Szerszám és technológia
A famegmunkálás sokrétűsége a szerszámok széles választékát, és a kivitel szerinti csoportosítását hozta létre.
A szerszámok – a fejlett technológiai igény miatti – jelentős száma több kérdést is felvet: tervezésük, gyártásuk és kezelésük műszaki szervezési problémát okoz, és általában a gyors elhasználódás folyamatos utánpótlást igényel.
Sajnos, a szerszámgyártó cégeknek nem mindig érdeke a hosszú élettartamú eszköz gyártása. Nagyrészt ennek tudható be, hogy a drága szerszámnak kevés a hasznos élrésze.
Igen fontos a szerszámokat különböző szempontok alapján elemezni, mert költségük alakulása lényegében ettől függ.
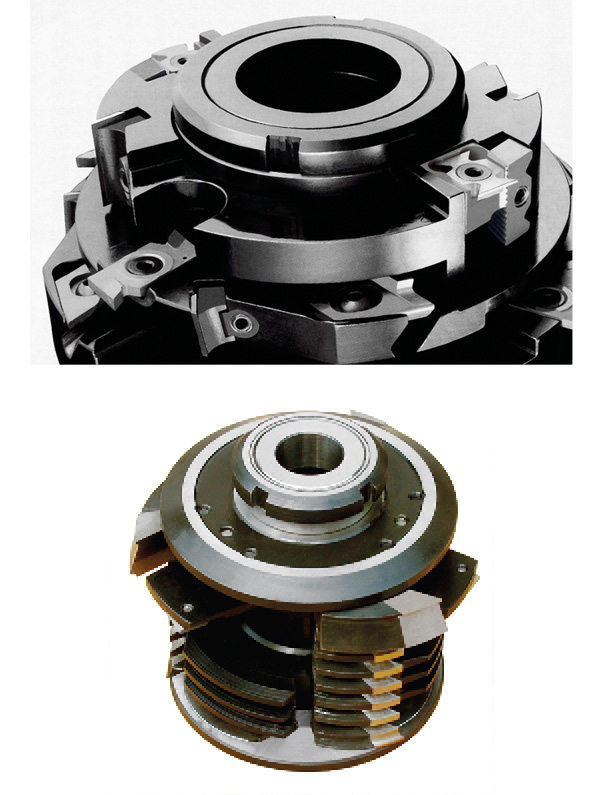
1. kép: körkéses és cserelapkás profilmaró
Ilyen kérdések:
- egyetemes szerszámkonstrukció kialakítása,
- a konstrukció gyárthatósága,
- a beszerzési vagy előállítási költségek nagysága,
- a szerszám pótlása, karbantartása és az ezzel kapcsolatos költségek alakulása.
Jelentős költséggel jár a fa nyílászáró keretszerkezetek profil kialakításának a felszerszámozása. De a szerszámokkal megvalósítható gyártástechnológiának is meghatározó szerepe van az önköltség és a versenyképesség alakulásában.
Ha a nyílászárók profilmaróit csoportosítjuk, akkor megkülönböztetünk:
- hátraesztergált,
- forrasztott lapkás,
- betétkéses,
- cserelapkás,
- körkéses marót.
E szerszámcsoportból csak a cserelapkás és a körkéses maróval lehet mindig azonos méretű profilt készíteni, ami a korszerű gyártástechnológiának a feltétele (1. kép). A cserelapkás szerszámok egyedi profilkövető késtestekből állnak össze és csak az adott profilhoz használhatók, nem úgy, mint az univerzálisan használható körkéses befogófej, ahol a profilváltás is egyszerűen és gyorsan elvégezhető.
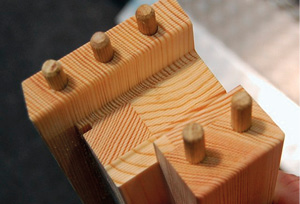
2. kép: illesztett kontraprofil köldökcsappal
A körkéses szerszámok egyszerűen és termelékenyen gyárthatók, és a körkésnek az ismert szerszámok közül a legnagyobb a hasznos élrésze, ezért a cserelapkás szerszámhoz képest sokkal kisebb a fajlagos szerszámköltsége.
Ellentétben a körkéses profilmaróval, a nyílászáró szerkezeteknél a cserelapkás szerszámmal csak illesztett kontraprofil készíthető, ezért a sarokkötéseket külön köldökcsappal, illetve összehúzó vasalattal kell megerősíteni.
A FA NYÍLÁSZÁRÓK KÜLÖNBÖZŐ GYÁRTÁSTECHNOLÓGIÁJA
Az ajtó és az ablak profilos keret-anyagok összeépítéséből tevődik össze. A versenyképességet, illetve az önköltséget legjobban a különböző gyártástechnológiával készülő keretszerkezetek sarokkötései befolyásolják (1. ábra). A csapos és a H5-ös kontraprofilos keretszerkezetek sarokkötései saját keretanyaguk összeragasztásával önhordókká válva egyszerűen gyárthatók.
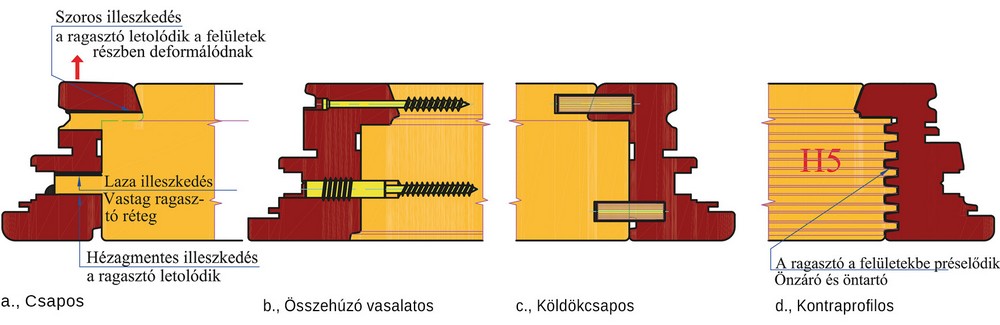
1. ábra: különböző megoldások, ablakszárny sarokkötéseinek összeépítésére
Az előbbiekhez képest az illesztett kontraprofilú keretszerkezetek köldökcsapos és összehúzó vasalatos összeépítése többletmunkával, költséges és alacsony termelékenységű CNC-gépekkel készül (2. kép).
A H5-ÖS KONTRAPROFILOS TECHNOLÓGIA KIS- ÉS KÖZÉPÜZEMEKNÉL
Ma a fa nyílászáró szerkezetekkel kapcsolatos igény a jelentősebb szériagyártás helyett elsősorban családi házak és műemlék épületek ajtó- és ablakcseréjére zsugorodott össze. A sokféle egyedi terméket gazdaságosan nagy értékű ablakgyártó központtal és CNC ablakgyártó géppel nem lehet gyártani. Sok esetben a kivitelezés is akadályokba ütközik, szerszám, programozás, méret stb.
E termékek hagyományos gyártással csapos, illetve H5-ös kontraprofilos technológiával készülnek.
A H5-ÖS KONTRAPROFILOS TECHNOLÓGIA ELŐNYE
Termelékenység:
- Csapos keretszerkezetekhez képest a kontraprofilos szerkezeteknél elmarad a nyílt és zárt csaphely készítése, felére csökken a csapozási idő.
- Minden hossz- és végprofil egy műveletben készíthető.
- Mágneses ajaklemez használatával megszűnik a gépbeállítás a marógépen (3. kép).
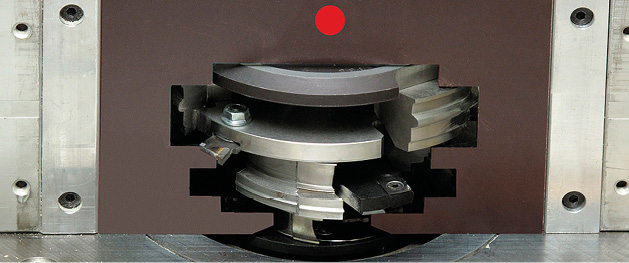
3. kép: mágneses ajaklemezzel megszűnik a gépállítás, egy perc a profilváltás
Anyagfelhasználás:
- Ablaknál 5–6%-kal, átmenő csapos ajtónál 8–10%-kal kevesebb a keretanyag-felhasználás.
Alkatrészgyártás:
- Megvalósítható az alkatrészgyártás, megszűnik a nagyméretű keretszerkezetek aljazása, kisebb helyen és kevesebb létszámmal végezhető a munka.
- Nagyméretű keretszerkezetek alkatrészenként felületkezelhetők, helyszínre szállítva összehúzó vasalattal a keretszerkezetek összeállíthatók. Pl. portál, téli kert, pavilon, tolóajtó, erkélyajtó stb.
Minőség:
- A cserelapkás szerszámoknál a profilkialakítás költségérzékeny, ezért szabványlapkákat használva kötött, egyszerű profilokat készítenek.
- A H5-ös ablakszerkezetek minőségi profilokkal készülnek, ahol a tok euronúttal és légkamrával készül.
- A profilok külső és belső sarkai kerekítve vannak, az üvegrögzítő léc az ablakszárnyba roncsolásmentesen (szögezés nélkül) berakható és kivehető (2. ábra).
- A kontraprofilos keretszerkezetek hossz- és végprofiljai személytől függetlenül fokozott pontossággal készülnek. Mindez nem mondható el a csapos keretszerkezeteknél, ahol a fűzött szerszám pontossága a dolgozó szaktudásától is függ.
- A kontraprofilos kötésnél a ragasztó nem tolódik le a felületről, hanem a felületbe préselődik. Kedvező ragasztási feltételek biztosításával szilárd és tartós ragasztás van az önzáró és öntartó kontraprofilos kötéseknél.
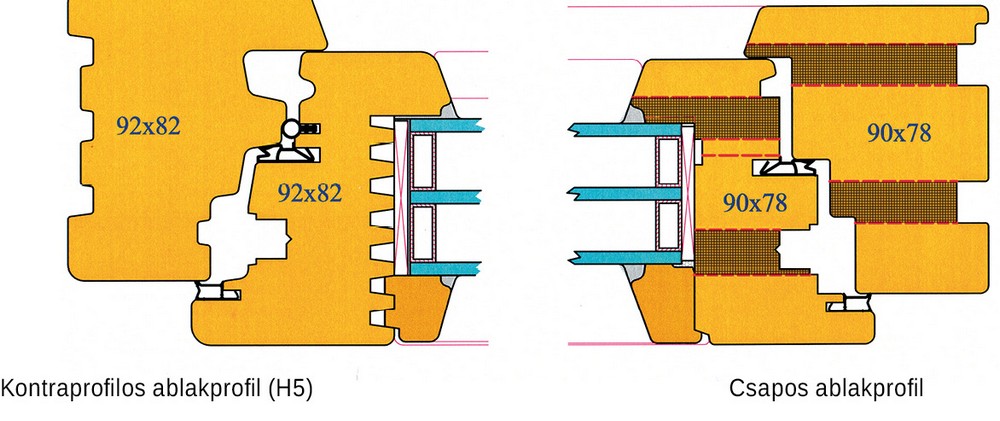
2. ábra: csapos és kontraprofilos ablak kialakítása
Az előbbiekből következik, hogy a kis- és középüzemeknél az ajtó- és ablakgyártás a leghatékonyabban a H5-ös technológiával működik.
M78A92 Szerszámgyártó Kft.
1103 Budapest,
Gyömrői út 76–80. sz.
Tel./fax: (1) 433-40-70.
Mobil: 06-30/600-15-26.
E-mail: info@metner.hu
www.metner.hu
Kapcsolódó dokumentum:
szerszam-es-technologia
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei