Furnérozás a síkpréseléstől a membránprésekig
A természetes faanyag rajzolatának és szépségének reprodukciója régi időkre vezethető vissza. A cél mi más lenne, mint a drága faanyag küllemét minél költséghatékonyabban utánozni, miközben némileg kikerülhető a faanyag megmunkálásához szükséges óriási tapasztalat. A festők például ezt flóderozási technikának nevezik. Ez a mai napig használt eljárás, sőt reneszánszát éli. A költséghatékonyabb lapanyagok és a korszerű ragasztók megjelenésével a furnérozás is új szárnyakat kapott. Ez nem azt jelenti, hogy a furnérozás új keletű technológia. Csupán azt, hogy nagyobb volumenben vált lehetővé az elkészítése.
A furnérozás mindig is egy plusz volt, egy másfajta műfaj a szakmán belül. Miért? Mert a tömörfa látszatát kelti, de megmaradt a fához való hűsége és egyedisége. A furnér készülhet teljesen „normális” fából, de az igazán izgalmas az iparilag amúgy nem felhasználható faanyagból történő előállítás. Mire is gondolok? A fahibák – melyeket okozhatnak gombák, rovarok, vagy tisztán növekedésből származó anomáliák – negatívan befolyásolják az elsődleges feldolgozás utáni műveleteket, valamint a késztermék tartósságát. Tagadhatatlan, hogy egy-egy hiba olykor pont a szépséget, az egyediséget hordozza magában. A megszokottól eltérő makroszkópiai tulajdonságok különlegessé, megismételhetetlenné teszik a rönköt és a belőle készíthető fűrészárut. Ezzel csak az a gond, hogy az ilyen anyaggal a munka hordoz némi kockázatot. Az „öregek” azt mondták, hogy könnyen eldobja magát az anyag. Ez röviden annyit jelent, hogy hiába száraz (bár már a szárítás is küzdelmes és nagy odafigyelést kíván, amit csak kis mennyiségű szárítás esetén lehetne garantálni), előbb vagy utóbb a belőle készített szerkezet idő előtti esztétikai, avagy szerkezeti romlásához vezethet.
Nem így, ha színfurnért késelünk belőle. Az így keletkezett alapanyag lényegében kétdimenziós. Amellett, hogy az esztétikumot ilyesformán átmentjük, további nyereség, hogy hihetetlen mennyiségű felület borítható be vele. Ha egy köbméter fűrészárut 20 mm vastag táblásításba viszünk, akkor 35–40 négyzetmétert kapunk, ha feltételezzük, hogy colos deszka a kiindulási választék. 0,6 mm vastag furnér esetében ez több mint a négyszerese, azaz 150–166 négyzetméter. Igaz, ez csak egy oldalra értendő, hiszen furnérozni két oldalát kell a maganyagnak. Az egyoldali furnérozás során a másodrendű nyomaték aszimmetrikusan megnő, ami a lapanyag görbülését okozza. A nem látható helyekre hasonló vastagságú papírt, kartont kell ragasztani. Ez a jelenség a posztforming lapoknál is megvan. Ezért ragasztanak a gyártók a dekorlemez helyett vastag kartont az alsó oldalra. Ez ugyan nem vízzáró, de a mosogatógépek esetében a gőz okozta behatások ellen vastag műanyag fóliát mellékelnek, ami a vízzárásért lesz felelős.

Klasszikus faspinglis enyvezőbak.

„I” és „U” tartókból készített enyvezőbakok.
A fenti okfejtésből jól látszik, hogy adott mennyiségű rönkből sokkalta nagyobb felületű, azonos rajzolatú (közel azonos, hiszen a rönkön belül is inhomogén a rajzolat) lapanyag készíthető. Így az egész lakás, vagy egy szálloda egész emelete egységes arculatot kaphat.
A furnérozásban olyan potenciál rejtőzik, melyet megismerve, sokkal változatosabb bútorokat, ajtókat készíthetünk.
A furnérozásban olyan potenciál rejtőzik, melyet megismerve, sokkal változatosabb bútorokat, ajtókat készíthetünk. A geometriai formák, a gérbevágott bordűrök, vagy a fafajok kombinálása sokkal egyszerűbb, mivel dagadással és zsugorodással nem kell számottevően foglalkozni. Eddig gyakorlatilag sík felületekről írtam, azt is csupán nagyvonalakban. A svartnikról és a vakfurnérok területéről még érintőlegesen sem esett szó. Azonban a „régiek” íves felületekkel is prímán elboldogultak, ami manapság azért felvet kérdéseket és problémákat. Ebbe sem megyek bele mélyebben, mivel kevés a tapasztalatom, és a melegenyvek „illata” sem okoz bennem nosztalgikus hangulatot. Azt viszont el kell ismernünk, hogy amit 50–100–300 éve készítettek a mesterek − az sokunknak komoly fejtörést okozhat. Viszont ez a szakma ettől is szép.
SÍKPRÉSEK
A síkprések egy tág gépcsoportot takarnak. Vannak itt mechanikus, hidraulikus, hidegen vagy melegen működtethetők, egy- vagy több etázsosak. Nemrég láttam Budaörsön egy kiszuperált nyolcemeletes prést (ember legyen a talpán, aki azt megtölti). Sokan talán a préscsomag szó hallatán valamilyen disznótoros csemegére asszociálnak, pedig a cinlapos, laposmenetes orsókkal működő présbakokban ez egy kulcsfontosságú fogalom volt.
Ahogy a szalmiáksó, a vasaló és a könnyek a szemben. Rég volt, de öröksége még ma is fontos lehet, akik hidegen préselnek PVaC ragasztóval, ahogy én is. Ezen konstrukciók sokáig képezték a kisvállalkozások szerves részét. Viszonylag könnyen lehetett őket telepíteni és helyén kezelve a dolgokat, minőségi munka is végezhető volt velük. A kényszer szülte eszköz mai szemmel nézve inkább volt alkalmas vallatásra, mint furnérozásra. Páran most szorítják ökölbe a kezüket, pedig akik az Arbocoll ragasztót használták hidegen, azok biztos emlékeznek a szöcsösödésre, vagy a pácolás közbeni és utáni hólyagosodásra. Ennek oka, hogy csavarorsós technikánál nem lehet megfelelően polikondenzációs ragasztót alkalmazni. Márpedig a karbamid-formaldehid alapú műgyanták ezen csoportba esnek. A kikeményedés során az edző hatására térhálósodó műgyanta vízkilépéssel reagál, és ezért a présnyomásnak ezt kompenzálnia kell. Hidegen ez ugyan nem olyan nagymérvű, de nem 3–5 perc a préselési idő, hanem órák. Ezen túlmenően a fajlagos nyomásnak is nagyobbnak kell lennie, a megszokott PVaC ragasztóktól eltérően. Az, hogy mégis sikerült értékelhető (olykor kis trükközéssel javítani, jellemzően vasalóval) terméket előállítani, az a túladagolt edzőnek, a kis rozslisztnek és a hitnek volt köszönhető. A furnérozást pont ezekkel a megoldásokkal utáltatták meg velem. Majd három év múltán egy ma is jól prosperáló vállalkozás alkalmazottjaként szerettem bele. PVaC-val egyébként remekül működnek, csak a nyitott időt kell figyelembe vennünk. Furnérozás mellett tömbösítésre is használtuk. Arra maga volt a tökély. Csupán az alapanyag behelyezése és az orsók lehúzása volt kicsit strapás. Ezek a prések a mai napig műhelyről műhelyre járnak. Jó tanulási alapot adnak a kezdőknek és valljuk be, soha nem fognak tönkremenni.
A hőprések világát jelen cikkem nem tárgyalja. Túl széles a paletta, és a hazai forgalmazók sem tolonganak az új fejlesztések (már ha van ilyen, mert ugye hírét nem halljuk) közreadásával. Ha mást nem is, engem érdekelne. Köszönöm előre is.
EMELJÜK A TÉTET
Az íves alkatrészekkel, hovatovább az alakos alkatrészekkel ez a technika nem tud mit kezdeni. Olyan ez, mint a matematikában a négyzetgyök alatt -1 a racionális számok halmazán. Értelmezhetetlen. Pedig a probléma igenis valós. Utóbbira a megoldás a komplex számok bevezetése, előbbire a vákuumtechnológia adaptálása. Nézzük röviden, hogy miről van szó. Fura dolog a légkör. Több kilométer magas légoszlop nyomja a testünket és minden más tárgyat is. A légnyomást először az olasz Evangelista Torricelli mérte meg. A nyomás SI-mértékegységével a gyakorlatban használatos módon kifejezve, a tengerszinti standard (45°-os földrajzi szélességen, 0°C-on mért) légnyomás 1013,25 hPa (hektopaszkál). Apropó, tengerszint. Ebből is négy van! Az Adria, a Balti, az Amszterdami és a Svájci alapszint, de ez most nem fontos, csak érdekesség. A lényeg, hogy ezt a nyomást az ipar területén alkalmazott műszerek java nem méri. A repülésben és a meteorológiában azonban igen. Ha egy zárt térből kiszívjuk a levegőt, akkor ott egy olyan erőt tudunk generálni, amely minden irányban egyforma. Ez óriási különbség a síkprésekhez képest, hiszen ott a nyomóerő lényegében csak egy irányba koncentrálódik. Jellemzően függőlegesen. A vákuumprések egyik előnye, hogy sík és térgörbe alkatrészek is préselhetőek, formázhatóak. Ezért más iparágakban előszeretettel alkalmazzák térgörbe alkatrészek formázására. Például az akrilkádak belső bevonatát is vákuumtechnológiával egyesítik az üvegszálas magra.

ZSÁKOLJUNK
Az egyik legköltséghatékonyabbnak tűnő megoldás az, ha vásárolunk vákuumszivattyút (nem mindegy, milyet), pár csövet, elosztóidomokat, csatlakozókat és pár folyóméter zsákot, valamint zsákvédő szövetet. Ezzel a pár százezerbe kerülő szettel neki is indulhatunk a síkprések világa elhagyásának. A zsákos rendszereknek van pár hátrányuk. A csőszerű zsákba történő bepakolás nagyobb alkatrészek esetén körülményes.
A zsákot óvni kell, hiszen a legkisebb sérülés is vákuumvesztéshez vezethet, ami a préselési erő gyengülését okozza. Szükség lesz préslapok használatára is, melyek sarkainak élei szintén veszélyt jelentenek a zsákra. Ahogy a túlnyúló furnér éle is, ezért kell a szövet, vagy geotextil. További probléma a munkaszervezés. A nem használt eszközöket megfelelően kell tárolni és a hibás elemeket cserélni, vagy javítani. 70 liter/perc teljesítményű vákuumszivattyú alatt az egész technológia kínszenvedéssé válik. A zsák kiváltására vannak alternatívák. Például tófóliából is viszonylag jó zsákot lehet hegeszteni, azonban ezek a fóliák értelemszerűen nem áttetszőek.
A membránprések működési elvüket tekintve szintén a vákuum közvetett erejét hasznosítják. Ha a különbséget kellene megfogalmazni, akkor annyit mondhatunk, hogy egy sokkalta koordináltabb, jobb teljesítményű és kevésbé rizikósabb eljárásról van szó.
Előnye a relatíve kis befektetési költség mellett a teljes dimenziószabadság. Elvileg korlátlan méretű anyag préselhető. Egyedül a zsák mérete és a fizikai korlátok szabnak gátat. Ettől függetlenül kis léptékben kiváló tapasztalatszerzési lehetőségnek tartom a vákuumtechnológia ezen felhasználását. Ha netán kinőnénk, akkor sincs veszve semmi, mivel a vákuumszivattyú alkalmazható anyagrögzítésre is.
MEMBRÁNPRÉSEK
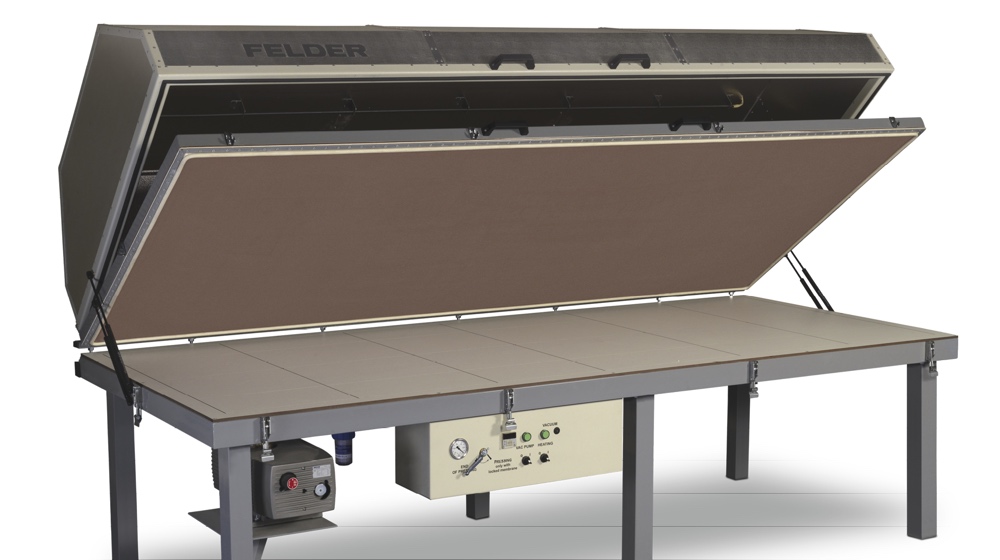
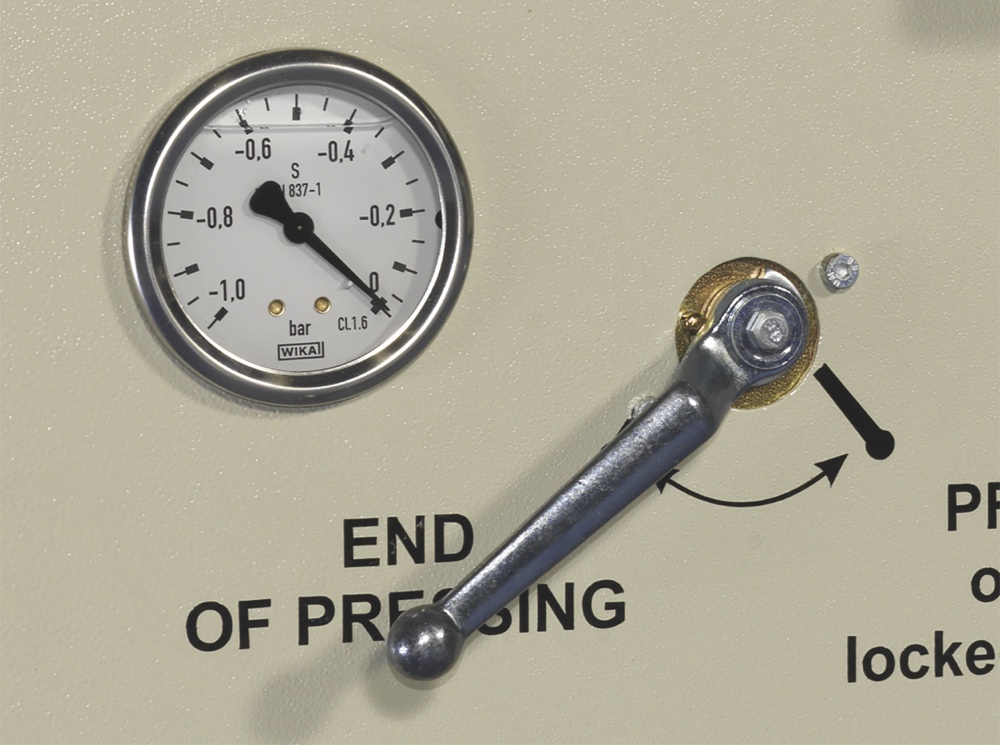
A membránprések működési elvüket tekintve szintén a vákuum közvetett erejét hasznosítják. Ha a különbséget kellene megfogalmazni, akkor annyit mondhatunk, hogy egy sokkalta koordináltabb, jobb teljesítményű és kevésbé rizikósabb eljárásról van szó. Sok gyártó készít ilyen gépeket, párral nekem is volt szerencsém megismerkedni. Ezek közül a legjobb benyomást a Felder MVP 300-as membránprése tette. Szerkezetét tekintve egy letisztult, széles körben alkalmazható konstrukcióról beszélhetünk. Akár beltéri ajtólapokat is préselhetünk benne, minden probléma nélkül. Telepítése csupán a sík aljzatot és a három fázis meglétét igényli. Alapozási terv, illetve fix rögzítés nem szükséges. A gép 3050 széles, 1350 mély és 1600 mm magas (kinyitott állapotban). Súlya 300 kg. A vezérlőegység 60 kilós. A Becker vákuumszivattyúja pluszsúlyt jelent. Ez a szivattyú egyébként az egyik legmegbízhatóbb. Az MVP-be szerelt modell olaj/ levegő centrifugálszivattyú, ami nem igényel különösebb karbantartást és nagy teljesítményre képes. A munka során arra kell figyelni, hogy a préselési ciklusok között, időről időre nyitott membrán mellett 5–7 percig járassuk. Erre azért van szükség, hogy a nedvesség és a ragasztógőzzel telített levegő eltávozzon a berendezésből. Ellenkező esetben a szivattyú károsodhat, ami elégtelen teljesítményt produkál. A szivattyú -0,9 bar vákuumot állít elő. Ennek elérésekor lekapcsol és -0,8 barnál újra beindul.
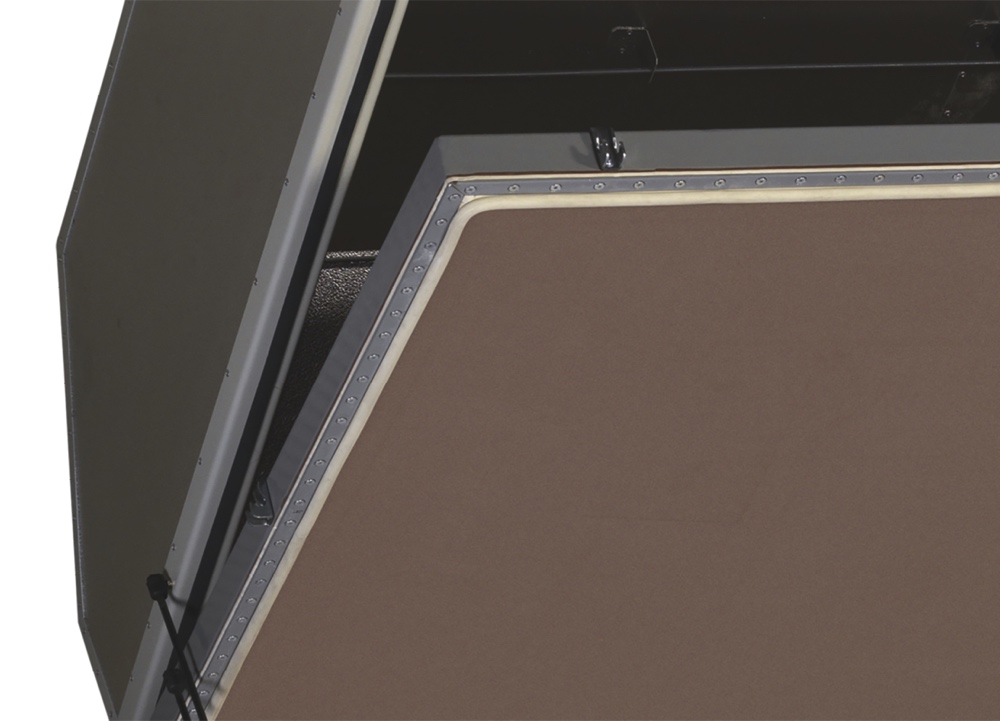
Ez átlagban 9000 kg/m2 nyomást jelent. A vákuumszivattyú csak szobahőmérsékleten üzemeltethető. A szivattyú akár egyetlen perc leforgása alatt is képes a teljes felület vákuum alá helyezésére. A prés vákuummembránja 3 mm vastag ipari kaucsukból készül, mely akár 700 százalékos rugalmassággal rendelkezik. Így a legkisebb profil is nyomóerőben részesül. Természetesen a furnér, vagy egyéb fóliák kerekítési rádiuszait figyelembe kell vennünk.
FŰTÉS
Egy jó membránprés fűthető is. Ez alól a Felder modellje sem kivétel. A membrán feletti úgynevezett főfedélben helyezték el a fűtőszálakat. Ezek segítségével akár 80 °C hőmérséklet is előállítható. Az üzemi hőmérséklet egyébként 50 °C. Ez alacsonynak tűnhet, de ne feledjük, hogy a vákuumban a víz nem 100 fokon forr!
PÁR APRÓ TANÁCS
A ragasztóanyag megfelelő megválasztása lényegi fontosságú. A nyitott idő csakúgy, mint a viszkozitás és a szükséges présnyomás. A megfelelő anyagmennyiség felhordásához fafajtól függően teszteket kell végezni. Kerülendő a túlzottan sok ragasztóanyag felhordása. Furnérozásnál fontos, hogy az két oldalon történjen. Membránprés esetében ezt úgy kell kivitelezni, hogy teljes méretű alapszerkezetet kell a furnér alá tenni. Erre a nyomás átadása miatt van szükség. Ez egy normál laminált lap is lehet. Amennyiben több alkatrészt szeretnénk egyidejűleg préselni, úgy az alapszerkezet minimum 30 mm vastag legyen, a távolság pedig a munkadarab magasságának háromszorosa. Így a membrán be tudja „fészkelni” magát a kis zugokba is.
Eltérés van a síkprés és a membránprés esetében a furnérteríték és maganyag méreteinek viszonyában. A síkprésnél túlnyúlással dolgozunk, míg membránprésnél ez káros lehet a furnérra és a membránra is. Előbbinél olyan repedéseket idézhet elő a túlnyúlás letörése, ami a munkadarab selejtjét okozhatja. A törések éleket eredményezhetnek, melyek a membrán sérülését idézhetik elő. Ezért igyekezzünk kicsivel kisebb terítéket, vagy a szabászmérettől nagyobb maganyagot készíteni. Így mellesleg a ragasztófuga is ellenőrizhető.
EGYÉB FELHASZNÁLÁS
Nyilván műanyag alapú laminátumokat is képesek leszünk ezzel az eljárással préselni. De a membránpréselésben az az izgalmas, hogy akár idompréselhetünk is, ha megfelelő sablont készítünk. Emellett profilos léceket, ajtókat, filungokat is furnérozhatunk nagy biztonsággal.
A membránprések ugyanúgy alkalmasak egyedi és szériagyártás meghonosítására. Kisebb bekerülési költségükkel és nagy szabadságfokukkal hatékonyan segíthetik a munkánkat.
Forrás: https://cnctar.hobbycnc.hu www.felder-group.com
Kapcsolódó dokumentum:
furnerozas-a-sikpreselestol-a-membranpresekig
Tetszett a cikk?
Cikkajánló

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei

A Wood-Mizer dokumentumfilmet mutatott be egy mobil fűrészgépkezelő életéről
Ez a dokumentumfilm hiteles betekintést nyújt a skóciai fűrészelési szolgáltatás bérmunka keretében végzett működésébe.