A ragasztás technológiái
A faanyagok ragasztás általi toldása nemcsak szükséges, hanem kívánatos technológiai folyamat is. A kapott végeredmény nemcsak a gyártási mérethez felhasználható alapanyag lesz, hanem a fában ébredő, benne lévő feszültségek csökkentését is szolgálja.
A faiparban a ragasztás két faanyag pontosan illeszkedő felülete között, meghatározott feltételek biztosítása mellett valósul meg, anélkül, hogy a ragasztandó felületek anyagának szerkezetét megváltoztatná. A definícióban ott szerepel a meghatározott feltételek kifejezés, amelyeknek a megfelelő ismerete nagyban hozzájárul a szakszerűen legyártott faipari termék hosszú élettartamához.
A LEVEGŐ PÁRATARTALMA
A páratartalom fogalom alatt kétféle kifejezést különböztetünk meg. Az abszolút páratartalom az, ami az 1 m3 levegőben lévő vízpára mennyiségét mutatja (g/m3). A relatív vagy viszonylagos páratartalom, ami a levegőben lévő vízpára arányát mutatja adott hőmérsékleten a lehetséges telítettséghez képest. Ebből következően a 100% relatív légnedvesség a kicsapódási határ. Az ideális páratartalom felnőttek számára 40–55%. Gyermekeknél (pl. gyerekszobában) 60–70% az optimális. Ha a levegőt például felmelegítjük 18 °C-ról 24 °C-ra, akkor az abszolút páratartalma nem változik (mert ezzel nem lesz benne több víz), de a relatív páratartalma igen, mert magasabb hőmérsékleten több víz lehet a levegőben pára formájában anélkül, hogy kicsapódna.
Páratartalom mérésére a hygrométer szolgál.

Hygrométer mobilalkalmazás
A FAANYAG NEDVESSÉGTARTALMA
A víz a fatestben két formában van jelen: a sejtfalakban kötött vízként (adszorpció), míg a sejtek kapillárisaiban szabad vízként. A sejtfalak víztelítettségi állapota véges, ez az ún. rosttelítettség, ami átlagosan 30% (akácfánál például 19%, balsafánál 63%). A szabad víz a fában ettől az értéktől nagyobb is lehet. A maximális nedvességtartalom a kapillárisokban eltárolható legnagyobb vízmennyiséget jelenti (példánknál maradva az akácfánál ez 90%, balsafánál 760%).
A szabvány szerinti használati (igénybevételi) osztályok:
1. Olyan klíma, ahol a légtéri hőmérséklet 20 °C és a levegő relatív páratartalma évente legfeljebb néhány héten át haladja meg a 65%-ot. A várható kiegyenlítő fanedvesség 12%.
2. Olyan klíma, ahol a légtéri hőmérséklet 20 °C és a levegő relatív páratartalma évente legfeljebb néhány héten át haladja meg a 85%-ot. A várható kiegyenlítő fanedvesség 20%.
3. Olyan klíma, ahol a klímajellemzők értékei alapján a várható kiegyenlítő fanedvesség 20% fölött van (pl. kültér).
A fa nedvességét kézi nedvességmérővel mérhetjük meg a legegyszerűbben. A mérést a beszúrt/ beütött mérőcsapok végezhetik, a roncsolásmentes mérésnél pedig a kibocsátott elektromágneses jelek segítségével vizsgálja a készülék az anyag nedvességtartalmát.

Nedvességmérő
A FAANYAG SZEMPONTJAI
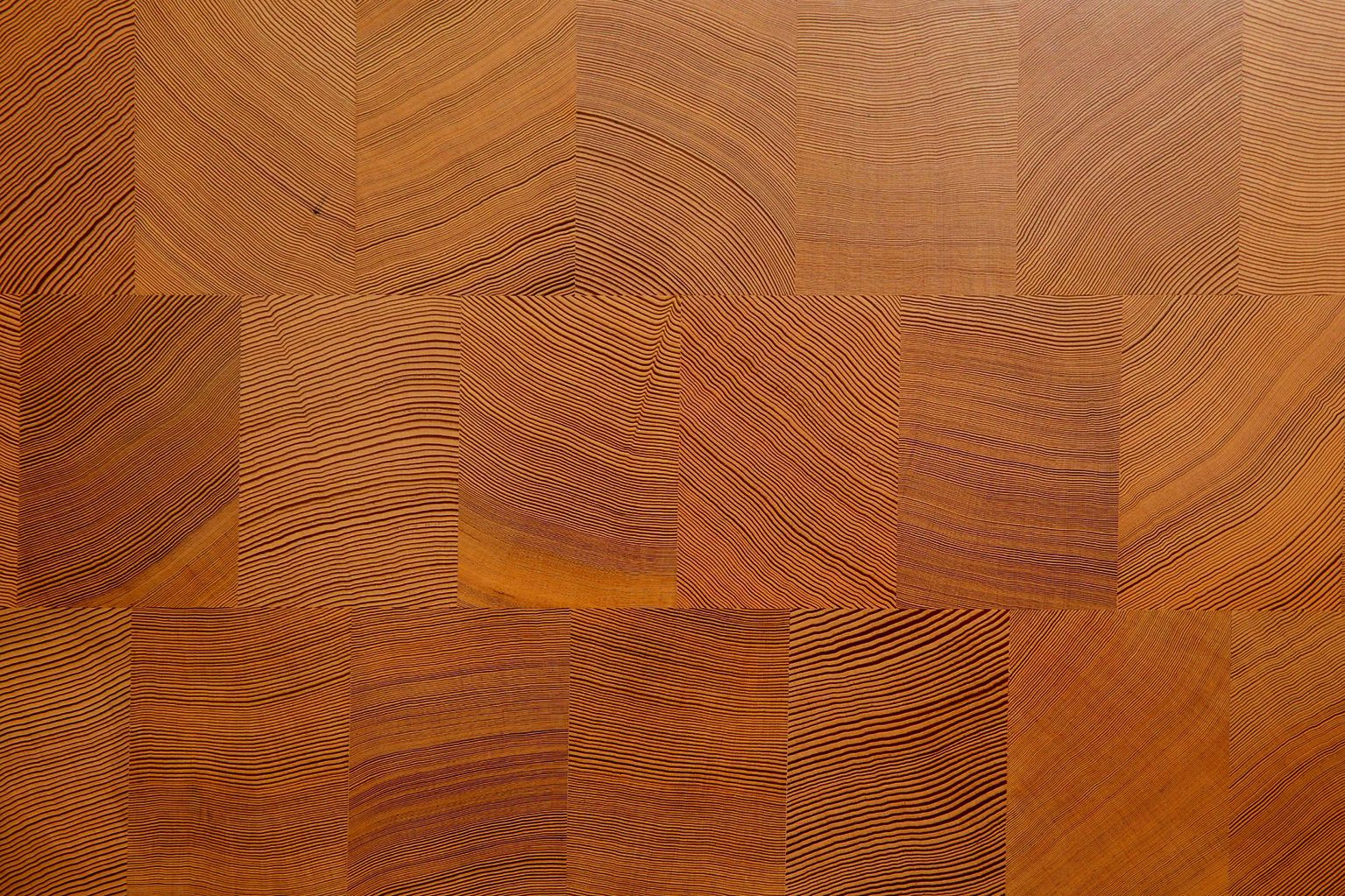
A fa felfűrészelése alapvetően meghatározza a fűrészáru minőségét. A sugárirányú (quarter) vágásból, ahol a vágási felületen párhuzamosan futnak az évgyűrűmetszetek, nagyon stabil deszkák, pallók nyerhetők, amelyek nagy teherbírású faszerkezetek készítésére is alkalmasak. A húrirányú vágásból származó fűrészáru, bár rajzolatosabb és így szebb a vágási felület, zsugorodásra hajlamosabb lesz. (Részletesen: Miből lesz a fűrészáru? MA 2017. január–február 39. oldal) A ragasztandó faanyagok felületeinek teljesen simának és egyenesnek kell lenniük annak érdekében, hogy az összeillesztés során teljes felületen maradéktalanul összeilleszkedjenek.
Ahhoz, hogy a zsugorodási hajlandóságot kölcsönösen kiegyenlítsük, a faanyagokat összeforgatva – az élek és a lapok esetében is – geszthez a gesztet, szíjácshoz a szíjácsot illesztjük (jobb oldal a jobb oldalhoz, bal a bal oldalhoz). Keretek ragasztásánál különösen fontos a keretdarabok egy fajta alapanyagból történő alkalmazása, egyforma évgyűrű szerinti elrendezése és azonos nedvességtartalma.
Amennyiben lemezelt termék készül, amelyhez lemezárut – különösen farostlemezt – használunk, akkor az a felenyvezés előtt legalább olyan nedvességtartalmú legyen, mint a felhasználási környezet. A farostlemezek nedvességtartalma általában ennél jóval kisebb, maximum 4–5%. A lemezeket tehát az összeállítás előtt 48 órával a szitanyomásos felületén nem szálalódó ronggyal vagy szivaccsal benedvesítjük, és így nedvesen összeforgatva tároljuk.

Műszárított fűrészáru tárolása
A kávakötéseket célszerű a fogazást követően 24–48 órán belül összeragasztani.
A betéteket nem szabad a filung árokban ragasztóval rögzíteni. A beragasztott betéteknek meg kell hagyni a szabad mozgáslehetőségét, ellenkező esetben a kerethez képest jóval nagyobbnak számító táblásított felület a levegő páratartalmára reagálva vagy önmagát szakítja szét vagy a keretet nyomja szét.
A rétegelt-ragasztott fa tartószerkezetek tömbösítésére részletesen most nem térünk ki. A tartószerkezetekről, valamint azok ragasztásáról a korábbi lapszámainkban olvashatnak részletesen.
MEGFELELŐ MINŐSÉGŰ ÉS MENNYISÉGŰ RAGASZTÓ
Tömörfa ragasztásához nem célszerűek a karbamid- vagy melamin-formaldehid alapú ragasztók, mert ezek ridegek. Ennek ellenére ezek a legnagyobb mennyiségben használt ragasztók – viszonylag alacsony áruk és nagy szilárdságuk miatt. A megfelelő ragasztóhatás eléréséhez glutinenyvet, kazeinenyvet vagy PVAC (polivinil-acetát) ragasztót használhatunk. Glutinenyvvel csak jól fűtött és száraz helyiségben ragaszthatunk. Kazein hidegenyvvel és PVAC-ragasztóval hidegebb helyiségben is dolgozhatunk, a ragasztási szilárdság nedves környezetben sem változik.
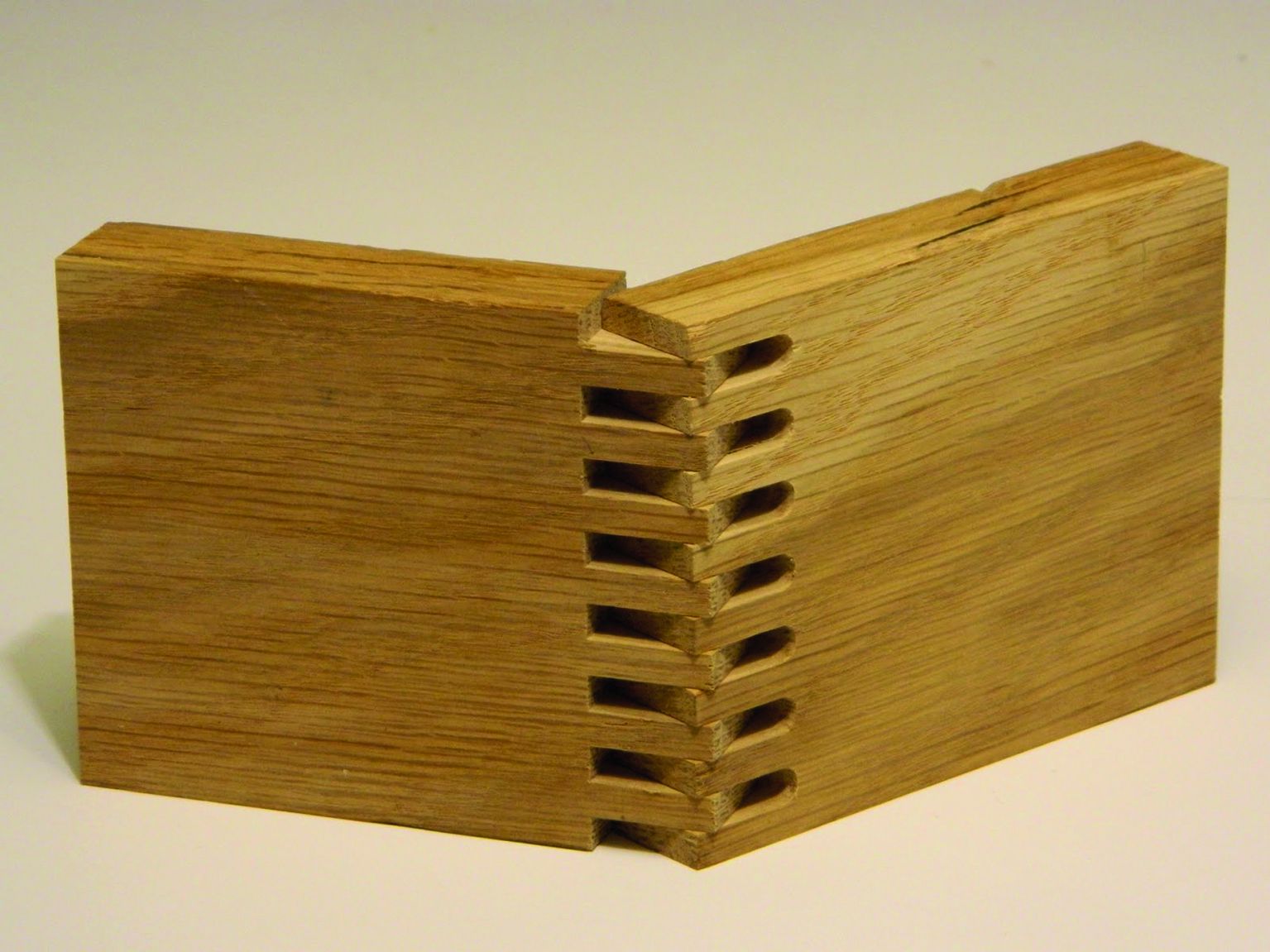
Kávakötés
A ragasztó megválasztását a ragasztott termék felhasználáskori nedvességnek való kitettsége határozza meg. A ragasztó vízállóságát a gyártók D1-től D4-ig jelzésekkel jelölik, a száraz hely től a magas páratartalomnak kitett helyekig.
SZORÍTÁS MÉRTÉKE ÉS IDEJE
A faipari ragasztók csak a ragasztandó felületek megfelelő ideig tartó összeszorítása esetén adnak megfelelő kötésszilárdságot. A jó ragasztás feltétele a megfelelő nyomásérték. Ennek legkisebb értéke 5 N/cm2, legnagyobb értékét általában az adott fa összenyomhatósága határozza meg, általában 55–100 N/cm2.
Táblásítás belsugár alapján
Szélesítő toldások: az élek megkenése után az összeillesztett faanyagot minél előbb, de legfeljebb 4–5 percen belül illesszük össze és az adott szorítóban tartsuk összeszorítva. A szorítónyomás legalább 5 N/cm2. (Ez az érték hozzávetőlegesen akkora, mintha egy 0,5 kg-os teher nehezedne egy 1 cm x 1 cm-es felületre.). Általában véve a legkisebb száradási idő présben 3 óra.
Keretek préselésénél a préselési idő legalább 3 óra, de a további feldolgozás előtt a kereteket minimum 12 órán át szárítjuk.
Vastagító toldások: hasonló feltételek kellenek, mint a fenti esetben, de a ragasztandó felületek előzetesen még pontosabb megmunkálást igényelnek. A szorítónyomás legalább 10 N/cm2. A legkisebb száradási idő présben, glutin-, kazein- és PVAC-ragasztóknál 4–6 óra.
Hossztoldások: ékcsapos fogazással, ún. bigézéssel készítik. Nagy mennyiség esetében többnyire speciális gépsoron, kisebb mennyiségnél marógépen, a megfelelő marószerszám használatával. A ragasztó száradási ideje a felhasznált ragasztótól függ, ami akár pár perc is lehet.
Felhasznált irodalom:
Sághelyi Imre: A tömörfa megmunkálása (Műszaki Kiadó)

Univerzális faragasztó

Táblásított faanyag ragasztás közben
Kapcsolódó dokumentum:
a-ragasztas-technologiai
Tetszett a cikk?
Cikkajánló

Több mint restaurálás – A boconádi Szeleczky-kastély parkettájának története
Hiszek abban, hogy nincsenek véletlenek – minden akkor történik, amikor eljön az ideje. 2024. január 3-án e-mailben megkeresést kaptunk Boconádról, egy Heves vármegyei kis településről.

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.