Rétegvastagság mérése nedves bevonat esetén
Bevonatok esetében a száraz rétegvastagság mérése mellett a nedves rétegvastagságot is mérnünk kell. Erre azért van szükség, hogy a felviteli technológia beállításait kézben tudjuk tartani. Ezzel a méréssel a felületkezelő anyag viszkozitásának és a felhordási paraméterek beállításának helyessége a felvitel után azonnal ellenőrizhető. Így nem kell várni a bevonat megszáradásáig, hogy közelítőleg meg tudjuk határozni a kész bevonat vastagságát.

A fizikai beállításokon túl, számolnunk kell olyan tényezőkkel is, mint a felületkezelő anyagot felhordó személy adott körülmények közötti teljesítőképessége. Ez lényegében a rutin és a koncentráció.
Azonos technikai paraméterek mellett egy szórási eljárásnál mindig számolni kell a szórópisztoly sebességével, az átfedések távolságával, a munkadarab távolságával, de még a szórópisztolynak az alapanyaggal bezárt szögével is. A felsorolt tényezők figyelembe vételével a szórási technológiák jó hatásfokkal alkalmazhatók.

Kétféle eszköz terjed el a nedves rétegvastagság mérésére. Az egyik a fésűk csoportja. Ezek 1-2 mm vastag négy, vagy hatszögű lapkák. Mindegyik oldalukon eltérő méretű fogazással és osztással.
Az oldalak kezdő és végpontját kell a vizsgálandó felületre felfektetni, majd az eszközt elvéve a folyadék „megfesti” azt a fogat, amihez hozzáér. Így leolvasható hány µm a nedves rétegvastagság.
Természetesen a vizsgálat után a bevonat némileg sérül, tehát vagy próbadarabon, vagy nem látható helyen kell a vizsgálatokat elvégezni.

A becsült vastagsághoz kell a lapka osztását megválasztani. Ha nem fogunk 1000 mikront felhordani nem lesz szükségünk olyan eszközre, ami eddig képes mérni.
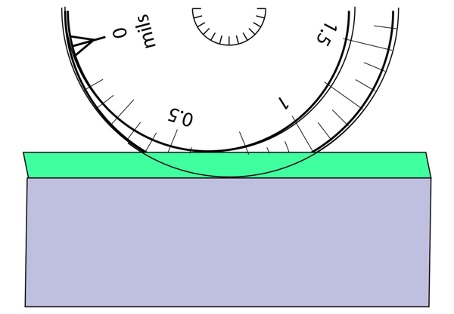
A becsült vastagsághoz kell a lapka osztását megválasztani. Ha nem fogunk 1000 mikront felhordani nem lesz szükségünk olyan eszközre, ami eddig képes mérni. A másik ilyen mérőeszköz a „Nedves festékréteg vastagság vizsgáló film kerék” nevet kapta a keresztségben (orsós nedves rétegvastagság mérőnek is szokták becézni). A kicsit a jojóra emlékeztető vastag korong, három részből áll. A két szélső koncentrikus kör, közrefog egy spirálban futó harmadik korongot.

A mérés elve nagyon egyszerű. A legnagyobb értékkel kell az alapanyagra helyezni az eszközt és egy teljes fordulattal végig „gurítani”. A műszer elég nehéz, ezért rányomnunk nem szükséges. Amikor a középső korong beleér a folyadékba, megfesti azt és az oldalsó skáláról leolvasható a vastagság értéke.
Két nagy előnye is van ennek a megoldásnak. Az egyik, hogy a spirálnak köszönhetően a mérés lineáris, tehát pontosabb is. Míg a fésűknél előfordul, hogy akár két fogat is megfest (ezért becsülnünk kell a két érték közti átlaggal) a folyadék, itt egy határozott vonaltól festődik meg a spirál. A másik, hogy akár íves felületen is végezhetünk mérést. A legtöbb „film kerékhez” hosszabbító szár is vásárolható, amivel a karunkat megtudjuk „nyújtani” és távolabbi mintákat is vizsgálhatunk.
Forrás:
inteszt
byk-instruments
Tetszett a cikk?
Cikkajánló

Több mint restaurálás – A boconádi Szeleczky-kastély parkettájának története
Hiszek abban, hogy nincsenek véletlenek – minden akkor történik, amikor eljön az ideje. 2024. január 3-án e-mailben megkeresést kaptunk Boconádról, egy Heves vármegyei kis településről.

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.