Körfűrészlapok a bútoriparban

A faiparban tevékenykedő vállalkozásoknál különösen igaz, hogy a hatékony, gazdaságos termelés, az egyre magasabb minőségi elvárásoknak való megfelelés, és mindezek mellett a jó versenyképesség elengedhetetlen a hosszú távú működéshez. Egyrészt jól értékesíthető termékekre van szükségünk, másrészt ezek előállításához szakszerűen és precízen üzemeltetett megmunkáló gépek kellenek. Ezen „kenyeret adó” gépek állapotát, megmunkálásuk minőségét a lelkiismeretes vállalkozó folyamatosan vizsgálja.
A bútoripar legelterjedtebb, leggazdaságosabb lapanyagai a laminált faforgácslapok, emellett természetesen jelen vannak a különböző sűrűségű farostlemezek, többféle hordozó anyagú furnérozott lapok, lombos és tűlevelű fajokból készült táblásított anyagok, valamint rétegelt lemezek is.

Elővágós lapszabászgép
A lapanyagok vágásához leggyakrabban használt gép az asztalos körfűrészgép. A vágási célnak megfelelő méretű, fogazású és fogosztású szerszámot a szerszámtengelyre befogótárcsákkal és (általában) a forgásiránnyal ellentétes menetű csavarral rögzítik. A fűrészlap a vágandó anyag felső síkján kb. 5–10 mm-rel állítandó túl. A fűrészlap mögött a hasítóék helyezkedik el, melynek vastagsága az alkalmazott fűrészlap vastagságát meghaladja, nagyságrendileg 0,2 mm-rel.
A pontos, balesetmentes munkavégzés feltétele a megfelelő porelszívás. A különböző méretű fűrészlaptárcsák ideális forgácsolási sebességgel kell, hogy működjenek, így a változtatható fordulatszámú gépek különös figyelmet érdemelnek, illetve a gyártó által ajánlott fordulatszám túllépése balesetveszélyes. Az optimális vágási eredmény eléréséhez a körfűrészlap méretét és fogosztását, az előtolási sebességet és a fordulatszámot helyesen, egymáshoz hangolva kell megválasztani.
A hagyományos asztalos körfűrészekhez az alsó tengelyes, kézi előtolású formatizáló körfűrész hasonlít leginkább. A megmunkálás az állványszerkezet mozgatásával, kézi előtolással történik. Az egyenletes és könnyű előtolást a korszerű gépeken prizmatikus vezetékek és görgők biztosítják. Ezek a gépek már szinte minden esetben el vannak látva elővágó egységgel, ami a felületkezelt lapok kiszakadásmentes vágására szolgál. Az elővágó körfűrészlap egyrészt magassági, másrészt oldalirányba is állítható, a forgácsolás iránya az előtolással azonos.
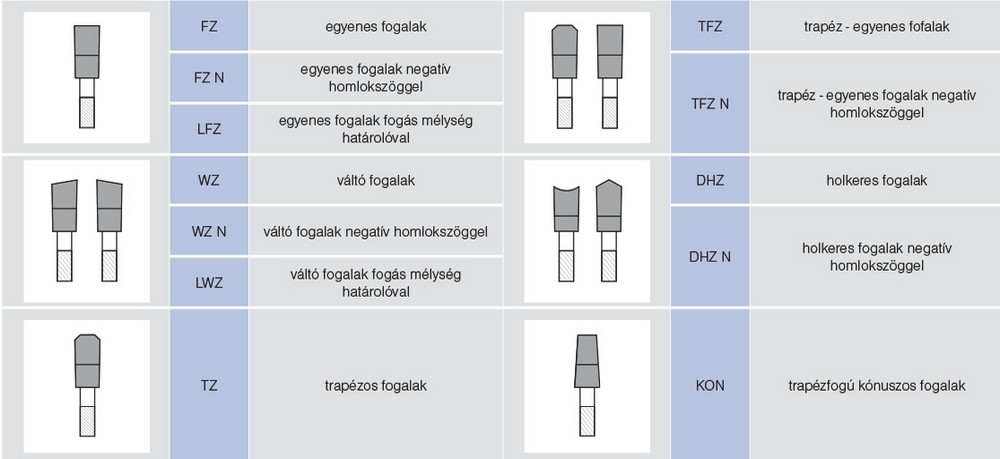
Keményfém lapkás fűrészlapok fogtípusai
A függőleges rendszerű lapszabász-körfűrészgépeken a lapokat kissé döntött helyzetben fogják fel a támasztószerkezethez. A fűrészszerszám direkt meghajtású és 90°-ban elfordítható. A gépeken a szerszámot a gépállványon alul-felül vezetett gerendára szerelik fel. A függőleges irányú vágásnál a gerendán fentről lefelé halad a szerszám, a vízszintes irányú vágást – a fűrész elforgatása után – kézi előtolással végzik. Ezeknél a berendezéseknél általában nincs elővágó, de előkarcolóval jellemzően el vannak látva. A helytakarékos szerkezeti kivitelük vízszintes társaiknál némileg pontatlanabb megmunkálást biztosít.
A nagyobb szériás gyártóknál elterjedt géptípus a nyomógerendás táblafelosztó, melynek vázát masszív acélkonstrukció jellemzi. A felső híd kiemelt fontosságú szerkezeti elem – merevsége a hosszú távú, megbízható méretpontosságot garantálja. A gépek lelkét a fűrészkocsi jelenti, ami lineáris vezetésen fut. Az előtolás fogasléc segítségével történik, akár a kézi előtolású berendezéseknél megszokott sebesség többszörösével is. A gyors vágásismétlések lehetőségével nagy termelékenység érhető el.
A nyomógerenda kiküszöböli a szabandó anyag deformációjából eredő problémákat. A gerenda nyomóereje általában változtatható, így az adott esetben érzékeny anyagokhoz illeszthető. Az ilyen gépek vezérlése egyszerűen kezelhető, a leggyakrabban Windows alapú kiszolgáló felületen. Fontos megemlíteni, hogy nyomógerendás lapszabászgépek üzemeltetése rendkívül biztonságos a kézi előtolású társaikhoz képest.
Mielőtt megmunkálást végzünk, gépet és szerszámot kell választani. A gyakorlatban a már meglévő, az említett csoportok egyikébe tartozó felépítésű géphez kell a legmegfelelőbb szerszámot és beállítást megtalálni. A bútoriparban használatos lemezek egy jelentős része a fa rostanyagán kívül műgyanta alapú ragasztót is tartalmaz. A műgyanta forgácsolási tulajdonságai viszont merőben eltérőek a természetes fáétól, ezért a hagyományos acélszerszámok nem alkalmasak az ilyen fa kompozit lapok (faforgácslap, farostlemez) vágására. Az ilyen feladatokra keményfém lapkás körfűrészlapot használunk.
Az alapvető adatokat minden körfűrészlapon jelölik
Másik fontos anyagjellemző a szálirány. Tömör fa megmunkálásakor mindig figyelnünk kell annak szálirányára. Más szerszámkialakítás szükséges a hossz- és a keresztvágáshoz. Agglomerált lapok esetén jellemzően nem teszünk különbséget a két vágásirány között. Fontos anyagjellemző, hogy a szabandó lap rendelkezik-e valamilyen bevonattal. Amennyiben igen, akkor, ha minőségi, kitörések nélküli vágásokat szeretnénk végezni, sok esetben nem elég az éles szerszám, hanem elővágót is alkalmaznunk kell. A beállítások tekintetében az elővágó körfűrészlapot a fővágó körfűrészlap vastagságánál oldalirányban 0,1–0,1 mm-rel szélesebbre, valamint az asztallap síkjától 1–2 mm-rel kell magasabbra állítani.
A körfűrészlap alapteste a hengerelt acélból stancolással, illetve lézervágással kialakított fűrésztest. A lapszabászgépeken általánosan elterjedt lapvastagság 3,2 mm, rakatok átvágása esetén erősebb, 4,4 mm-es, kényesebb anyagok, például furnérkötegek átvágásánál vékonyabb, akár 1,5 mm-es körfűrészlapokkal is találkozhatunk. A lap a nagy sebességű forgó mozgás során súrlódik a levegővel és a munkadarabbal, illetve a leváló forgácsdarabokkal is, ez hőfejlődést és termikus feszültséget okoz. Ha ezek a feszültségek egy megengedett érték fölé emelkednek, az alakváltozást eredményezhet. Ezért a korszerű körfűrészlapoknál az alaptest teljes kerületén és felületén speciális tágulási pontok találhatók, melyek a használat közben fellépő feszültségek, illetve a felszabaduló hő elvezetésével megakadályozzák a deformálódást – így javul a vágás minősége.
A tágulási pontok szerepet játszanak a zajcsillapítás területén is. Ez azért is fontos, mert a zajcsillapítás, valamint az éltartósság között szoros összefüggés mutatható ki. A körfűrészlap kiemelt fontosságú részét a keményfém lapkák jelentik. Ezek anyaga volfrámkarbid és kobalt, az ötvözet minősége és a fogalak határozza meg a körfűrészlap felhasználási célját.
Keményfém lapkás körfűrészek számos fogtípussal elérhetőek. Az egyenes élfogazás (FZ) természetes faanyag rostirányú vágására alkalmas. A váltakozva jobbos/balos él (WZ) faanyag rostirányú és merőleges vágásra, illetve egyik oldalon bevont forgácslap szabására is alkalmas. A váltakozva trapéz-egyenes fogazás (FZ/TR) különböző műanyag lapok és kétoldalt laminált faforgácslapok vágására, a váltakozva tető, illetve homorú homlokfelületű fogazás (HZ) pedig ugyancsak alkalmas kétoldalt bevonatos lapok vágására szolgál.
Ez utóbbi lapokat holkeres néven is ismerhetjük. A negatív homlokszögű kivitelűek előnye, hogy éles állapotban megfelelő beállításokkal az elővágó nélküli, jellemzően függőleges gépeken is szép vágási eredményt kaphatunk – hátrányuk a rövidebb élettartam. A kónuszos fogalak (KON) az elővágó szerszámok jellemzője. A jobbos/balos ferde fogazás (SZ) ferdére köszörült hátfelülettel pedig a természetes fa rostirányú, illetve merőleges vágására alkalmas, és rendkívül tiszta felületet ad.
A keményfém lapka minősége is többféle lehet, a keményebb, de ridegebb típusok a farostlemezek (MDF, HDF) és laminált faforgácslapok vágására, a kevésbé kemény, de szívósabb típusok az inhomogén természetes faanyag (csomók, fahibák) szabása során, illetve extrém körülmények között (például fagyott faanyag megmunkálása) állják meg a helyüket. A korszerű fűrészlapok már sok esetben tapadásmentes (pl. teflon) bevonattal könnyítik meg a karbantartást és a tisztíthatóságot, sőt adott esetben zajcsökkentő bevonattal is ellátottak.
A gépek és szerszámok gyártói törekednek arra, hogy minden vágáshoz megtalálják a megoldást, amivel az adott körülmények között a legjobb eredmény érhető el – szinte minden feladathoz ajánlani tudnak „cél”szerszámot. A költséges szerszámvásárlás előtt ezért is érdemes szakember véleményét kérni.
Források:
Boronkay Lajos,
boronkayelezo.hu
Faipari Kézikönyv III. 2003. Szerk.: dr. Boronkai László
kepzesevolucioja.hu
pilana.com/hu
A lapra az alábbi linken fizethet elő:
https://faipar.hu/magyar-asztalos-elofizetes
Kapcsolódó dokumentum:
koerfureszlapok-a-butoriparban
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.