A terméktervezésben is alkalmazzák
Az augusztusi számban megjelent, hasonló című cikkben a 3D nyomtatás kialakulását ismertettem, majd bútoripari példákon keresztül bemutattam az additív gyártástechnológia alkalmazási lehetőségeit. Ebben a cikkben a Soproni Egyetemen végzett 3D nyomtatáshoz kapcsolódó munkákat mutatom be.
EGYEDI BÚTORFOGANTYÚK TERVEZÉSE
Bagi Bettina ipari termék- és formatervező hallgató szakdolgozatában egyedi, a huzalfelrakásos (FDM) 3D nyomtatási módszerre alapozott bútorfogantyúkat tervezett. A tervezés során olyan bonyolult formákat keresett, amelyek legyártása a forgácsolásos vagy más megmunkálási módszerek segítségével nagyon bonyolult és időigényes, viszont 3D nyomtatással egyszerűen elkészíthető. Így a hagyományos gyártással szükségtelenül drágán előállítható termék a nyomtatással versenyképessé válik.

1. ábra: változatok gömbre
Az első változatoknál (1. ábra) a gömbből, mint alapformából indult ki és annak először a felületét hálózta be, majd a tömör gömböt kikönnyítette és csak egy vékony külső héjra alkalmazta a hálózást. Így egy könnyű, egyedi és a hálózási paraméterek változtatásával rugalmasan változtatható formájú fogantyúcsaládot kapott.

2. ábra: bútorfogantyú-változatok
Az ábrán látható utolsó változatnál a „test a testben” nyomtatás lehetőségét is megvizsgálta, a külső háló egy kisebb tömör gömböt rejt, amelyet ha támaszanyag nélküli nyomtatóval nyomtatunk, akkor letöréssel tehetünk szabaddá. A következő lépésben a gömbformát átalakította és ovális, nyújtott, karcsúsított, szeletelt alakzatokat hozott létre (2. ábra). A rögzítést minden esetben az alakzatok alján található üreges henger biztosítja. Az üreg belső fala nem teljesen sima, hanem a bútorfogantyúknál alkalmazott csavar M5-ös menetét imitálja, így a rögzítés a szokásos módon történik és kellően szilárd.

3. ábra: hálózott és áttört mintázatú fogantyúk
Szabályos üreges hasáb szabályosan hálózott változata látható a 3. ábra első képén, majd tömör felületek díszítő áttörésének különböző típusait és alakzatait figyelhetjük meg az azt követő fogantyúkon. Különösen nehéz kihívás elé állítaná a gyártót, ha hagyományos technológiákkal szeretné ezeket a termékeket előállítani, additív gyártással azonban a feladat egyszerűen megoldható. Az első két változatnál a rögzítéshez szükséges szár is hasáb alakú, míg a második kettőnél a szár alakja íves, mintegy szerves folytatása a fejnek. Amorf nyújtott és foltszerű alakzatú fogantyúk láthatók a 4. ábrán.

4. ábra: amorf fogantyúk
Az amőbaszerű, szabálytalan formák a szubsztraktív gyártási eljárásokkal igen költségesen állíthatók elő, de 3D nyomtatással könnyen gyárthatók. Két változatban készültek: tömör és hálózott felülettel. A tömör típusok belseje 25%-os sűrűségű rácsszerkezetet rejt, így a fogantyú kevés anyagból is elkészíthető, könnyű és szilárd.

5. ábra: a húzóvizsgálatok során kapott törésképek (Forrás: Bagi Bettina)
A fogantyúk szilárdságának és tartósságának becslését egy rövid kísérletsorozat támasztja alá, amelyben különböző nyomtatási paraméterekkel előállított, szabályos próbatesteket készítettünk és vizsgáltuk azok húzószilárdságát (5. ábra). A vizsgált paraméterek a rétegvastagság (felbontás), a héjszerkezetek vastagsága, a szálfelhordás módja (párhuzamos vagy koncentrikus), belső hálózás sűrűség és a szálak közötti átfedés voltak.
A mérési eredmények alapján megállapítható, hogy a 30%-os kitöltési sűrűség a tömör anyaghoz (politejsav – PLA) képest 35%-os húzószilárdság-csökkenést okoz, a szálak hézagos felhordása jelentősen rontja a próbatestek szilárdságát, a héjak rétegszáma kompenzálni tudja az alacsonyabb kitöltési sűrűséget. A szakdolgozatban előállított bútorfogantyúk üde színfoltot jelenthetnek a jelenlegi termékkínálatban, különleges alakjukkal egyedivé tehetik bútorainkat. A tervezett fogantyútípusok széles szín- és anyagválasztéka, a személyre szabott gyors áttervezhetőség, és a becsült 500–1300 Ft-os előállítási költségek jelentősen hozzájárulnak versenyképességükhöz.
BÚTORKÖTÉSEK TERVEZÉSE ÉS VIZSGÁLATA A 3D
nyomtatás módszerére alapozott új típusú bútorkötések tervezését tűzte ki célul szakdolgozatában Korodi Eszter ipari termék- és formatervező hallgató.

6. ábra: nyomtatott sarokkötések
A rúdelemek összekapcsolását megvalósító kötéstípus egyediségét a hónaljmerevítés és a belső csavarmenet adja (6., 7. ábrák): A kötést a rúdelem végére ragasztott, szintén nyomtatással előállított menetes gyűrű biztosítja. Ily módon a fa alkatrészek gyártása egy vállazott hengerre egyszerűsödik. Két rúdelem összekapcsolását, vagy zárt keretek szerelését a nyomtatott kapcsolóelemekben és gyűrűkben található eltérő menetek teszik lehetővé: a kötés egyik végén jobb menetes, míg a másik végén bal menetes.

7. ábra: sarokkötés-változatok
Ezzel a módszerrel, illetve a 2–4 rúdelem fogadására alkalmas kapcsolóelemek nyomtatásával zárt keretszerkezetek, káva-láb kapcsolatok alakíthatók ki. A dolgozatban egy 3–3 mintát tartalmazó kísérletben a nyomtatási irány kötésszilárdságra gyakorolt hatását is vizsgáltuk. A vizsgált nyomtatási irányok:
- Álló nyomtatás: a nyomtatószál felhordása a sarokkötés egyik száránál a tengellyel párhuzamosan, a másik száránál a szár tengelyére merőleges.
- Saroknyomtatás: a sarokra állított nyomtatáskor a nyomtatószál felhordásának iránya mindkét szárral 45°-os szöget zár be.
- Fektetett nyomtatás: a nyomtatószál felhordása a sarokkötés mindkét száránál a tengelyekkel párhuzamos.
A kötés átlós terhelésekor a maximális törőerőt és a nyomófej elmozdulását mértük (8. ábra).

8. ábra: sarokkötés szilárdsági vizsgálata
A vizsgálati eredmények alapján a sarokra állított nyomtatás bizonyult a legerősebbnek és a fektetett nyomtatás a leggyengébbnek, azonban a kötések teherbíró képessége (185–370 N) minden esetben alacsony, a hagyományos kötésekénél jóval kisebb. A fejlesztett sarokkötések biztonságos alkalmazásához a szerkezet megerősítése, áttervezése szükséges.
A FA SZERKEZETÉNEK MODELLEZÉSE ÉS BEMUTATÁSA 3D NYOMTATÁSSAL
A jelenleg is folyó kutatás a fa makro- és mikroszkopikus szerkezetét modellezi, majd állítja elő 3D nyomtatási technológiákkal. A szerkezet modellezésekor figyelembe kell venni a nyomtató és a nyomtatószál jellemzői által diktált korlátokat, például a nyomtatófej átmérőjét, a rétegvastagságot, a vízszintes és függőleges héjak vastagságát, a kitöltési lehetőségeket, a szálanyagban található részecskék nagyságát, illetve a nyomtatási felbontáshoz kell igazítani a szerkezet részletgazdagságát. Végső cél egy olyan „műfa” előállítása, amely a lehető legjobban visszaadja a fa szerkezeti sajátosságait. Ehhez olyan nyomtatási alapanyagokat kívánunk alkalmazni, amelyek magas arányban tartalmaznak farészecskéket, vagy természetbarát, lebomló anyagokat.
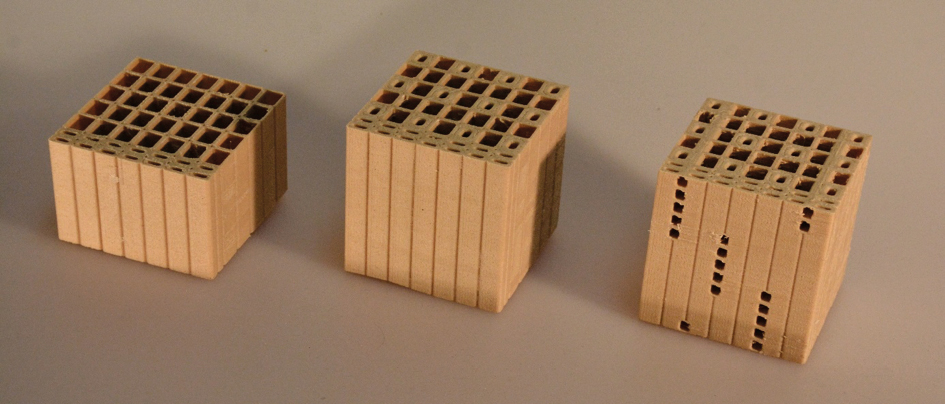
9. ábra: a fenyőfélék egyszerűsített szerkezete
Egy rendelkezésre álló, kevésbé szabályozható extruder segítségével már sikerült magas lignintartalmú, a huzalfelrakásos nyomtatási technológiáknál alkalmazott új szálanyagot készíteni. A 9. ábrán a fenyőfélék egyszerűsített szerkezete látható 230-szoros nagyításban és egyre részletesebb kidolgozásban: az első ábrán csak az évgyűrűkben jól elkülöníthető korai és késő pászták láthatók; a második ábrán az egyes pásztákhoz tartozó csövek falán gyűrűszerű megerősítések vannak, jelezve a sejtek végét; a harmadik ábra már a merőlegesen futó bélsugarakat is tartalmazza.
A modellt a későbbiekben kiegészítjük a sejtfalakon található gödörkékkel is, továbbá az egyes fenyőfélék további sajátosságaival, valamint a lombos fafajok jóval bonyolultabb szerkezetét is modellezni fogjuk. A nyomtatáshoz a kereskedelmi forgalomban beszerezhető magas fatartalmú, illetve saját fejlesztésű szálanyagokat egyaránt fel kívánunk használni. Az eddigi kísérletek és hallgatói munkák is bizonyítják, hogy az additív gyártástechnológiák széleskörűen alkalmazhatók komplex termékek előállításához, az egyes nyomtatási módszerek fejlődésével pedig a méretkérdés is kezelhetővé válik. A nagy méretű alkatrészek, termékek nyomtatása fa és faalapú nyomtatóanyagok felhasználásával pedig új utat nyit az egyedi, különleges felépítésű és kötésmentes, tömbszerű bútorok gyártásának irányába.
Kapcsolódó dokumentum:
a-termektervezesben-is-alkalmazzak
Tetszett a cikk?
Cikkajánló

HR250 kétfejes vízszintes hosszantvágó fűrész
A Wood-Mizer a HR250 kétfejes vízszintes hosszantvágó fűrésszel, egy kompakt, nagy teljesítményű géppel bővíti ipari termékkínálatát, raklapok és fűrészá...

LT15 szalagfűrészek: több lehetőség az Ön gazdasága számára
Most 10% kedvezménnyel július 31-ig. A Wood-Mizer LT15 szalagfűrészek Európa legnépszerűbb fűrészei közé tartoznak.
Egyetemi hírek – 2026. június
A Soproni Egyetem 2026. júniusi hírei