Egy különleges technológia: a vízsugaras vágás

A vízsugaras vágás a forgácsolásos technológiák egyik lehetséges alternatívája, mely hatékony megoldást kínál az olyan problémákra, mint a munkahelyi porterhelés vagy a famegmunkáló berendezések magas zajkibocsátása.
A fa vízsugaras vágásának gyakorlati bevezetéséhez szükséges technológiai paraméterek vizsgálatát végeztük el a NyME SKK Karán a Faalapú Termékek és Technológiá k Intézetben. Vizsgálataink alapján megállapítottuk, hogy vízsugaras vágásnál a faanyag felületi rétegei a vágás során viszonylag sok nedvességet vesznek fel, azonban ezt rövid időn belül le is adják. A faanyag nedvességtartalma összességében nem emelkedik jelentősen. A vágásrés vastagsága lényegesen kisebb, mint a hagyományos forgácsoló szerszámok esetében. A vágásrés mérete az anyag belseje felé haladva csökken, ezért a vágott élek nem merőlegesek a felfekvési felületre, ami a fúvóka megfelelő beállításával korrigálható.
A vizsgált előtolás-tartományban a felületi érdesség az előtolás növelésével nő, azonban minden eset b en lényegesen alacsonyabb, mint a gyalult vagy fűrészelt felületek érdessége.
A VÁGÁS ELMÉLETE
A vízsugárral való vágáskor a keskeny vágórésben – a megmunkáló szerszámként használt vízsugárban – a lejátszódó áramlási-fi zikai folyamatok nagyon összetettek, és ezek pontos leírása nem könynyű feladat. A szabad vízsugarat, amely többszörös (2–4-szeres) hangsebességgel halad, szilárd és elasztikus testnek tekintjük. A folyadék becsapódásakor a megmunkálandó anyag úgynevezett „vízütést” szenved. Ennek oka a nagy nyomás (100–1000 Mpa-ig), ami nagyon kis felületen keletkezik, és amely lökéshullámok formájában terjed tovább az anyagban. A nyomás hatására az anyagot a szemcse a határon szétrombolja, esetleg szétdarabolja, ahol a keletkezett mikro repedések a váltakozó terhelés miatt gyorsan elmélyülnek, és az anyagot vonalszerűen elválasztják.
A folyadéksugár általában tiszta víz vagy víz és abrazív por keveréke. Tiszta vízsugár alkalmazásakor a vízhez hosszú molekulaláncú polimereket is szoktak adagolni, mert ezáltal csökkenthető a sugár divergenciája, vagyis javíthatók vágási tulajdonságai. A vízsugaras technológiák elterjedését tulajdonképpen az tette lehetővé, amikor a vízhez abrazív port adagoltak, sokszorosára növelve ezzel a megmunkálás hatékonyságát.
A VÁGÁS ALKALMAZHATÓSÁGA A FAIPARBAN
Nagy jelentőségű lehet az eljárás:
- Nagyszériás, bonyolult alakzatú, nagy pontosságot igénylő termékek készítésénél.
- Egyedi és sorozatgyártásban készített intarziáknál (számítógépes támogatással).
- Egyes falemezek szabásánál, mint például cementkötésű, közepes sűrűségű, rétegelt és farostlemez.
- A fűrésziparban a 25 mm-nél vékonyabb oldaláru darabolásánál, szélezésénél, sorozatvágásánál és hibakiejtésénél.
Egy meghatározott vastagságú anyag megmunkálásakor egy sok részecskéből álló sugár ütközik a felületnek, ezért a részecskék mozgáspályáját is figyelembe kell vennünk. Jóllehet, a sugár merőlegesen támadja a vágandó felületet, de a sugárban lévő részecskék egy jóval kisebb szög alatt csapódnak a vágórés frontvonalához. Amint egy részecske anyagot választ le a munkadarabról, energiát veszít és lelassul. Ez azt eredményezi, hogy mozgáspályája elhajlik a munkadarabon, aminek következtében növekszik a támadási szög, mellyel a munkadarab felületéhez csapódik. Ez a jelenség jellegzetes, görbült érdességi vonalak kialakulását eredményezi a vágott felületen, melyet bordáknak neveznek.
A VÁGÓBERENDEZÉS
A vízsugaras vágóberendezés részei: vízelőkészítő, nagynyomású szivattyú, munkaasztal, vágó- és vezérlőberendezés.
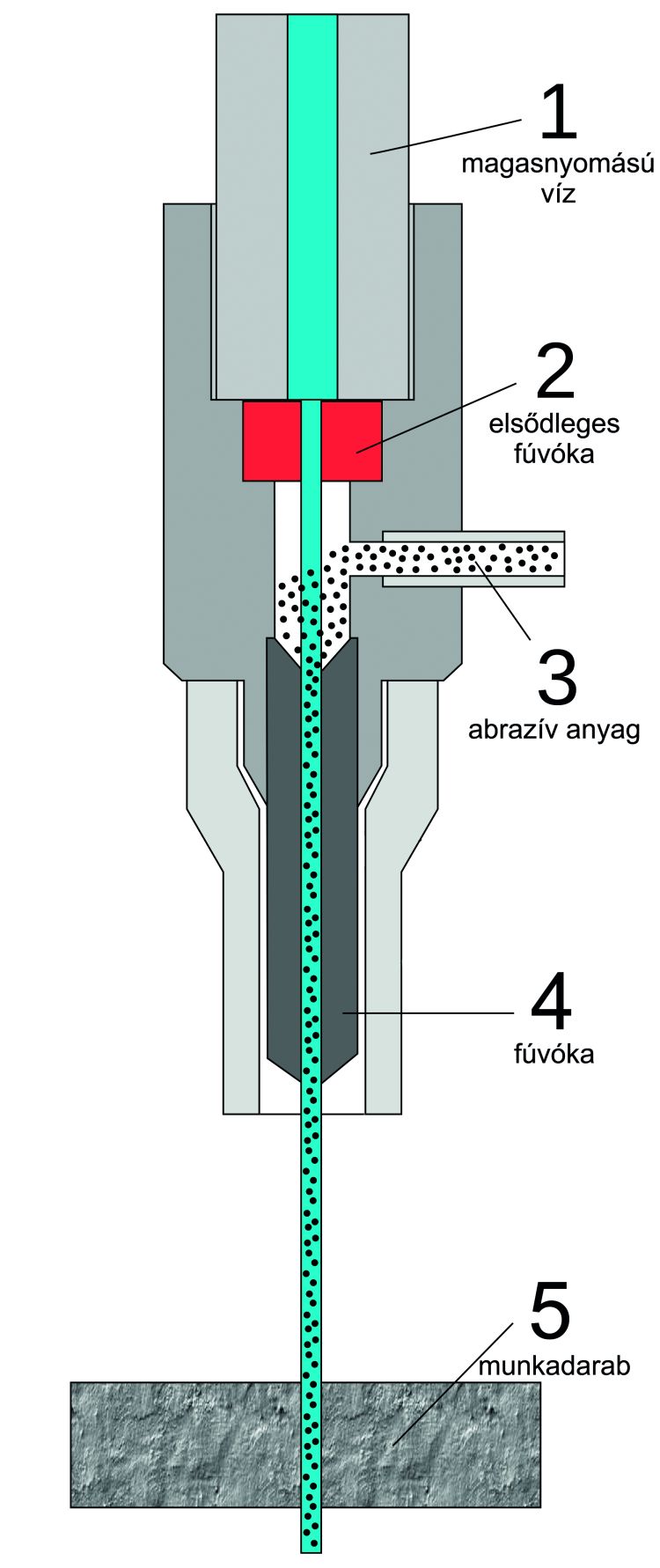
A vágáshoz szükséges vizet a városi hálózatról nyerik. Ez a víz rengeteg szennyező anyagot tartalmaz, és az oldott ásványi sók miatt nagyon kemény. Így a bejövő vizet két lépcsőben szűrik (20 és 1 mikro), majd lágyítják, még egyszer szűrik (1 mikro) hálózati nyomáson. A szükséges nagy nyomást két lépcsőben állítják elő. A munkaasztal: vízzel teli kád, amelynek a tetején vasrácsok tartják a munkadarabot. A kádba kerül a fúvókából kiáramló víz, az abrazív homok és a munkadarabról leváló részecskék, darabok. A vágás folyamata során a sugár nem áll meg a vágott anyag alsó felületénél, hanem belevág az az alatt lévő rácsba is, ezért a rácsokat időről időre cserélni kell. A berendezés igen fontos része a vágófej. Ez az eljárástól függően lehet tisztavizes, illetve abrazívos fej. A fej 3 fő részből áll: elsődleges fúvóka, keverőkamra, másodlagos fúvóka (fókuszáló cső).

Vízsugaras technológiával kivágott termékek
A vágófej ez maximum 400 Mpa nyomású már tisztított és lágyított víz áramlik, 2–4 l/min sebességgel, a szivattyú teljesítményétől függően. Az elsődleges fúvókán áthaladva a kis sebességű, de rendkívül nagy nyomású víz nyomása gyakorlatilag a környezeti nyomásra esik vissza, miközben megnő a sebessége. A víz sebessége ekkor eléri az 500–1400 m/s értékeket, míg a keverőkamrában elegyedik a víz a szemcsékkel. A csiszolószemcsék végleges gyorsítása a másodlagos fúvókában valósul meg. A fúvókát tartóssági okok miatt gyémántból vagy zafírból készítik, élettartama ennek ellenére is csak 25 munkaóra. A fúvóka belső átmérője 0,05–0,5 mm között van.
A VÁGÁS HATÁSA A FÁRA
A nagy sebességű vízsugárral történő vágás hatása a fára a következőképpen írható le:
▌ simán hosszában átvágott sejtfalak, kioldott fibrilla kötegek és rostvégek,
▌ kiszakadt egész rostok és fibrilla kötegek, amelyek a vágási felületen egy tapadó filcszerű lepedéket alkotnak, különösen ott, ahol a fát nem vágtuk át (ahol a fát teljesen átvágták, ezt az anyagot a folyadéksugár kimossa),
▌ a fibrillák rojtolódása, egyes lamellák szétszakadása keresztirányú vágáskor,
▌ meglazult kötések a sejtelemek és a felső sejtrétegek között,
▌ átmetszett sejtek a behatolás oldalán és szétroncsolódott sejtek a folyadéksugár kilépési oldalán.
A vezérlés feladata, hogy a kívánt pályán mozgassa a vágófejet. Mivel itt „lágy” szerszámmal dolgozunk, így a hagyományos eljá rá sok ka l szemben isme - retlen problémák merülnek fel, amit a vezérlésnek megfelelően kompenzálnia kell.
A vágófej mozgatását CNC-vezérlésű szervomotorok végzik. A számítógépre vitt rajzból a számítógép megírja a szervo motorok mozgatásához szükséges programot, amit elküld a vágóberendezés számítógépére. A gépkezelő beállítja a munkadarabot a programnak egfelelően,
majd lefuttatja a programot. Összességében nézve a vágási felület finom szálas anyagúnak tűnik, a kioldott fibrilla kötegek miatt. Összehasonlításképpen megvizsgáltuk a körfűrész által vágot t felületet, amelynél a z anyag 1–2 sejtréteg mélységig szétroncsolódott, a sejt falak szétszakadtak, és az élek fogszerűen levágottak. Ennek hatására a vágásfelületre tapadtak a sejtfalmaradékok és a rostcsomók, ezáltal a felület durvább lett, mint a vízsugaras vágásnál. Környezetvédelmi szempontból ez a vágás környezetbarát eljárásnak mondható, hiszen tiszta, nem képződik por, forgács, és nincs levegőszennyezés. Nincs szükség porelszívó berendezésekre, kenőolajokra és különböző vegyületekre. Ennek a technológiának a z alkalmazása nagyban csökkenti az anyagveszteséget, mivel a vágási rést egyharmadára lehet csökkenteni. További előnye ennek a módszernek a nagy üzemeltetési biztonság.

Vízsugaras technológiával kivágott termék
Felhasznált irodalom
K, Gerencsér: Die Anwendungsmöglichkeiten des Schneidens mit Wasserstrahlen in der Holzindistrie. Holztechnologie, 2005, 46. 4, 43-45.p.
K, Gerencser: Schnittholzerzeugung mit Wasserstrahl. Forst und Holz, 2002, Nr.7-10, 215-216.p
K. Gerencsér, J. Spendel.: Die Anvendungsmöglichkeiten des Schneides mit Wasserstrahlen in der Holzindustrie 25. AWT Sitzung. Wien. 2003 október. 6.
K. Gerencsér, J, Spendel: Új vágási technológiák kidolgozása a fűrésziparban. A fa vágása vízzel. Creating new cutting technologies in the sawmilling industry cutting of water. MTA Agrártudományok Osztálya, Agrár-Műszaki Bizottság Kutatási és Fejlesztési Tanácskozás Gödöllő, 2004, 280-284. p.
Herbig,N.: (1996) Informationen über die Wasserstrahltechnologie, Technische Universtät Wien 39.p
Maros, Zs.-Deszpoth,I.: (1998) Waterjet Cutting Machine for cut-ting Different Materials. Gépgyártástechnológia XXXVII. évf. 09.sz.34-39.p
Maros, Zs.-Deszpoth,I.: (1999) CNC High Pressuere Abrasive Waterjet Cutting System, Micro-CAD ’99. International Computer Science Conference February 24-25. 89-94.p.
Vlastnik, J. 1982. Trennen von Holz mit Flüssigkeitsstrahlen . Holztechnologie 23(2): 94-102 9.
Kapcsolódó dokumentum:
asztalos-december-48-51
Tetszett a cikk?
Cikkajánló

Több mint restaurálás – A boconádi Szeleczky-kastély parkettájának története
Hiszek abban, hogy nincsenek véletlenek – minden akkor történik, amikor eljön az ideje. 2024. január 3-án e-mailben megkeresést kaptunk Boconádról, egy Heves vármegyei kis településről.

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.