késtengely hogyan dolgozik. Íme az eredmény!
Az egyenes késtengelynél a tengelyvonallal és egymással is párhuzamos kések helyezkednek el az általában fedőlapos vagy ékléces tengelyekben (2 vagy 4 késsel). A vágóélek munka közben teljes élfelületükkel „beleharapnak” a fába, aminek következményei lehetnek a gyalult felület hullámossága és helyenként a rostszálak kiszakítása. A spirális késtengelynél a forgácsoló lapkák vágóélei egymáshoz képest eltolódva érintkeznek a munkadarabbal. Ezek a kis felületű, eltolt élek inkább elnyírják, minthogy kiszakítanák a rostokat. Az eredmény: sokkal simább, egyenletesebb felület.
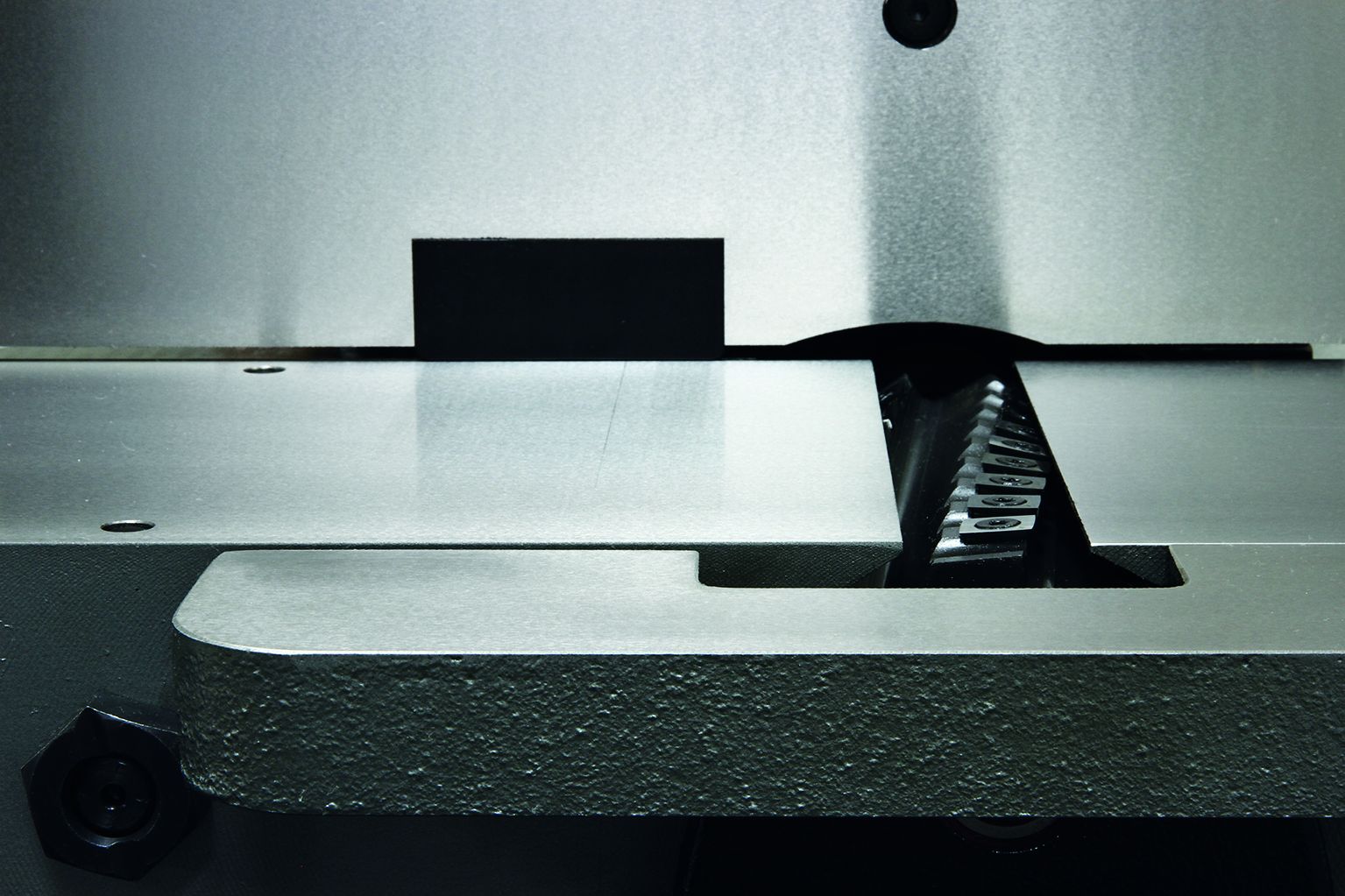
Egyengető gyalugép spirális késtengellyel
Emellett a csomók által okozott „ütés” a frissen élezett egyenes gyalukést is képes megbénítani, hiszen az a megtört vágóél ott már nem dolgozik, így „csíkos” lesz a gyalult felület. A lapkáknál ilyen veszély nem fenyeget, mert sok kis lapka fut át egy felületen, kidolgozva egyik-másik életlenségét. Az állás: 0–1.
Az egyenes gyalukések beállítása kapcsán tapasztalhattuk, hogy a pontos rögzítés időt és nagy odafigyelést igényel – még a gyorsbeállításos rendszereknél is. Gyakorlattal ez az idő csökkenthető. A spirális késtengelynél a lapkáknak x helyük van, így magát a tengelyt egyszer kell beállítani a megfelelő forgácsoláshoz, onnantól fogva nincs szükség újraállításra.
Életlenséget tapasztalva a lapkát rögzítő torx-fejű (TPI) csavart kell meglazítani, és a négy oldalán megélezett lapkán fordítani egyet a még nem futtatott él irányába. Bár ezeket a lapkákat volfrám-karbidból (vídia) készítik, és nagyon jó az éltartósságuk, 120–140 lapka esetében a forgatással így is elmegy az idő, pláne a cserével, és gyakorlattal sem lehet sokat spórolni ezen. Úgyhogy: 1–1 az állás.
Nézzük a rezgést és a zajhatást! Az egyenes késtengely esetében egy-egy kés érintkezése a megmunkálandó anyaggal előbb befejeződik, mint ahogy a következő kés belevágna az anyagba. A forgácsolóerő így nem egyenletes, hanem ingadozik, ezért a gyalugép rezgése intenzív. A spirálisan elhelyezett lapkák esetében azonban egy lapka mindig munkában van, a forgácsolás tehát folyamatos. Ennek egyik következménye a jelentős (adott esetben akár 50%-os) rezgéscsökkenés. Ami pedig a zajt illeti: egy hagyományos gyalugép még új korában is 105–110 decibeles zajkibocsátással működik, míg spirális késtengely felhelyezésé- vel ez a zajérték kb. 20 decibellel csökkenthető. 1–2.
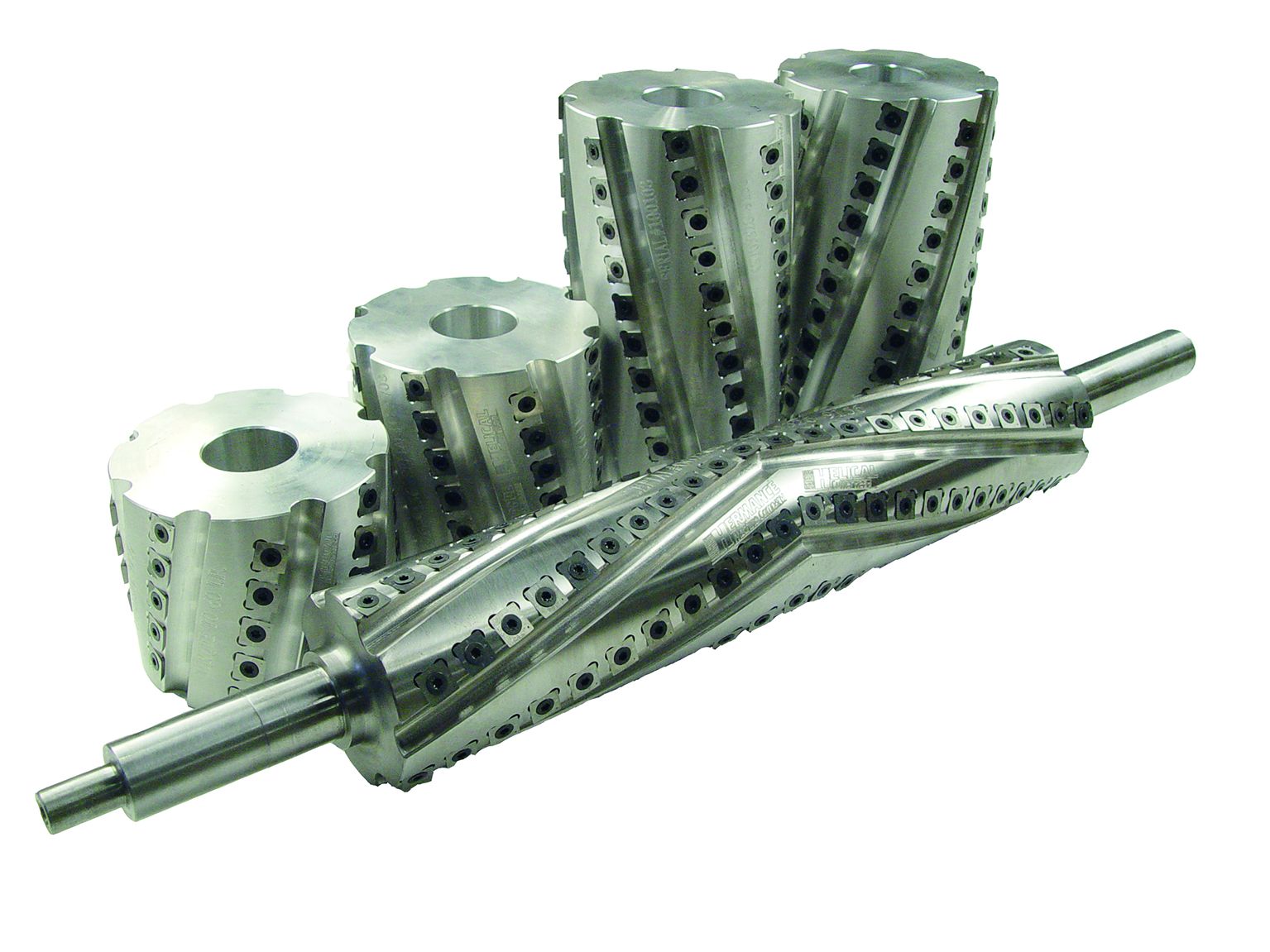
Spirális késtengely választék
A forgács- és porelszívás területén is vizsgálódtunk. Egyenes késtengely esetében ismert lehet az az állapot, amikor a forgácsdarabok egymással összeakadva kupacokat alkotnak és eltömítik a porelszívó könyökcsonkot, vagy a csövet. Ennek egyik oka a nagyméretű forgácsdarabok, amelyek így könynyen össze tudnak gubancolódni egymással. A spirális tengely munka közben kisebb forgácsdarabkákat termel, melyek könnyebben közlekednek, és jobban tudnak tömörödni a zsákokban, tartályokban.
A végeredmény tehát: 1–3 a spirális késtengely javára.
Egy jó technológia képes sokat hozzátenni, de elvenni is a hatékony munkavégzésre szánt időből és energiából, érdemes tehát alaposan körbejárni a gyártók kínálatait. Itt is jelzem: ha önnek, kedves olvasó, van építő jellegű észrevétele, ötlete, tapasztalata, írja meg a faipar@xmeditor.hu levelezési címre. Minden hasznos hozzászólást közzéteszünk!
Képek forrás:
www.weinig.com
Sághelyi Imre: A tömörfa megmunkálása (Műszaki Kiadó; 2012)
www.thewoodwhisperer.com
www.helixhead.com
Irodalom:
Szabó Árpád Kálmán: Keresztmetszeti megmunkálás többfejes gyalugépekkel
Kapcsolódó dokumentum:
gepi-gyalulas-sima-ugy
Tetszett a cikk?
Cikkajánló

Több mint restaurálás – A boconádi Szeleczky-kastély parkettájának története
Hiszek abban, hogy nincsenek véletlenek – minden akkor történik, amikor eljön az ideje. 2024. január 3-án e-mailben megkeresést kaptunk Boconádról, egy Heves vármegyei kis településről.

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.